一种基于数据分析的梁场生产进度规划管理系统的制作方法
本发明属于梁场生产进度规划管理领域,涉及到一种基于数据分析的梁场生产进度规划管理系统。
背景技术:
1、随着城市化进程的加速和基础设施建设的不断推进,梁体制造作为现代建筑和交通领域中不可或缺的一部分,扮演着重要的角色。梁体广泛应用于桥梁、高速公路、大型建筑等工程项目中,承担着支撑和承载作用,对工程结构的稳定性和安全性起着关键作用,故而梁体的生产数量也在不断增加,为了满足市场需求,梁体制造企业面临着生产效率与质量的双重挑战,为了解决这些问题,有必要对梁体的生产过程进行优化和改进。
2、目前,现有的进度管理方式可能依赖于过去的经验和静态计划,而缺乏实时数据的支持,这使得执行进度调控时无法及时获取当前生产的进展情况,进而无法根据实际情况灵活调整生产计划,这可能导致生产过程中出现瓶颈和延误,从而导致项目进度延期问题。
3、同时,现有的进度管理方式可能无法准确判断哪些生产步骤对生产进度具有关键影响,进而无法对这些关键步骤进行精确调控,这可能导致对生产进度的调控不够全面,限制了生产过程的灵活性和适应性,从而降低了进度调控机制的有效性。
技术实现思路
1、鉴于此,为解决上述背景技术中所提出的问题,现提出一种基于数据分析的梁场生产进度规划管理系统。
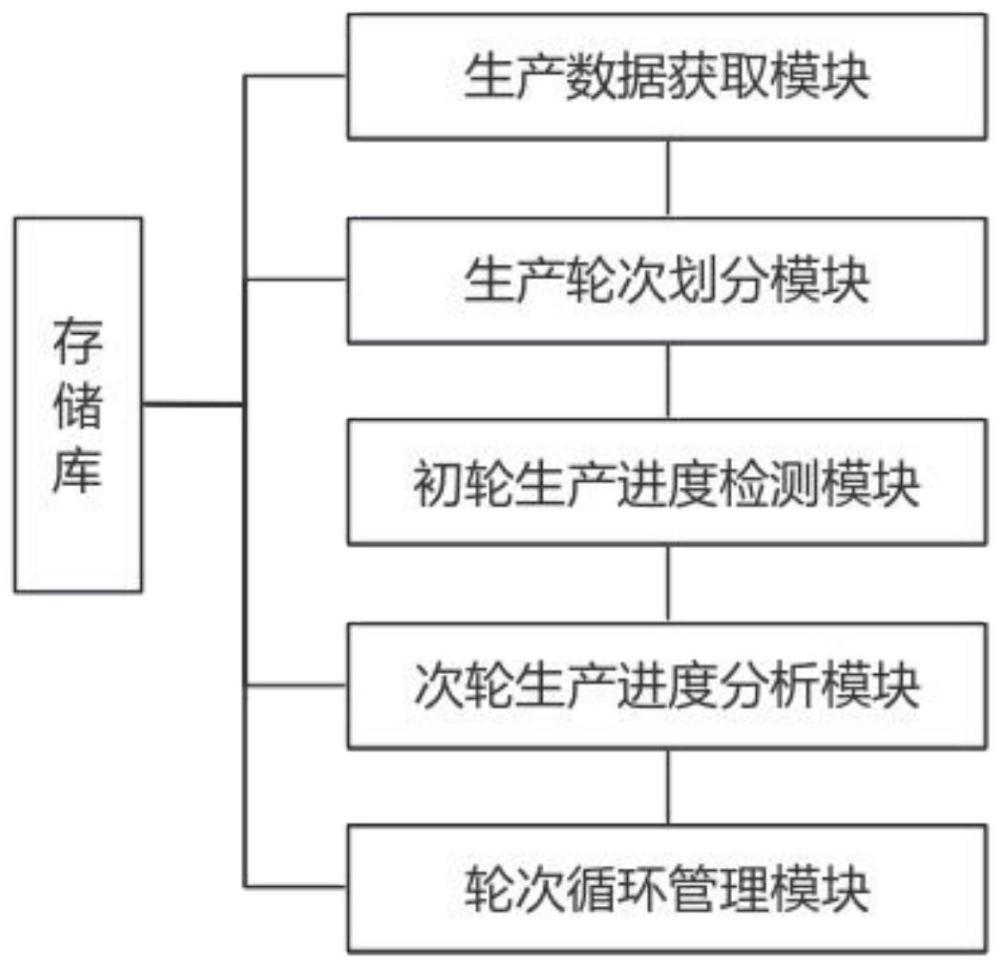
2、本发明的目的可以通过以下技术方案实现:本发明提供一种基于数据分析的梁场生产进度规划管理系统,该系统包括:生产数据获取模块,用于获取梁场内单轮梁体各生产步骤的标准操作时长,将其作为参照指标,并获取批次生产的梁体要求数量。
3、生产轮次划分模块,用于获取梁场内单轮生产的饱和数量,按饱和数量对批次生产的梁体要求数量进行轮次划分,得到各轮次结束生产的标准时间。
4、初轮生产进度检测模块,用于获取第一轮次各梁体对应各生产步骤的实际操作时长,评估第一轮次的梁体生产进度是否达标。
5、次轮生产进度分析模块,用于基于第一轮次的梁体生产进度为未达标时,获取第一轮次梁体生产进度的延误时长,评估第二轮次各生产步骤的调控优先级,据此筛选第二轮次的生产调整步骤,并确认生产调整步骤对应调控参数。
6、轮次循环管理模块,用于按初轮生产和次轮生产的进度分析检测方式,同理对后续轮次进行进度循环检测,进而确认各轮次对应各生产步骤的调控参数。
7、存储库,用于存储批次生产的梁体要求数量、梁场内单轮生产的饱和数量,存储梁场内单根梁体各生产步骤在标准时长内的标准调控参数,存储各轮次各生产步骤的生产期限。
8、具体实施方式中,所述评估第一轮次的梁体生产进度是否达标,过程如下:从各轮次结束生产的标准时间中提取第一轮次结束生产的标准时间,获取第一轮次生产的实际结束时间,将其与第一轮次结束生产的标准时间进行对比,若其在第一轮次结束生产的标准时间之前,则第一轮次的梁体生产进度为达标。
9、反之则第一轮次的梁体生产进度为未达标,且将第一轮次各梁体对应各生产步骤的实际操作时长与参照指标中对应生产步骤的标准操作时长进行对比作差,得到第一轮次各梁体对应各生产步骤的操作时差,进一步对其求和并均值计算得到第一轮次梁体生产进度的延误时长。
