一种无限制商品及同货道混装仓储的设备的制作方法
1.本实用新型涉及无人售货机技术领域,具体为一种无限制商品及同货道混装仓储的设备。
背景技术:
2.自动售货机,是一种能根据投入的钱币或扫码支付自动付货的机器,自动售货机是商业自动化的常用设备,它不受时间、地点的限制,能节省人力、方便交易,当前市面上具备存储销售功能的售货机对其存储销售的商品都有一定的限制,同一个货道不能同时存放不同类型(sku)的商品,不能进行混装存储而且对入库商品无法进行有效效验商品是否真实及正确
。
3.现有的公开号为cn208367818u,名为一种带存储功能的售货柜的专利,该装置包括:售货机、与所述售货机可拆卸连接的存储柜;其中,不同的存储子柜的尺寸不同;各所述存储子柜均设置有柜门;各所述柜门上均设置有把手以及锁具,通过设置存储柜,使得售货柜具备存储功能,方便了用户的使用,实现了在24小时销售的同时,还可以临时存储用户不方便携带的物品或存储更多的销售货物,方便了用户以及减少货物的配送频率,提高使用率的同时降低成本。
4.上述装置虽然方便了用户,减少了配送频率,但是其未设置有机械手和瓦伦无动力源货道,在对其进行补货时,操作人员需要将其存储柜打开,并向柜体中指定的部分放入商品,其过程不但费时费力,且容易出现货物错放、少放或多放的问题,针对上述情况,在现有的售货机基础上进行技术创新。
技术实现要素:
5.本实用新型的目的在于提供一种无限制商品及同货道混装仓储的设备,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种无限制商品及同货道混装仓储的设备,包括骨架和外箱,所述骨架的内部上端设置有滑轨一,且滑轨一下端设置有滑轨二,所述滑轨二的右侧设置有伺服电机一,且滑轨二的后端设置有滑台,所述骨架的内部后端设置有无动力货架,所述外箱安装于骨架的外部,且外箱的前端设置有箱门。
7.进一步的,所述骨架的内部左端设置有存取仓,且存取仓上壁内部设置有rfid天线一。
8.进一步的,所述存取仓的左端设置有电动门组件,且电动门组件包括电动推杆和门板,所述电动推杆的后端设置有门板。
9.进一步的,所述存取仓的上端左侧设置有激光测量器一,且存取仓的右侧下端设置有激光测量器二。
10.进一步的,所述存取仓的内部后壁设置有接近感应器一,且存取仓的内部左侧设置有接近感应器二,所述存取仓的内部下端设置有存取平台。
11.进一步的,所述滑台的后端设置有伺服电机二,且伺服电机二的后端设置有导轨板。
12.进一步的,所述导轨板的后端上部设置有活动抓手,且导轨板的后端下部设置有固定抓手。
13.进一步的,所述导轨板的下端设置有电动导轨,且电动导轨的左侧设置有高柔线拖链,所述电动导轨的后端设置有rfid天线二。
14.与现有技术相比,本实用新型的有益效果是:该装置通过机械手和瓦伦无动力源货道的结合,可实现不同形状、不同包装的商品同时存储能力,有利于实现多规格多品种商品混装存储,该装置还设置有激光尺寸测量系统,入库采用激光测距的方式通过商品尺寸做效验,有利于保障精准入库,同时该装置通过机械手的设置,可以对商品轻拿轻放,也可对商品进行自动盘点,有利于避免商品摔坏或遗失。
15.1.本实用新型通过骨架、滑轨一、伺服电机一、滑轨二、滑台和无动力货架的设置,该装置外部设置有电容屏,内部底端有联网的服务器模组,服务器内存储有商品的坐标数据,操作人员在交互电容屏幕上点击登录按键,然后会弹出账号和密码,操作人员输入账号密码后进入到商品展示界面,交互电容屏幕上会显示商品名称及图片相关信息,此时操作人员可以存取货,当操作人员存放货物时,在滑轨一和滑轨二的带动下,机械手可以将商品放到无动力货架上指定的位置,从而实现了单通道多种货物的存放,通过上述过程,该装置可实现不同形状、不同包装的商品同时存储能力,有利于实现多规格多品种商品混装存储。
