一种全位置管道焊机控制遥控器
1.本实用新型专利涉及一种管道焊接设备技术领域,具体是一种全位置管道焊机控制遥控器。
背景技术:
2.随着我国管道运输技术的不断发展,目前我国的管道设计特点向大口径、高钢级、高压力和大壁厚的方向发展,传统管道焊接单位采用的人工或者半自动焊的焊接方法效率低、劳动强度大、焊接质量不稳定,已经无法适应当前管道建设的需要,因此,采用优质高效的全位置管道自动焊接是必然选择。全位置管道焊机的应用必然离不开对其焊接状态的实时控制,这就需要我们利用焊机控制遥控器对焊接的参数及焊接小车的运动妆台进行预设和实时调整来适应不同的焊接场景。
3.但是传统的全位置管道焊机控制遥控器存在体型较大不易操作、功能冗余、按键分区混乱等问题,这些问题的存在不但影响了实际焊接中的焊接效率,也大大提高了焊接操作使用的上手难度,同时也会影响到焊缝的成型质量。所以设计一款功能及全、操作简单、易上手、性能稳定的全位置管道焊机控制遥控器就成为了重中之重。
技术实现要素:
4.为了克服现有技术的由于现有的遥控器存在体型较大不易操作、功能冗余、按键分区混乱造成的影响了实际焊接中的焊接效率,也大大提高了焊接操作使用的上手难度等问题,本实用新型提供一种全位置管道焊机控制遥控器,达到控制功能齐全、按键分布合理、操作逻辑简单易懂易上手、人机交互友好等设计要求,且能满足全位置管道焊接中各项性能指标的控制要求。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种全位置管道焊机控制遥控器,包括壳体、手持握把、挂耳,所述壳体前面板设有显示区域,指示灯区域、第一控制按钮区、第二控制按钮区和控制旋钮区四个区域,所述显示区域内的四个区域均与内部的处理器结构电性连接,所述显示区域位于壳体最上方居中位置,为一块长方形显示屏且通过导线与内置电路板相接,所述手持握把通过固定座对称固定于壳体两侧,所述挂耳位于壳体上方。
6.作为本实用新型的一种优选技术方案,所述壳体内部包括:电源装置、处理器和所述信号发射器,处理器分别与显示屏、指示灯、功能键、电源装置和所述信号发射器电性连接。
7.作为本实用新型的一种优选技术方案,所述指示灯区域位于壳体右上方纵向排列,且共有电源、通信、跟踪l、跟踪t和fn五个指示灯组成,各指示灯示意如下:电源:电量足:绿;电量弱:灭;通信:所有can设备通信正常:绿;否则:灭;跟踪l:前枪进入跟踪状态:绿;前枪退出跟踪状态:灭;跟踪 t:后枪进入跟踪状态:绿;后枪退出跟踪状态:灭;fn:fn键按下:绿;fn 升起:灭。
8.作为本实用新型的一种优选技术方案,所述第一控制按钮区由九个按键组成,其中待机/焊接键:升起为待机状态,按下为焊接状态;选枪键:升起为为当前焊枪为前枪,按下为当前焊枪为后枪;和键、up
▲
和down
▼
键的功能在不同模式下实现功能不同;fn处于on状态,和键操作方案、
▲
和
▼
键操作焊道;显示屏会显示方案号及焊道编号,在未启动摆动程序且fn升起状态(off) 下,和键、up
▲
和down
▼
键根据“选枪”按键对应的焊枪。
9.作为本实用新型的一种优选技术方案,所述第二控制按钮区由8个按键组成,“车正/丝速+”和“车负/丝速
‑”
两个按键,在不同模式可以实现小车的正反点动控制,调节送丝速度增强内外侧电弧;“边停+”、“边停
‑”
按键配合选枪按键设置熔宽增加最大值,且配合选枪按键设置前后枪与小车中心夹角;“测气 /摆速+”键检测电焊机保护气体是否接通,且可以配合“摆气
‑”
按键设置内侧电弧增强数值调节摆频;“进丝/摆宽+”和“退丝/摆宽
‑”
按键触发送丝机进丝或者退丝,且配合选枪按键设置外侧电弧增强数值或者调节摆频。
10.作为本实用新型的一种优选技术方案,所述控制旋钮区由两个控制旋钮和一个fn按键组成。
11.作为本实用新型的一种优选技术方案,电源装置与焊机遥控器电性连接,所述信号发射器贯穿遥控器背部伸出,与焊接小车电性连接。
12.作为本实用新型的一种优选技术方案,所述手持握把通过两个手带固定端固定与遥控器壳体两侧对称安装。
13.作为本实用新型的一种优选技术方案,所述挂耳位于遥控器上方成中孔三角状。
14.与现有技术相比,本实用新型能达到的有益效果是:
15.本实用新型中通过设置的显示区域和手持握把,适用于管道焊接应用场景,能够实时控制全位置管道焊接小车的运动以及焊接参数的调整,简单方便,操作者可以根据按键进行操作,达到遥控的目的。
