一种轧辊工件表面缺陷检测系统及检测方法与流程
本申请涉及图像检测,具体为一种轧辊工件表面缺陷检测系统及检测方法。
背景技术:
1、轧辊是轧机上的主要装置,也是使金属产生连续塑性反应变形的工具,轧辊的质量会影响产品的质量,在轧机对产品的轧制过程中,轧辊表面的缺陷会对产品质量产生影响,因此对于轧辊的表面缺陷检测和维修极为重要。
2、传统的轧辊检测通常采用人工判断法,凭借人工手感、目测来判断轧辊表面的损伤程度以及损伤类型,然后对轧辊的表面缺陷进行修复,这种方法受人工经验和主观因素影响,准确率较低,劳动强度大,检测效率低,现有技术中,也有利用机器视觉、显微视觉等图像处理方式实现对轧辊的表面缺陷进行检测,但是这些方法都需要涉及到轧辊表面图像的采集,而由于轧辊为柱形,在采集过程中需要使轧辊转动,从而采集更全面的图像数据,但是转速过低或过高都会对成像质量产生影响,如何选择合适的转速对轧辊表面图像进行采集对成像质量影响较大,尤其是对于大批量的轧辊检测流水线中,亟需一种方法解决上述问题。
3、所以有必要提供一种轧辊工件表面缺陷检测系统及检测方法来解决上述问题。
4、需要说明的是,本背景技术部分中公开的以上信息仅用于理解本申请构思的背景技术,并且因此,它可以包含不构成现有技术的信息。
技术实现思路
1、基于现有技术中存在的上述问题,本申请所要解决的问题是:提供一种轧辊工件表面缺陷检测系统及检测方法,达到能过根据图像检测需求准确选择轧辊采集过程中的转速的效果。
2、本申请解决其技术问题所采用的技术方案是:一种轧辊工件表面缺陷检测方法,包括:
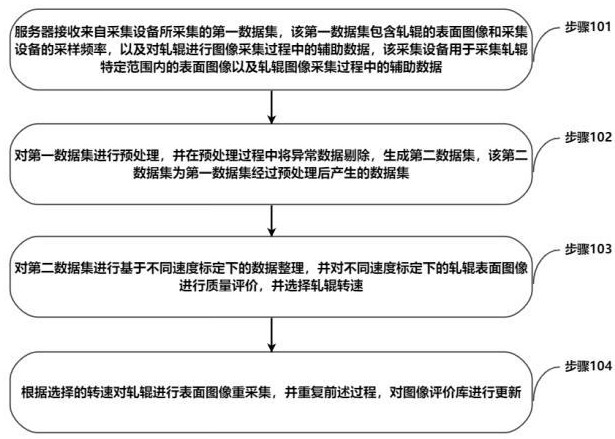
3、服务器接收来自采集设备所采集的第一数据集,该第一数据集包含轧辊的表面图像和采集设备的采样频率,以及对轧辊进行图像采集过程中的辅助数据,该采集设备用于采集轧辊特定范围内的表面图像以及轧辊图像采集过程中的辅助数据;
4、对第一数据集进行预处理,并在预处理过程中将异常数据剔除,生成第二数据集,该第二数据集为第一数据集经过预处理后产生的数据集;
5、对第二数据集进行基于不同速度标定下的数据整理,并对不同速度标定下的轧辊表面图像进行质量评价,并选择轧辊转速;
6、根据选择的转速对轧辊进行表面图像重采集,并重复前述过程,对图像评价库进行更新。
7、在本申请的技术方案实施过程中,通过对不同速度标定下的轧辊表面图像进行质量评价,并选择轧辊转速和采集设备的采样频率,从而能够根据图像的质量评价信息选择合适的轧辊转速以及采样频率,提高轧辊表面图像的有效性。
8、进一步的,所述辅助数据为轧辊采集过程中的转速,所述轧辊在采集过程中为匀速转动。
9、进一步的,所述采样频率的确定方法包括:
10、为采集设备设定至少三组采样频率,其中该采样频率的单位为赫兹;
11、为轧辊设定至少三组转速,其中转速的单位为转每分钟;
12、分别计算采样频率均值和转速均值,并根据采样频率均值和转速均值计算轧辊的旋转次数均值;
13、选定一个转速,并根据旋转次数均值选择合适的采样频率。
14、进一步的,选定一个转速,并根据旋转次数均值选择合适的采样频率,具体包括:
15、选定一个转速,并与旋转次数均值进行计算,得到第一采样频率样本,该第一采样频率样本等于旋转次数均值除以选定的转速值;
16、将第一采样频率样本与各个采样频率分别进行绝对差值计算,得到对应数量的绝对差值;
17、设置绝对差值阈值,并将绝对差值阈值与上述绝对差值进行比对,得到比对结果,并将比对结果中的与绝对差值阈值最接近的采样频率作为该速度下的采样频率。
18、进一步的,对第一数据集进行预处理采用基于阈值的剔除方法,该方法包括:
19、获取当前的转速值,以及在该转速值下采集设备所采集到的轧辊表面图像;
20、对轧辊表面图像进行像素化处理,生成轧辊表面图像的像素化数据对轧辊表面图像进行像素化处理,生成轧辊表面图像的像素化数据;
21、根据当前转速值设置轧辊表面图像的像素点阈值,其中,该像素点阈值由基准阈值与当前转速值通过计算后所得;