16.2.本实用新型通过存取仓、电动门组件、电动推杆、门板、激光测量器一、激光测量器二、接近感应器一、接近感应器二、rfid天线一和存取平台的设置,当操作人员存放货物时,先从电容屏处输入存储商品的信息,然后将商品放在存取平台上的指定位置,接近感应器一和接近感应器二感应到商品后,激光测量器一和激光测量器二会对商品的尺寸进行测量,并与服务器内存储的数据做比对,当数据错误时,说明存放的商品与操作人员输入的信息不符,此时电容屏会提醒操作人员操作错误,若该商品带有rfid标签,则rfid天线一可以直接读取商品信息与操作员输入的信息进行比对分析,以此可避免操作人员出现误存放的问题,同时该装置还可通过激光测量器一和激光测量器二测出的数据与该装置内部的无动力货架指定位置所剩余的空间做比较来判断是否有足够空间可供商品存入料位,通过上述过程,该装置,入库采用激光测距的方式通过商品尺寸做效验,有利于保障商品精准入库。
附图说明
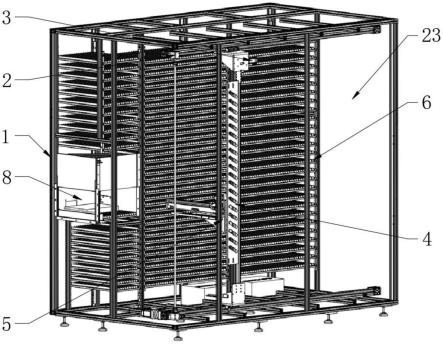
17.图1为本实用新型一种无限制商品及同货道混装仓储的设备的骨架和无动力货架立体结构示意图;
18.图2为本实用新型一种无限制商品及同货道混装仓储的设备的外箱和箱门立体结构示意图;
19.图3为本实用新型一种无限制商品及同货道混装仓储的设备的存取仓立体结构示意图;
20.图4为本实用新型一种无限制商品及同货道混装仓储的设备的活动抓手和固定抓手立体结构示意图;
21.图5为本实用新型一种无限制商品及同货道混装仓储的设备的电动导轨和高柔拖
线链立体结构示意图。
22.图中:1、骨架;2、滑轨一;3、伺服电机一;4、滑轨二;5、滑台;6、无动力货架;7、箱门;8、存取仓;9、电动门组件;901、电动推杆;902、门板;10、激光测量器一;11、激光测量器二;12、rfid天线一;13、接近感应器一;14、接近感应器二;15、存取平台;16、伺服电机二;17、导轨板;18、活动抓手;19、固定抓手;20、电动导轨;21、高柔线拖链;22、rfid天线二;23、外箱。
具体实施方式
23.如图1和图2所示,一种无限制商品及同货道混装仓储的设备,包括骨架1和外箱23,骨架1的内部上端设置有滑轨一2,且滑轨一2下端设置有滑轨二4,滑轨二4的右侧设置有伺服电机一3,且滑轨二4的后端设置有滑台5,骨架1的内部后端设置有无动力货架6,外箱23安装于骨架1的外部,且外箱23的前端设置有箱门7,该装置外部设置有电容屏,内部底端有联网的服务器模组,服务器内存储有商品的坐标数据,操作人员在交互电容屏幕上点击登录按键,然后会弹出账号和密码,操作人员输入账号密码后进入到商品展示界面,交互电容屏幕上会显示商品名称及图片相关信息,此时操作人员可以存取货,当操作人员存放货物时,在滑轨一2和滑轨二4的带动下,机械手可以将商品放到无动力货架6上指定的位置,从而实现了单通道多种货物的存放,通过上述过程,该装置可实现不同形状、不同包装的商品同时存储能力,有利于实现多规格多品种商品混装存储。
24.如图1和图3-5所示,骨架1的内部左端设置有存取仓8,且存取仓8上壁内部设置有rfid天线一12,存取仓8的左端设置有电动门组件9,且电动门组件9包括电动推杆901和门板902,电动推杆901的后端设置有门板902,存取仓8的上端左侧设置有激光测量器一10,且存取仓8的右侧下端设置有激光测量器二11,存取仓8的内部后壁设置有接近感应器一13,且存取仓8的内部左侧设置有接近感应器二14,存取仓8的内部下端设置有存取平台15,当操作人员存放货物时,先从电容屏处输入存储商品的信息,然后将商品放在存取平台15上的指定位置,接近感应器一13和接近感应器二14感应到商品后,激光测量器一10和激光测量器二11会对商品的尺寸进行测量,并与服务器内存储的数据做比对,当数据错误时,说明存放的商品与操作人员输入的信息不符,此时电容屏会提醒操作人员操作错误,若该商品带有rfid标签,则rfid天线一12可以直接读取商品信息与操作员输入的信息进行比对分析,以此可避免操作人员出现误存放的问题,同时该装置还可通过激光测量器一10和激光测量器二11测出的数据与该装置内部的无动力