附图说明
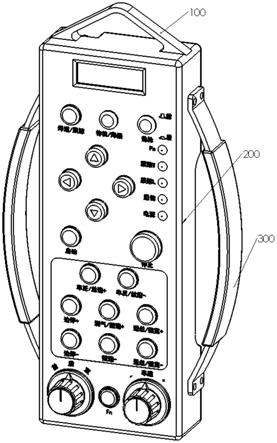
16.图1为本实用新型整体结构轴测图。
17.图2为本实用新型整体结构主视图。
18.图3为本实用新型整体结构左视图。
19.图4为本实用新型整体结构俯视图。
20.其中:100、挂耳;200、壳体;201、显示区域;202、指示灯区域;203、第一控制按钮区;204、第二控制按钮区;205、控制旋钮区;300、手持握把; 400、信号发射器。
具体实施方式
21.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本实用新型,但下述实施例仅仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本实用新型的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
22.实施例:
23.如图1-4所示,本实用新型提供一种全位置管道焊机控制遥控器,包括壳体200、手持握把300、挂耳100,壳体200前面板设有显示区域201,指示灯区域202、第一控制按钮区203、第二控制按钮区204、控制旋钮区205四个区域,显示区域201内四个区域均与内部的处理器结构电性连接,显示区域201 位于壳体200最上方居中位置,为一块长方形显示屏通过导线与内置电路板相接,显示焊接时的参数及焊接状态,手持握把300通过固定座对称固定于壳体200两侧,挂耳100位于壳体200上方,方便使用者提用和挂设携带。
24.在其他实施例中,壳体200内部包括:电源装置、处理器和信号发射器400,处理器分别与显示屏、指示灯、功能键、电源装置和信号发射器400电性连接。
25.在其他实施例中,指示灯区域202位于壳体200右上方纵向排列,且共有电源、通信、跟踪l、跟踪t和fn五个指示灯组成,各指示灯示意如下:电源:电量足:绿;电量弱:灭;通信:所有can设备通信正常:绿;否则:灭;跟踪l:前枪进入跟踪状态:绿;前枪退出跟踪状态:灭;跟踪t:后枪进入跟踪状态:绿;后枪退出跟踪状态:灭;fn:fn键按下:绿;fn升起:灭。
26.在其他实施例中,第一控制按钮区203由九个按键组成,其中待机/焊接键:升起为待机状态,按下为焊接状态;选枪键:升起为为当前焊枪为前枪,按下为当前焊枪为后枪;和键、up
▲
和down
▼
键的功能在不同模式下实现功能不同;fn处于on状态,和键操作方案、
▲
和
▼
键操作焊道;显示屏会显示方案号及焊道编号,在未启动摆动程序且fn升起状态(off)下,和键、up
ꢀ▲
和down
▼
键根据“选枪”按键对应的焊枪,实现焊枪x轴、z轴的点动;启动键和停止键控制不同模式下焊枪焊接的启停。
27.在其他实施例中,第二控制按钮区204由8个按键组成,“车正/丝速+”和“车负/丝速
‑”
两个按键,在不同模式可以实现小车的正反点动控制,调节送丝速度增强内外侧电弧;“边停+”、“边停
‑”
按键配合选枪按键设置熔宽增加最大值,且配合选枪按键设置前后枪与小车中心夹角;“测气/摆速+”键检测电焊机保护气体是否接通,且可以配合“摆气
‑”
按键设置内侧电弧增强数值调节摆频;“进丝/摆宽+”和“退丝/摆宽
‑”
按键触发送丝机进丝或者退丝,且配合选枪按键设置外侧电弧增强数值或者调节摆频。
28.在其他实施例中,控制旋钮区205由两个控制旋钮和一个fn按键组成,其中“电流/电压”旋钮配合fn键可以调节焊接时的电流电压参数;fn键主要用来切换模式从而扩展原有按键的功能;车速旋钮用来调节焊接小车的运动速度。
29.在其他实施例中,电源装置与焊机遥控器电性连接,信号发射器400贯穿遥控器背部伸出,与焊接小车电性连接,方便焊接小车进行信号的接受和传递。
30.在其他实施例中,手持握把300通过两个手带固定端固定与遥控器壳体两侧对称安装,方便握持和操作。
31.在其他实施例中,挂耳100位于遥控器上方成中孔三角状,方便收纳放置。
32.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅为第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅为第一特征水平高度小于第二特征。
33.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1