22、根据像素点阈值对像素化数据进行筛选,将不满足像素点阈值的像素点剔除。
23、进一步的,像素点阈值等于当前转速值与采集过程中的所有转速均值之比,与基准阈值的乘积。
24、进一步的,对轧辊表面图像进行质量评价包括:
25、进行分布式多维处理,根据第二数据集中的轧辊表面图像按照不同维度进行赋值,并根据赋值后的维度数据生成不同维度下的图像评价库;
26、根据检测需要选择图像评价库中的具体维度,并进行筛选,根据筛选结果选择轧辊转速。
27、进一步的,所述维度包括亮度、对比度、清晰度和均匀度。
28、进一步的,所述维度数据越大,表示轧辊表面图像质量越好。
29、一种轧辊工件表面缺陷检测系统,该系统包括:
30、数据接收模块,用于服务器接收来自采集设备所采集的第一数据集,该第一数据集包含轧辊的表面图像,以及对轧辊进行图像采集过程中的辅助数据,该采集设备用于采集轧辊特定范围内的表面图像以及轧辊图像采集过程中的辅助数据;
31、预处理模块,用于对第一数据集进行预处理,并在预处理过程中将异常数据剔除,生成第二数据集,该第二数据集为第一数据集经过预处理后产生的数据集;
32、质量评价与转速选择模块,用于对第二数据集进行基于不同速度标定下的数据整理,并对不同速度标定下的轧辊表面图像进行质量评价,并选择轧辊转速;
33、图像重采集与更新模块,用于根据选择的转速对轧辊进行表面图像重采集,并重复前述过程,对图像评价库进行更新。
34、本申请的有益效果是:本申请提供的一种轧辊工件表面缺陷检测系统及检测方法,通过对不同速度标定下的轧辊表面图像进行质量评价,并选择轧辊转速,从而能够根据图像的质量评价信息选择合适的轧辊转速,提高轧辊表面图像的有效性。
35、除了上面所描述的目的、特征和优点之外,本申请还有其它的目的、特征和优点。下面将参照图,对本申请作进一步详细的说明。
技术特征:
1.一种轧辊工件表面缺陷检测方法,其特征在于:包括:
2.根据权利要求1所述的一种轧辊工件表面缺陷检测方法,其特征在于:所述辅助数据为轧辊采集过程中的转速,所述轧辊在采集过程中为匀速转动。
3.根据权利要求2所述的一种轧辊工件表面缺陷检测方法,其特征在于:所述采样频率的确定方法包括:
4.根据权利要求3所述的一种轧辊工件表面缺陷检测方法,其特征在于:选定一个转速,并根据旋转次数均值选择合适的采样频率,具体包括:
5.根据权利要求1所述的一种轧辊工件表面缺陷检测方法,其特征在于:对第一数据集进行预处理采用基于阈值的剔除方法,该方法包括:
6.根据权利要求5所述的一种轧辊工件表面缺陷检测方法,其特征在于:像素点阈值等于当前转速值与采集过程中的所有转速均值之比,与基准阈值的乘积。
7.根据权利要求1所述的一种轧辊工件表面缺陷检测方法,其特征在于:对轧辊表面图像进行质量评价包括:
8.根据权利要求7所述的一种轧辊工件表面缺陷检测方法,其特征在于:所述维度包括亮度、对比度、清晰度和均匀度。
9.根据权利要求7所述的一种轧辊工件表面缺陷检测方法,其特征在于:所述维度数据越大,表示轧辊表面图像质量越好。
10.一种轧辊工件表面缺陷检测系统,其特征在于:该系统包括:
技术总结
本申请公开了一种轧辊工件表面缺陷检测系统及检测方法,属于图像检测技术领域,包括:服务器接收来自采集设备所采集的第一数据集,以及对轧辊进行图像采集过程中的辅助数据;对第一数据集进行预处理,并在预处理过程中将异常数据剔除,生成第二数据集;对第二数据集进行基于不同速度标定下的数据整理,并对不同速度标定下的轧辊表面图像进行质量评价,并选择轧辊转速;根据选择的转速对轧辊进行表面图像重采集,并重复前述过程,对图像评价库进行更新。在本申请的技术方案实施过程中,通过对不同速度标定下的轧辊表面图像进行质量评价,并选择轧辊转速,从而能够根据图像的质量评价信息选择合适的轧辊转速,提高轧辊表面图像的有效性。
技术研发人员:王晓军,王明艳
受保护的技术使用者:常州制邦信息科技有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!