货架6指定位置所剩余的空间做比较来判断是否有足够空间可供商品存入料位,通过上述过程,该装置,入库采用激光测距的方式通过商品尺寸做效验,有利于保障商品精准入库,滑台5的后端设置有伺服电机二16,且伺服电机二16的后端设置有导轨板17,导轨板17的后端上部设置有活动抓手18,且导轨板17的后端下部设置有固定抓手19,导轨板17的下端设置有电动导轨20,且电动导轨20的左侧设置有高柔线拖链21,电动导轨20的后端设置有rfid天线二22,该无动力货架6为瓦伦无动力源层架,当该装置需要移动商品时,伺服电机二16旋转,带动活动抓手18在导轨板17上下运动,从而活动抓手18可以配合固定抓手19将商品抓取,并移动到指定位置,电动导轨20则可以控制机械手前后移动,以供机械手从无动力货架6上抓取货物,从而避免了传统货架的掉落出货模式对商品造成的损坏,并且在盘点库存时,该机械爪会以此经过每层无动力货架
6,通过rfid天线二22对带有rfid标签的商品进行盘点,并和服务器数据进行比对以检查商品库存是否正确,通过上述过程,该装置可以对商品轻拿轻放,也可对商品进行自动盘点,有利于避免商品摔坏或遗失。
25.在使用设备时,首先建立存储售卖商品信息环节,首先进入售货机的后台管理系统,把需要存储或者售卖的商品基本信息(商品的信息编码、商品名称、商品的图片、商品的尺寸信息)录入到商品信息库,信息录入完成后,系统会把商品信息及时同步到售货机服务器上;
26.入库环节:
27.1、用手点击交互电容触摸屏幕的开始补货按键。
28.2、服务器接收到补货指令后,发生指令给到plc控制器,plc控制器发送信号指令给到电动推杆,电机转动带动补货门的向上开启。
29.3、操作人员拿起需要入库存放的商品放置在入库平台上,并把商品向后向前靠在原点挡板位上。
30.4、商品放置到指定入库位置后,操作人员点击交互电容触摸屏幕上的效验入库按键。
31.5、服务器接收到效验入库指令后发送指令控制原点挡板位置的两个光电接近感应器启动,并判断两个接近感应器是否有商品靠近放置。
32.6、如果商品放置合格,感应器会向服务器发送1的合格指令(1是合格,0是不合格),服务器接收到1的合格指令后向rfid控制板(1号rfid)发送识别读取rfid标签信息指令。
33.7、rfid控制板(1号rfid)接收到识别指令后开启天线读取rfid标签内的商品信息,并传送到服务器。
34.8、服务器接收到商品信息后(商品的信息编码、商品名称、商品的图片、商品的尺寸信息),向激光测量模组发送开启测量指令。
35.9、激光测量模组接收到测量指令后,从三个方向(长、宽、高)对入库平台上的商品进行商品尺寸测量。并把测量的信息结果发送至服务器。
36.10、服务器接收接收到商品外形包装尺寸信息后,则服务器根据测量回来的商品外包装尺寸数据信息(长、宽、高)与读取的电子标签内商品数据信息(长、宽、高)进行匹对是否一致。如果不匹配不一致,服务器则先交互电容触摸屏幕发送匹配失败信息展示到屏幕上,操作人员把商品拿出,继续进行下一个商品入库操作。
37.11、如果商品信息(长、宽、高)信息一致,服务器则开始对商品的入库存放位置进行计算。
38.12、服务器会根据商品信息去匹配合适的位置进行商品入库存储,位置匹配算法如下:采用先高度、再宽度、后深度的匹配算法。
39.高度匹配算法计算公式为:g-g1=g2
40.(g为货道的内空高度、g1为商品的外包装高度、g2为剩余高度)
41.g货道内空高度-g1商品外包装高度=g2剩余高度。g2》=2cm(空间够),g2《2cm(空间不够)。服务器会根据商品高度去匹配到设备内不同高度的货道,取g2最接近2cm的货道进行入库位置待定。如果所有货道剩余高度g2都小于2cm,服务器则向交互电容触摸屏发送
无适配货道信息。操作人员把商品拿出,继续进行下一个商品的入库操作。
42.13、高度空间匹配待定后则进行宽度匹配算法,宽度匹配算法计算公式如下:
