基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法与流程
本发明一般地涉及图像处理领域。更具体地,本发明涉及基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法。
背景技术:
1、电磁脉冲焊接是一种利用脉冲磁场对工件施加力的高能率成型技术。可以有效避免异种金属熔化焊所引起的焊接问题,所得接头无热影响区,形成的金属间化合物相的量将减少,强度和耐蚀性高。
2、以铜、铝异种金属为例,在对其利用电磁脉冲技术进行焊接的过程中,过大的工件间隙会导致铝管获得的撞击速度过高,产生很大的残余应力,致使某些位置形成裂纹,若焊件出现裂缝,则会导致焊件的强度降低、易被腐蚀、导电性能变差等一系列问题,因此,需要对焊件的裂缝进行检测,根据检测结果对工件的间隙进行调整,以减少工件焊接过程中所出现的质量问题。
3、由于焊接裂缝通常处于一种较为规则的形状,目前通过计算图像中像素对的共生频率来提取纹理信息,但是现有技术灰度共生矩阵仅通过统计图像中的像素对的共生频率来提取纹理信息,无法考虑到像素对的空间位置分布信息,而在利用电磁脉冲技术所焊接的异种金属中,由于异种金属之间存在材质差异,因此,在这两种金属各自的部分会存在不同的纹理特征,在利用灰度共生矩阵焊接后的异种金属进行裂缝检测时,无法有效的区分金属板材的纹理和裂缝区域。
技术实现思路
1、为解决上述一个或多个技术问题,本发明提出分析灰度共生矩阵中每一个像素对的空间分布特征和共生频率,综合分析每一个像素对为裂缝区域的可能性,并根据裂缝区域的可能性从而对裂缝区域进行检测,为此,本发明在如下的多个方面中提供方案。
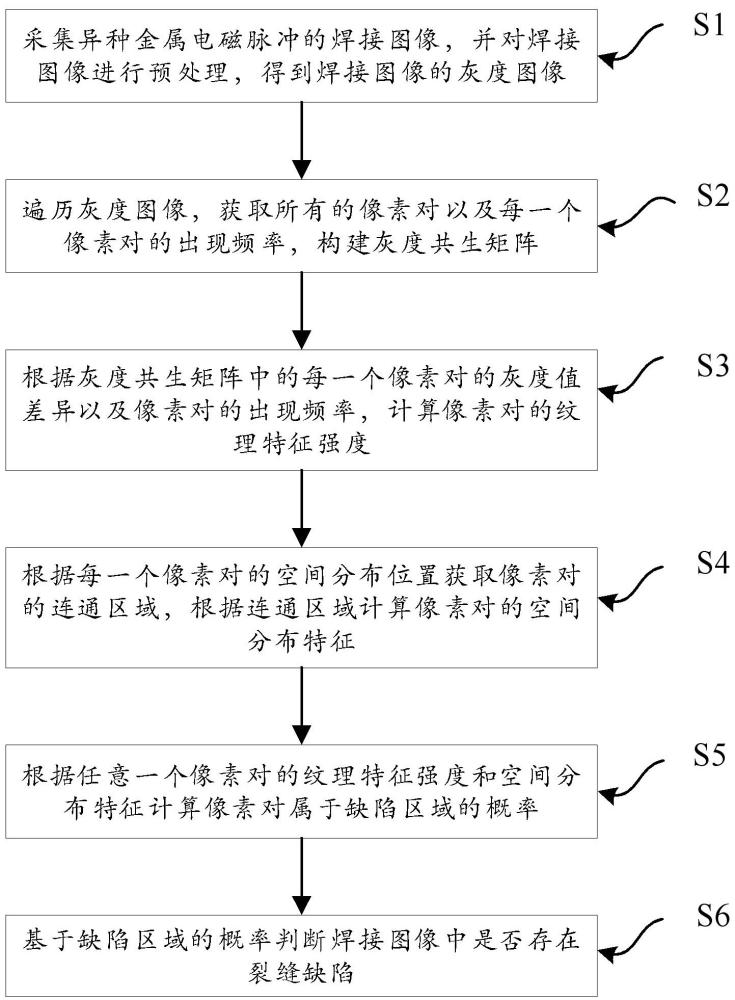
2、基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,包括:采集异种金属电磁脉冲的焊接图像,并对所述焊接图像进行预处理,得到焊接图像的灰度图像;遍历所述灰度图像,获取所有的像素对以及每一个像素对的出现频率,构建灰度共生矩阵;根据所述灰度共生矩阵中的每一个像素对的灰度值差异以及像素对的出现频率,计算像素对的纹理特征强度;根据每一个像素对的空间分布位置获取像素对的连通区域,根据所述连通区域计算像素对的空间分布特征;根据任意一个像素对的所述纹理特征强度和空间分布特征计算像素对属于缺陷区域的概率;计算所有所述像素对属于缺陷区域的概率,基于所述缺陷区域的概率判断焊接图像中是否存在裂缝缺陷。
3、在一个实施例中,据所述灰度共生矩阵中的每一个像素对的灰度值差异以及像素对的出现频率,计算像素对的纹理特征强度,包括:
4、纹理特征强度的满足下述关系式:
5、
6、式中,表示第个灰度共生矩阵中的第个像素对的纹理特征强度;表示第个灰度共生矩阵中的第个像素对的灰度值差值的绝对值;表示第个灰度共生矩阵中的第个像素对的出现频率;表示以2为底数的对数函数;表示标准归一化函数。
7、在一个实施例中,根据每一个像素对的空间分布位置获取像素对的连通区域,包括:
8、对任意一对像素点标记为一个像素基元,获取所有像素基元的坐标位置,其中所述坐标位置即为像素基元的两个像素点的横纵坐标的索引位置均值;
9、获取像素基元的八邻域范围,提取所述像素基元的连通区域,计算所述连通区域的中心坐标;
10、
11、式中,表示连通区域中的第个像素基元与连通区域的中心位置的夹角大小;表示连通区域中的第个像素基元的横坐标位置;表示连通区域中的第个像素基元的纵坐标位置;表示连通区域的中心坐标位置的横坐标;表示连通区域的中心坐标位置的纵坐标;表示反正切函数。
12、在一个实施例中,根据所述连通区域计算像素对的空间分布特征,包括:
13、连通区域的中心位置计算像素对的空间分布特征,满足下述关系式:
14、
15、式中,表示第个灰度共生矩阵中的第个像素对的空间分布特征;表示第个灰度共生矩阵中的第个像素对的第个连通区域;表示第个灰度共生矩阵中的第个像素对的第个连通区域的所有像素基元与其所在的连通区域的中心位置的距离的最大值;表示第个灰度共生矩阵中的第个像素对的第个连通区域的所有像素基元与其所在的连通区域的中心位置的距离的最小值;表示第个灰度共生矩阵中的第个像素对的所有连通区域的所有像素基元与其所在的连通区域的中心位置的距离的方差;表示第个灰度共生矩阵中的第个像素对的所有连通区域的所有像素基元与其所在的连通区域的中心位置的夹角的方差;表示以自然常数为底数的指数函数。