10、具体实施方式中,所述评估第二轮次各生产步骤的调控优先级相应方法为:获取第一轮次各生产步骤的可调控指标,分析各生产步骤可调控时长τj,j为生产步骤的编号,j=j1,j2,j3,j4,j1为钢筋梁架加工步骤,j2为混凝土制备步骤,j3为浇筑成型步骤,j4为蒸汽养护步骤。
11、获取在第一轮次各生产步骤对应生产期限内的降雨时长tj',分析第一轮次各生产步骤受天气影响的工期延误权重其中tj为设定的第j个生产步骤的生产期限内对应降雨时长允许值,为单位可调控时长,σ为设定的工期延误权重对应偏差修正因子,π为180度。
12、将第一轮次各生产步骤受天气影响的工期延误权重进行相互对比,进而按工期延误权重从大至小的顺序得到第二轮次各生产步骤的调控优先级。
13、具体实施方式中,所述分析各生产步骤可调控时长具体分析方式为:当生产步骤为钢筋梁架加工步骤时,对应生产步骤的可调控指标为机器运行速度,分析钢筋梁架加工步骤的可调控时长其中υmax表示预置的钢筋梁架加工步骤对应机器运行速度在额定功率下的极值,υ1表示第一轮次钢筋梁架加工步骤对应机器的实际运行速度,τ0表示设定的单位可调控机器运行速率对应的可调控时长。
14、当生产步骤为混凝土制备步骤时,对应生产步骤的可调控指标包括配料搅拌机的单次配料量和单次搅拌速度,分析混凝土制备步骤的可调控时长其中υ′max表示预置的配料搅拌机对应搅拌速度在额定功率下的极值,υ2表示第一轮次混凝土制备步骤对应搅拌机器的单次搅拌速度,a表示第一轮次混凝土制备步骤对应单次配料量,a'max表示混凝土制备步骤对应搅拌机器单次可容纳的配料量最大值,τ′0表示设定的单位可调控指标评估系数对应的可调控时长。
15、当生产步骤为浇筑成型步骤时,对应生产步骤的可调控指标为浇筑速度,进而按钢筋梁架加工步骤的可调控时长的分析方式,同理分析浇筑成型步骤的可调控时长τj3。
16、当生产步骤为蒸汽养护步骤时,对应生产步骤的可调控指标为蒸汽养护温度,分析蒸汽养护步骤的可调控时长τj4。
17、具体实施方式中,所述分析蒸汽养护步骤的可调控时长相应分析步骤为:获取第一轮次蒸汽养护步骤对应生产期限内的均值温度t′和均值湿度i′。
18、获取蒸汽养护步骤的标准操作时长τ标,进而根据上述方式同理获取第二轮次蒸汽养护步骤在标准操作时长内的预计均值温度t″和预计均值湿度i″。
19、计算第一轮次与第二轮次之间的气象条件偏差系数其中β1、β2分别表示设定的均值温度和均值湿度对应气象条件偏差影响占比。
20、获取第一轮次蒸汽养护步骤的实际操作时长τ′,评估第二轮次蒸汽养护步骤的预计蒸汽养护时长进而计算蒸汽养护步骤的可调控时长τj4=τ预-τ标。
21、具体实施方式中,所述筛选第二轮次的生产调整步骤具体方法为:将各调控优先级所属前序所有优先级对应生产步骤的可调控时长进行累加,所得累加结果即为各调控优先级的可调控综合时长,进而将各调控优先级的可调控综合时长作为对应调控优先级的延误时长范围所属最大值,整理得到第一轮次所属各调控优先级对应延误时长