43.a、根据设备内已经有存放商品的货道内1号位置的商品宽度信息与已经完成了第11步骤的商品宽度进行匹配。然后进行宽度匹配算法:k-k1=k2(k1为高度匹配成功后的商品宽度、k为货道内1号位置商品的宽度、k2为两个商品宽度的相差值)k2》=0cm(空间够)k2《0cm(空间不够)。服务器会根据商品宽度去匹配到设备内已经有商品货道的1号位置商品跨度,取最接近0cm剩余宽度值的货道进行入库位置待定。
44.b、如果匹配的k2值全部小于0cm,服务器则在未分配放置商品货道的剩余宽度空间继续匹配存储位置,宽度匹配算法计算公式如下;k3-k1=k4
45.(k3设备内未分配货道放置商品的剩余宽度、k1高度匹配成功后的商品宽度、k4剩余的安全宽度)k4》=6cm(空间够)k4《6cm(空间不够)。服务器会根据商品宽度去匹配到设备内剩余未分配宽度值,取超过最大k4剩余安全宽度值的货道进行入库位置待定。
46.如果剩余的所有未分配的货道宽度k4值都小于6cm,服务器则向交互电容触摸屏发送无适配货道信息。操作人员把商品拿出,继续进行下一个商品的入库操作。
47.14、根据上面12-a的宽度匹配入库位置待定后,则进入深度货道深度匹配算法,深度匹配算法计算公式如下:s-s1=s2
48.(s为货道的内剩余的深度、s1为宽度匹配成功后商品的外包装长度、s2为判定深度)s2》=1cm(空间够)s2《1cm(空间不够)。服务器会根据商品深度去匹配到该货道的深度值,如果达到s2》=1cm的标准则会生成入库存储坐标值(x.y.z),如果是s2《1cm的标准服务器则从新走第12-a步骤并把此不合格货道进行剔除,直至匹配到符合标准的货道进行入库存储。如果12-a步骤还未能匹配到符合标准的货道,则进入12-b的步骤进行继续匹配。
49.15、商品的入库存储坐标值生成后,服务器则发送指令控制摄像头对入库平台上的商品进行拍照保存。拍照完成后服务器则发送入库执行指令到pcl控制器。
50.16、补货指令到plc控制器,plc控制器接收到指令后则控制伺服电机(5.6)转动,带动x/y模组滑台(10.302)移动到入库平台位置(17)。
51.17、然后plc控制器则发送指令控制伺服电机转动带动机械夹手h轴向外张开到最大尺寸。
52.18、plc控制器继续发送指令控制伺服电机转动带动z轴把机械夹手推向入库平台,然后控制h轴向内收缩(根据商品的高度+5mm的高度)把商品夹住。
53.19、h轴把商品夹稳后,plc控制器继续发送指令控制伺服电机转动带动y轴向上移动5mm,让商品处于悬空状态。同时plc控制发送指令控制伺服电机转动带动z轴退回到原始位置。
54.20、然后plc控制器根据服务器发送的入库存放(x.y.z)坐标位置,发送指令控制伺服电机转动带动x/y轴模组滑台移动到指定的x.y坐标位置。
55.21、x/y轴模组滑台到达指定坐标(x.y)位置后,plc控制器继续发送指令控制z轴向柜子内伸进到指定坐标(z)位置后,plc控制继续发送指令控制伺服电机转动带动h轴向外张开(根据商品的高度+1cm的高度)使商品与机械夹手分离。h轴张开后plc控制器继续发送指令给伺服电机转动带动z轴退回到原始位置。
56.22、z轴退回到原始位置后,plc控制器向服务器发送入库完成指令。服务器接收到
完成指令后,在商品进销存数据库内新增该商品的入库信息(商品码、x.y.z、入库时间等信息)。
57.23、服务器继续执行下一次的入库存储补货程序。
58.入库环节:
59.1、用手点击交互电容屏幕的开始补货按键。
60.2、服务器接收到补货指令后,发生指令给到plc控制器,plc控制器发送信号指令给到电机,电机转动带动补货门的向上开启。
61.3、操作人员拿起需要入库存放的商品,把商品外包装上的商品条码位置对准条码识别器,条码识别器识别完成条码后,操作屏幕上会显示该商品的相关信息。4、然后操作人员把入库商品放置在入库平台上。并把商品向后向前靠在原点挡板上。
62.4、商品放置到指定入库平台位置后,操作人员点击交互电容触摸屏幕上的效验入库按键。