16、在一个实施例中,根据任意一个像素对的所述纹理特征强度和空间分布特征计算像素对属于缺陷区域的概率,包括:
17、计算像素对属于缺陷区域的概率满足下述关系式:
18、
19、式中,表示第个灰度共生矩阵中的第个像素对属于缺陷区域的概率;表示第个灰度共生矩阵中的第个像素对的纹理特征强度;表示第个灰度共生矩阵中的第个像素对的空间分布特征;表示以自然常数为底数的指数函数。
20、在一个实施例中,根据任意一个像素对的所述纹理特征强度和空间分布特征计算像素对属于缺陷区域的概率,包括:
21、响应于属于裂缝部分的概率大于等于预设阈值,则根据裂缝部分的概率大于等于预设阈值的像素对的数量除以所有灰度共生矩阵中的像素对总数,得到属于裂缝区域的概率。
22、在一个实施例中,基于所述缺陷区域的概率判断焊接图像中是否存在裂缝缺陷,包括:
23、设置裂缝缺陷判断阈值,响应于裂缝区域的占比大于裂缝缺陷判断阈值,则异种金属的电磁脉冲焊接图像存在裂缝。
24、本发明具有以下效果:
25、1.本发明通过灰度共生矩阵中每一个像素对的空间分布特征和共生频率综合分析,对每个像素对为裂缝区域的可能性,并根据每一个像素对为裂缝区域的可能性从而实现对裂缝区域进行检测,有效的区分金属板材的纹理和裂缝区域,提高焊件强度。
26、2.本发明通过对灰度共生矩阵中纹理特征强度和空间分布特征计算像素对属于缺陷区域的概率,更好识别金属板材的纹理和裂缝区域,实现精准检测。
技术特征:
1.基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,其特征在于,包括:
2.根据权利要求1所述的基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,其特征在于,据所述灰度共生矩阵中的每一个像素对的灰度值差异以及像素对的出现频率,计算像素对的纹理特征强度,包括:
3.根据权利要求1所述的基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,其特征在于,根据每一个像素对的空间分布位置获取像素对的连通区域,包括:
4.根据权利要求1所述的基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,其特征在于,根据所述连通区域计算像素对的空间分布特征,包括:
5.根据权利要求1所述的基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,其特征在于,根据任意一个像素对的所述纹理特征强度和空间分布特征计算像素对属于缺陷区域的概率,包括:
6.根据权利要求1所述的基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,其特征在于,根据任意一个像素对的所述纹理特征强度和空间分布特征计算像素对属于缺陷区域的概率,包括:
7.根据权利要求1所述的基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,其特征在于,基于所述缺陷区域的概率判断焊接图像中是否存在裂缝缺陷,包括:
技术总结
本发明涉及图像处理领域,更具体地,本发明涉及基于机器视觉的异种金属电磁脉冲焊接裂缝检测识别方法,方法包括:采集异种金属电磁脉冲的焊接图像,并进行预处理,得到灰度图像;遍历灰度图像,获取所有的像素对和出现频率,构建灰度共生矩阵;根据灰度共生矩阵中灰度值差异和出现频率,计算像素对的纹理特征强度;计算像素对的空间分布特征;根据纹理特征强度和空间分布特征计算属于缺陷区域的概率并判断焊接图像中是否存在裂缝缺陷。本发明通过灰度共生矩阵中每一个像素对的空间分布特征和共生频率综合分析,确定每一个像素对为裂缝区域的可能性,有效的区分金属板材的纹理和裂缝区域,提高焊件强度。
技术研发人员:许军刚,方成,程峰,雷小坤,韦宣勇,唐明,覃刘爱
受保护的技术使用者:武汉德泰纳新能源技术有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!