一种锻造铝合金轮毂变形量的设计方法与流程
本发明属于汽车轮毂加工制造领域,具体涉及一种锻造铝合金轮毂变形量的设计方法。
背景技术:
1、锻造铝合金轮毂由于其高疲劳强度、低密度、高弹性模量、良好散热性,被广泛应用于对安全系数、轻量化要求更高的汽车中。随着我国新能源汽车行业的迅猛发展,优化锻造铝合金轮毂的设计生产制造过程,提高国产锻造铝合金轮毂的各项性能,对提高国产汽车行业及相关产业的竞争力至关重要。
2、目前,锻造铝合金轮毂的制造工序包括棒料切割、预锻、终锻、旋压、后续机械加工等步骤。由于锻造过程中坯料各部位变形量不同并且市场上存在不同型号、外观的轮毂,降低了轮毂生产效率,增加了锻造铝合金轮毂的生产成本。
技术实现思路
1、本发明在于提供一种锻造铝合金轮毂变形量的设计方法,可以有效克服现有技术存在的缺点。
2、本发明目的是这样实现的,:
3、一种锻造铝合金轮毂变形量的设计方法,包括以下步骤:
4、(1)不考虑轮毂制造过程中的预锻制坯、终制坯、旋压成形中变形量,且变形前后轮毂的高度尺寸不变,根据塑性变形体积不变原理,直接设计出轮毂锻件尺寸与轮辋、轮辐部位变形量的几何关系。
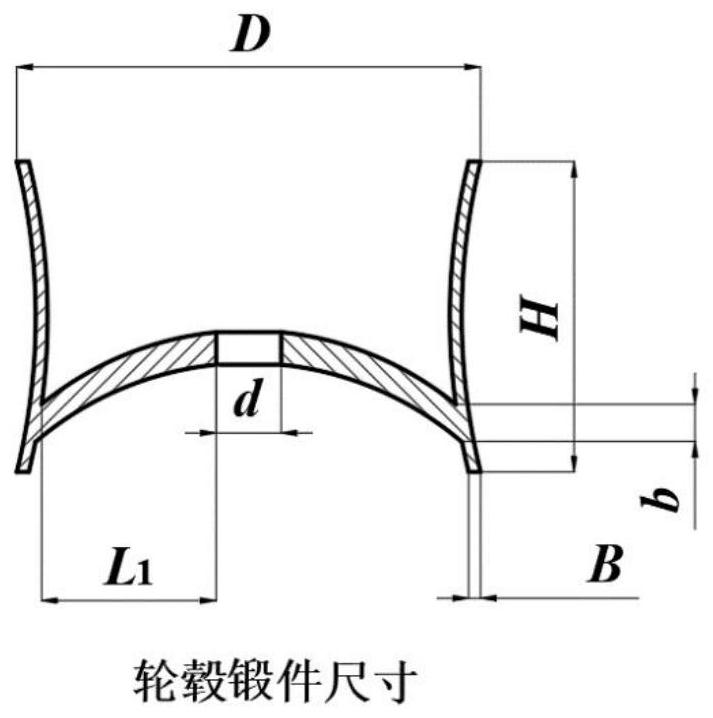
5、(2)根据轮毂锻件的外径尺寸d、高度尺寸h、轮辋厚度尺寸b、轮辐长度尺寸l1、孔径d,分别确定出轮辋和轮辐部位的变形量公式:
6、
7、
8、作为本申请的一可选实施方案,可选地,轮毂变形量k1、轮辐变形量k2还可以由以下轮辋厚度b、轮辐长度l1与变形量k1、k2的数据表查得:
9、。
10、本申请另一方面,还提出一种电子设备,包括:
11、处理器;
12、用于存储处理器可执行指令的存储器;
13、其中,所述处理器被配置为执行所述可执行指令时实现公式(1)-(2)的计算步骤。
14、本发明的优点及积极效果:由于本发明在不考虑轮毂制造过程中的预锻制坯、终制坯、旋压成形中变形量,且变形前后轮毂的高度尺寸不变的情况下,根据塑性变形体积不变原理,直接设计出轮毂锻件尺寸与轮辋、轮辐部位变形量的几何关系,针对某一特定尺寸的锻造铝合金轮毂的设计过程,能够通过给定的锻件尺寸,简单快捷地确定轮辋部位和轮辐部位合适的变形量,可以减少材料浪费,提高尺寸设计效率和加工效率,缩短工序时间。
技术特征:
1.一种锻造铝合金轮毂变形量的设计方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种锻造铝合金轮毂变形量的设计方法,其特征在于,轮毂变形量k1和轮辐变形量k2由以下轮辋厚度b、轮辐长度l1与变形量k1、k2的数据表查得:
3.一种电子设备,包括:
技术总结
本申请涉及一种锻造铝合金轮毂变形量的设计方法,属于汽车轮毂加工制造领域,包括以下步骤:1)不考虑轮毂制造过程中的预锻制坯、终制坯、旋压成形中变形量,且变形前后轮毂的高度不变;2)根据轮毂锻件的外径尺寸D、高度尺寸H、轮辋厚度尺寸B、轮辐长度尺寸L<subgt;1</subgt;、孔径d,分别确定出轮辋和轮辐部位的变形量公式;3)由于变形前后轮毂的高度不变,根据轮辋和轮辐部位的变形量K<subgt;1</subgt;、K<subgt;2</subgt;和塑性变形体积不变原理可以计算出轮辐厚度b、坯料的直径D<subgt;0</subgt;。本发明的优点在于能够通过给定的轮毂锻件尺寸,简单快捷地确定轮辋部位和轮辐部位合适的变形量,可以提高尺寸设计效率和加工效率,缩短工序时间。
技术研发人员:林涛,秦芳诚,邹敏娟
受保护的技术使用者:浙江宏鑫科技股份有限公司
技术研发日:
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!