63.5、服务器接收到效验入库指令后发送指令控制原点位置的两个光电接近感应器启动,并判断两个接近感应器是否有商品靠近放置。
64.6、如果商品放置合格,感应器会向服务器发送1的合格指令(1是合格,0是不合格)。
65.7、服务器接收到放置合格信息后,向激光测距模组发送开启测量指令。
66.8、激光测距模组接收到测量指令后,从三个方向(长、宽、高)对入库平台上的商品进行商品尺寸测量。并把测量的信息结果发送至服务器。
67.9、服务器接收接收到商品外形包装尺寸信息后,则服务器根据测量回来的商品外包装尺寸数据信息(长、宽、高)与通过扫描获取的商品数据信息(长、宽、高)进行匹对是否一致。如果不匹配不一致,服务器则先交互电容触摸屏幕发送匹配失败信息展示到屏幕上,操作人员把商品拿出,继续进行下一个商品入库操作。
68.10、商品信息(长、宽、高)信息一致,服务器则开始对商品的入库存放位置进行计算。
69.11、服务器会根据商品信息去匹配合适的位置进行商品入库存储,位置匹配算法如下:采用先高度、再宽度、后深度的匹配算法。
70.高度匹配算法计算公式为:g-g1=g2
71.(g为货道的内空高度、g1为商品的外包装高度、g2为剩余高度)
72.g货道内空高度-g1商品外包装高度=g2剩余高度。g2》=2cm(空间够),g2《2cm(空间不够)。服务器会根据商品高度去匹配到设备内不同高度的货道,取g2最接近2cm的货道进行入库位置待定。如果所有货道剩余高度g2都小于2cm,服务器则向交互电容触摸屏发送无适配货道信息。操作人员把商品拿出,继续进行下一个商品的入库操作。
73.12、高度空间匹配待定后则进行宽度匹配算法,宽度匹配算法计算公式如下:
74.a、根据设备内已经有存放商品的货道内1号位置的商品宽度信息与已经完成了第11步骤的商品宽度进行匹配。然后进行宽度匹配算法:k-k1=k2(k1为高度匹配成功后的商品宽度、k为货道内1号位置商品的宽度、k2为两个商品宽度的相差值)k2》=0cm(空间够)k2《0cm(空间不够)。服务器会根据商品宽度去匹配到设备内已经有商品货道的1号位置商品跨度,取最接近0cm剩余宽度值的货道进行入库位置待定。
75.b、如果匹配的k2值全部小于0cm,服务器则在未分配放置商品货道的剩余宽度空间继续匹配存储位置,宽度匹配算法计算公式如下;k3-k1=k4
76.(k3设备内未分配货道放置商品的剩余宽度、k1高度匹配成功后的商品宽度、k4剩余的安全宽度)k4》=6cm(空间够)k4《6cm(空间不够)。服务器会根据商品宽度去匹配到设备内剩余未分配宽度值,取超过最大k4剩余安全宽度值的货道进行入库位置待定。
77.如果剩余的所有未分配的货道宽度k4值都小于6cm,服务器则向交互电容触摸屏发送无适配货道信息。操作人员把商品拿出,继续进行下一个商品的入库操作。
78.13、根据上面12-a的宽度匹配入库位置待定后,则进入深度货道深度匹配算法,深度匹配算法计算公式如下:s-s1=s2
79.(s为货道的内剩余的深度、s1为宽度匹配成功后商品的外包装长度、s2为判定深度)s2》=1cm(空间够)s2《1cm(空间不够)。服务器会根据商品深度去匹配到该货道的深度值,如果达到s2》=1cm的标准则会生成入库存储坐标值(x.y.z),如果是s2《1cm的标准服务器则从新走第12-a步骤并把此不合格货道进行剔除,直至匹配到符合标准的货道进行入库存储。如果12-a步骤还未能匹配到符合标准的货道,则进入12-b的步骤进行继续匹配。
80.14、商品的入库存储坐标值生成后,服务器则发送指令控制摄像头对入库平台上的商品进行拍照保存。拍照完成后服务器则发送入库执行指令到pcl控制器。
81.15、补货指令到plc控制器,plc控制器接收到指令后则控制伺服电机(5.6)转动,带动x/y模组滑台移动到入库平台位置。
82.16、然后plc控制器则发送指令控制伺服电机转动带动机械夹手h轴向外张开到最大尺寸。
