一种注塑车间与仓库流转的条码化管理方法及系统与流程
本发明属于生产仓储管理,特别是涉及一种注塑车间与仓库流转的条码化管理方法及系统。
背景技术:
1、随着工业自动化和信息技术的飞速发展,注塑车间的生产效率已经得到了显著提高。注塑是一种高效的生产方式,广泛应用于塑料制品的制造,包括家用电器、汽车配件、日用品等。
2、在传统的注塑车间与仓库流转管理中,物料追踪和库存管理往往依赖于手工操作或者简单的电子记录,容易导致产品信息管理混乱。但是条形码属于一维码,其记载信息的容量有限,难以对生产库存的每个塑胶件赋予唯一的条形码,这就容易导致管理混乱。
技术实现思路
1、本发明的目的在于提供一种注塑车间与仓库流转的条码化管理方法及系统,通过对不同种类的塑胶件的存货量进行分析,为了不同种类的塑胶件分配不同字节长度的种类编码和序号编码,避免了标识条码重复的问题,方便进行生产仓储管理。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
3、本发明提供一种注塑车间与仓库流转的条码化管理方法,包括,
4、将标识条码的条码区划分为起始码区、记录码区、分隔码区、校验码区以及终止码区;
5、获取所述记录码区的可用编码位数;
6、实时获取车间和仓库内每个种类的塑胶件的数量;
7、根据实时获取的车间和仓库内每个种类的塑胶件的数量得到每个种类的塑胶件的常规数量;
8、根据每个种类的塑胶件的常规数量为每个种类的塑胶件分配种类编码和序号编码池;
9、根据对应的序号编码池按照塑胶件的生产顺序为每个塑胶件分配序号编码;
10、将种类编码和序号编码分别转化为种类条码和序号条码后记录在所述记录码区内,并用所述分隔码区对所述种类条码和所述序号条码进行分隔,得到每个种类的每个塑胶件的标识条码;
11、当塑胶件由仓库移出之后,回收被移除塑胶件的序号编码。
12、本发明还公开了一种注塑车间与仓库流转的条码化管理方法,包括,
13、在生产得到注塑件后,接收标识条码;
14、将所述标识条码设置于对应的塑胶件。
15、本发明还公开了一种注塑车间与仓库流转的条码化管理方法,包括,
16、获取仓库内每个存储单元的位置编码;
17、在注塑件移入仓库存储至存储单元时,读取标识条码,得到塑胶件的种类编码和序号编码;
18、将塑胶件的种类编码和序号编码与对应的存储单元的位置编码进行绑定;
19、当塑胶件移出仓库时读取塑胶件的标识条码,回收被移除塑胶件的序号编码,并与存储单元的位置编码进行解绑。
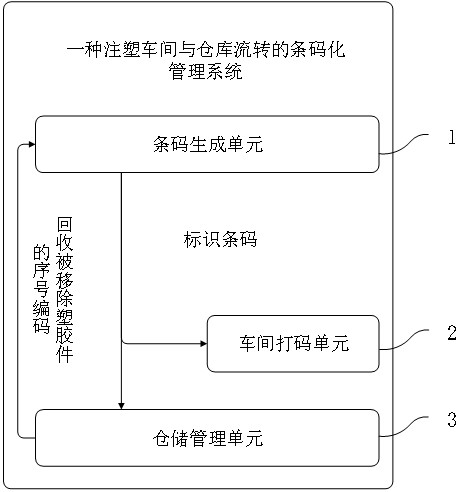
20、本发明还公开了一种注塑车间与仓库流转的条码化管理系统,包括,
21、条码生成单元,用于将标识条码的条码区划分为起始码区、记录码区、分隔码区、校验码区以及终止码区;
22、获取所述记录码区的可用编码位数;
23、实时获取车间和仓库内每个种类的塑胶件的数量;
24、根据实时获取的车间和仓库内每个种类的塑胶件的数量得到每个种类的塑胶件的常规数量;
25、根据每个种类的塑胶件的常规数量为每个种类的塑胶件分配种类编码和序号编码池;
26、根据对应的序号编码池按照塑胶件的生产顺序为每个塑胶件分配序号编码;
27、将种类编码和序号编码分别转化为种类条码和序号条码后记录在所述记录码区内,并用所述分隔码区对所述种类条码和所述序号条码进行分隔,得到每个种类的每个塑胶件的标识条码;
28、当塑胶件由仓库移出之后,回收被移除塑胶件的序号编码;
29、车间打码单元,用于在生产得到注塑件后,接收标识条码;
30、将所述标识条码设置于对应的塑胶件;
31、仓储管理单元,用于获取仓库内每个存储单元的位置编码;
32、在注塑件移入仓库存储至存储单元时,读取标识条码,得到塑胶件的种类编码和序号编码;
33、将塑胶件的种类编码和序号编码与对应的存储单元的位置编码进行绑定;
34、当塑胶件移出仓库时读取塑胶件的标识条码,回收被移除塑胶件的序号编码,并与存储单元的位置编码进行解绑。
35、本发明通过对不同种类的塑胶件的存货量进行分析,为了不同种类的塑胶件分配不同字节长度的种类编码和序号编码,在有限的条形码区域内提高了信息承载能力,有效避免注塑车间和仓库的塑胶件出现标识条码重复的问题,实现塑胶件从车间到仓库的一码流转,避免管理混乱。
36、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种注塑车间与仓库流转的条码化管理方法,其特征在于,包括,
2.根据权利要求1所述的方法,其特征在于,所述根据实时获取的车间和仓库内每个种类的塑胶件的数量得到每个种类的塑胶件的常规数量的步骤,包括,
3.根据权利要求2所述的方法,其特征在于,所述根据不同时刻塑胶件的产成品数量得到当前生产阶段产成品数量范围的步骤,包括,
4.根据权利要求3所述的方法,其特征在于,所述根据每个所述统计时段的产成品数量得到当前生产阶段产成品数量范围的步骤,包括,
5.根据权利要求4所述的方法,其特征在于,所述根据每个数值范围段的时段囊括数量得到最概然状态下产成品数量范围的步骤,包括,
6.根据权利要求1所述的方法,其特征在于,所述根据每个种类的塑胶件的常规数量为每个种类的塑胶件分配种类编码和序号编码池的步骤,包括,
7.根据权利要求1所述的方法,其特征在于,所述根据对应的序号编码池按照塑胶件的生产顺序为每个塑胶件分配序号编码的步骤,包括,
8.一种注塑车间与仓库流转的条码化管理系统,其特征在于,包括,
技术总结
本发明公开一种注塑车间与仓库流转的条码化管理方法及系统,涉及生产仓储管理技术领域。本发明包括条码生成单元、车间打码单元以及仓储管理单元,其中条码生成单元根据实时获取的车间和仓库内每个种类的塑胶件的数量得到每个种类的塑胶件的常规数量;根据每个种类的塑胶件的常规数量为每个种类的塑胶件分配种类编码和序号编码池;根据对应的序号编码池按照塑胶件的生产顺序为每个塑胶件分配序号编码;将种类编码和序号编码分别转化为种类条码和序号条码后记录在记录码区内得到每个种类的每个塑胶件的标识条码;当塑胶件由仓库移出之后,回收被移除塑胶件的序号编码。本发明避免了标识条码重复的问题,方便进行生产仓储管理。
技术研发人员:刘海胶,李驰,颜蔚东
受保护的技术使用者:广东腾微智数科技有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!