22、将第一轮次梁体生产进度的延误时长与第一轮次所属各调控优先级对应延误时长范围进行对比,筛选出第一轮次梁体生产进度的延误时长对应调控优先级,进而将所得调控优先级对应生产步骤及所得调控优先级对应生产步骤的前序各生产步骤均作为第二轮次的生产调整步骤。
23、具体实施方式中,所述确认生产调整步骤对应调控参数的确认方式为:获取第二轮次的生产调整步骤的可调控指标,将该生产调整步骤的可调控指标调整至最大值。
24、具体实施方式中,所述对后续轮次进行进度循环检测的相应步骤为:s1、按第一轮次梁体生产进度的延误时长对应获取方式,同理获取第二轮次梁体生产进度的延误时长,若其大于0,则按第二轮次的生产调整步骤获取方式,同理获取下一轮次的生产调整步骤。
25、s2、若其小于0,则将第二轮次梁体生产进度的延误时长加上第一轮次梁体生产进度的延误时长后得到前序生产进度的综合延误时长,进一步判断前序生产进度是否达标,当前序生产进度为达标时,获取梁场内单根梁体各生产步骤在标准时长内的标准调控参数,进而按标准调控参数继续对下一轮次的各梁体进行生产。
26、s3、当前序生产进度为不达标时,识别下一轮次的生产调整步骤中是否包括最后一级调控优先级对应的生产步骤,若下一轮次的生产调整步骤中包括最后一级调控优先级对应的生产步骤,则向后台终端发出预警,反之则从下一轮次的生产调整步骤中提取最大调控优先级对应的生产步骤,进而提取最大优先级对应下一优先级的生产步骤,将其调控参数调整至最大值。
27、s4、按s1-s3的分析过程,对后续轮次进行进度循环检测。
28、具体实施方式中,所述确认各轮次对应各生产步骤的调控参数相应内容为:实时获取本批次生产的梁体进度要求时长,将当前提取时刻对应本批次生产的梁体进度要求时长与预置的初始时刻对应梁体进度要求时长进行对比作差,若其差值结果小于0,则获取当前生产轮次的下一生产轮次,将其生产轮次对应各生产步骤的可调控指标调整为最大值,进而获取该生产轮次对应前序生产进度的综合延误时长,按s2-s3中判断前序生产进度是否达标的分析过程,对后续各轮次对应各生产步骤的调控参数进行调控。
29、相较于现有技术,本发明的有益效果如下:(1)本发明通过获取梁体批次生产数量来划分生产轮次,进而基于前序轮次的生产进度,实时调控后续轮次梁体生产进度,可以及时调整后续轮次的生产计划,避免生产过程中的延误,进而提高整个批次生产的效率。此外,若后续进度存在临时性的调整需求时,可以直接对后续轮次的设备运行参数进行调控,以最大化调整批次梁体的整体生产进度,增加了生产计划的灵活性。
30、(2)本发明通过获取各生产步骤的可调控指标,分析各生产步骤的可调控时长,进而评估各生产步骤的调控优先级,可以更加明确地了解哪些生产步骤对整个生产进度的影响最大,对这些关键步骤的调控指标进行针对性的调整和优化,可以减少生产过程中的瓶颈和延误,实现生产过程的精细化控制。
- 还没有人留言评论。精彩留言会获得点赞!