83.17、plc控制器继续发送指令控制伺服电机转动带动z轴把机械夹手推向入库平台,然后控制h轴向内收缩(根据商品的高度+5mm的高度)把商品夹住。
84.18、h轴把商品夹稳后,plc控制器继续发送指令控制伺服电机转动带动y轴向上移动5mm,让商品处于悬空状态。同时plc控制发送指令控制伺服电机转动带动z轴退回到原始位置。
85.19、然后plc控制器根据服务器发送的入库存放(x.y.z)坐标位置,发送指令控制伺服电机转动带动x/y轴模组滑台移动到指定的x.y坐标位置。
86.20、x/y轴模组滑台到达指定坐标(x.y)位置后,plc控制器继续发送指令控制z轴向柜子内伸进到指定坐标(z)位置后,plc控制继续发送指令控制伺服电机转动带动h轴向外张开(根据商品的高度+1cm的高度)使商品与机械夹手分离。h轴张开后plc控制器继续发送指令给伺服电机转动带动z轴退回到原始位置。
87.21、z轴退回到原始位置后,plc控制器向服务器发送入库完成指令。服务器接收到完成指令后,在商品进销存数据库内新增该商品的入库信息(商品码、x.y.z、入库时间等信息)。
88.22、服务器继续执行下一次的入库存储补货程序。
89.取货环节:
90.1、操作人员在交互电容屏幕上点击登录按键,然后会弹出账号和密码。操作人员输入账号密码后进入到商品展示界面。交互电容屏幕上会显示商品名称及图片相关信息。
91.2、点击要取出的商品加入取货车里面,当商品选择完成后,点击取货按键。
92.3、服务器会收到交互电容屏幕发送的商品信息列表。
93.4、服务器根据商品信息列表在服务器商品存储数据库内匹配对应的商品位置信息。商品位置信息匹配完成后服务器把商品位置信息逐一发送给plc控制器去执行取货指令。
94.5、plc控制器收到指令后控制伺服电机转动带动x/y模组滑台移动到商品存储的指定位置。
95.6、然后plc控制器继续发送指令控制伺服电机转动带动h轴上下张开(商品高度+1cm高度),继续控制z轴向货道内伸到指定的坐标位置后,继续控制h轴向内收缩(商品高度-0.5cm高度)把商品加紧。
96.7、然后plc控制器继续控制伺服电机转动带动z轴回到原始位置。
97.8、plc控制器继续控制伺服电机传动带动x/y轴模组滑台移动到取货口位置,然后控制z轴伸出把商品送至取货平台上。
98.9、继续控制h轴上下张开(商品高度+1cm高度),让商品放置在取货平台上。然后z轴回到原始位置。
99.10、如果是带rfid标签的商品,服务器则会控制(1号rfid)控制板打开识别天线对该商品进行识别,(1号rfid)控制板会把识别出来的标签信息内容上传给服务器,服务器则对标签内的商品信息与取货的商品信息匹配是否一致。
100.11、如果商品一致则,服务器则控制摄像头进行拍照留存。然后服务器控制取货口电动门打开。操作人员把商品取走。
101.12、服务器自动减少该商品在库存数据库内的存货数据。并把该商品的坐标信息清空,便于其他商品继续存放。
102.13、然后服务器继续执行下一个商品出货指令。
103.取货环节(操作人员取出):
104.1、消费者通过交互电容屏幕自助选择需要购药的商品,然后加入到购物车,点击购买。
105.2、交互电容屏幕上会显示出收款二维码,消费者用手机扫码支持完成后,服务器会收到商品订单信息及付款信息。
106.3、服务器会根据商品订单信息逐一控制plc控制器去完成商品的取出。
107.4、服务器根据商品信息列表在服务器商品存储数据库内匹配对应的商品位置信息。商品位置信息匹配完成后服务器把商品位置信息逐一发送给plc控制器去执行取货指令。
108.5、plc控制器收到指令后控制伺服电机转动带动x/y模组滑台移动到商品存储的指定位置。
109.6、然后plc控制器继续发送指令控制伺服电机转动带动h轴上下张开(商品高度+1cm高度),继续控制z轴向货道内伸到指定的坐标位置后,继续控制h轴向内收缩(商品高度-0.5cm高度)把商品加紧。
110.7、然后plc控制器继续控制伺服电机转动带动z轴回到原始位置。
111.8、plc控制器继续控制伺服电机传动带动x/y轴模组滑台移动到取货口位置,然后控制z轴伸出把商品送至取货平台上。
112.9、继续控制h轴上下张开,让商品放置在取货平台上。然后z轴回到原始位置。
113.10、然后服务器则控制摄像头进行拍照留存。然后服务器控制取货口电动门打开。操作人员把商品取走。
114.11、服务器自动减少该商品在库存数据库内的存货数据。并把该商品的坐标信息清空,便于其他商品继续存放。
115.12、然后服务器继续执行下一个商品出货指令。
116.盘库(带rfid标签的商品):
117.1、操作人员在交互电容屏幕上点击盘库按键,并确定开始盘库。
118.2、服务器接收到交互电容屏幕的盘库指令后,则发送指令给plc控制器。
119.3、plc控制器接收到指令后,发送指令控制伺服电机转动带动x/y轴滑台移动到盘库起始点(1号货柜的第1层的最左边位置)
120.4、x/y轴滑台移动多盘库起始点后,然后服务器发送指令控制z轴平台的(2号rfid)控制板打开(2号rfid)识别天线。
121.5、(2号rfid)识别天线打开后,plc则继续发送指令控制伺服电机转动带动x/y轴滑台从左边往右边移动。移动的时候会采集到该层存放商品的rfid标签的内容信息,并把内容信息传送给服务器,服务器做数据记录。
122.6、然后plc继续控制x/y轴滑台继续到第2层的最左边位置,从复以上动作,把设备里的所有货道都识别一道,然后服务器会根据采集到的数据与服务器系统的商品存储数据进行逐一匹配,匹配是否有数据差异。
123.7、如果出现数据差异则在交互电容屏幕上面展示出来具体的差异数据。由操作人员根据业务情况自行处理。同时服务器也会以实际盘库的数据作为真实的数据对商品存储数据进行更新。
124.8、如果没有差异也会在交互电容屏幕上面展示出来,显示库存准确。
125.综上,在使用该无限制商品及同货道混装仓储的设备时,首先该装置外部设置有电容屏,内部底端有联网的服务器模组,服务器内存储有商品的坐标数据,操作人员在交互电容屏幕上点击登录按键,然后会弹出账号和密码,操作人员输入账号密码后进入到商品展示界面,交互电容屏幕上会显示商品名称及图片相关信息,此时操作人员可以存取货,当操作人员存放货物时,在滑轨一2和滑轨二4的带动下,机械手可以将商品放到无动力货架6上指定的位置,从而实现了单通道多种货物的存放,通过上述过程,该装置可实现不同形状、不同包装的商品同时存储能力,当操作人员存放货物时,先从电容屏处输入存储商品的信息,然后将商品放在存取平台15上的指定位置,接近感应器一13和接近感应器二14感应到商品后,激光测量器一10和激光测量器二11会对商品的尺寸进行测量,并与服务器内存储的数据做比对,当数据错误时,说明存放的商品与操作人员输入的信息不符,此时电容屏会提醒操作人员操作错误,若该商品带有rfid标签,则rfid天线一12可以直接读取商品信息与操作员输入的信息进行比对分析,以此可避免操作人员出现误存放的问题,同时该装置还可通过激光测量器一10和激光测量器二11测出的数据与该装置内部的无动力货架6指定位置所剩余的空间做比较来判断是否有足够空间可供商品存入料位,通过上述过程,该装置,入库采用激光测距的方式通过商品尺寸做效验,该无动力货架6为瓦伦无动力源层架,当该装置需要移动商品时,伺服电机二16旋转,带动活动抓手18在导轨板17上下运动,
从而活动抓手18可以配合固定抓手19将商品抓取,并移动到指定位置,电动导轨20则可以控制机械手前后移动,以供机械手从无动力货架6上抓取货物,从而避免了传统货架的掉落出货模式对商品造成的损坏,并且在盘点库存时,该机械爪会以此经过每层无动力货架6,通过rfid天线二22对带有rfid标签的商品进行盘点,并和服务器数据进行比对以检查商品库存是否正确,通过上述过程,该装置可以对商品轻拿轻放,也可对商品进行自动盘点,这就是该无限制商品及同货道混装仓储的设备的工作原理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1