堆叠设备、电池组的装配生产线及装配方法和电池组与流程
本发明涉及电池,尤其涉及一种堆叠设备、电池组的装配生产线及装配方法和电池组。
背景技术:
1、相关技术中,电池组由多个电池堆叠而成,在进行电池堆叠时,现有技术中没有成型的堆叠辅助设备,以提高电池的堆叠效率。
技术实现思路
1、本发明提供一种堆叠设备、电池组的装配生产线及装配方法和电池组,以辅助实现电池组的堆叠。
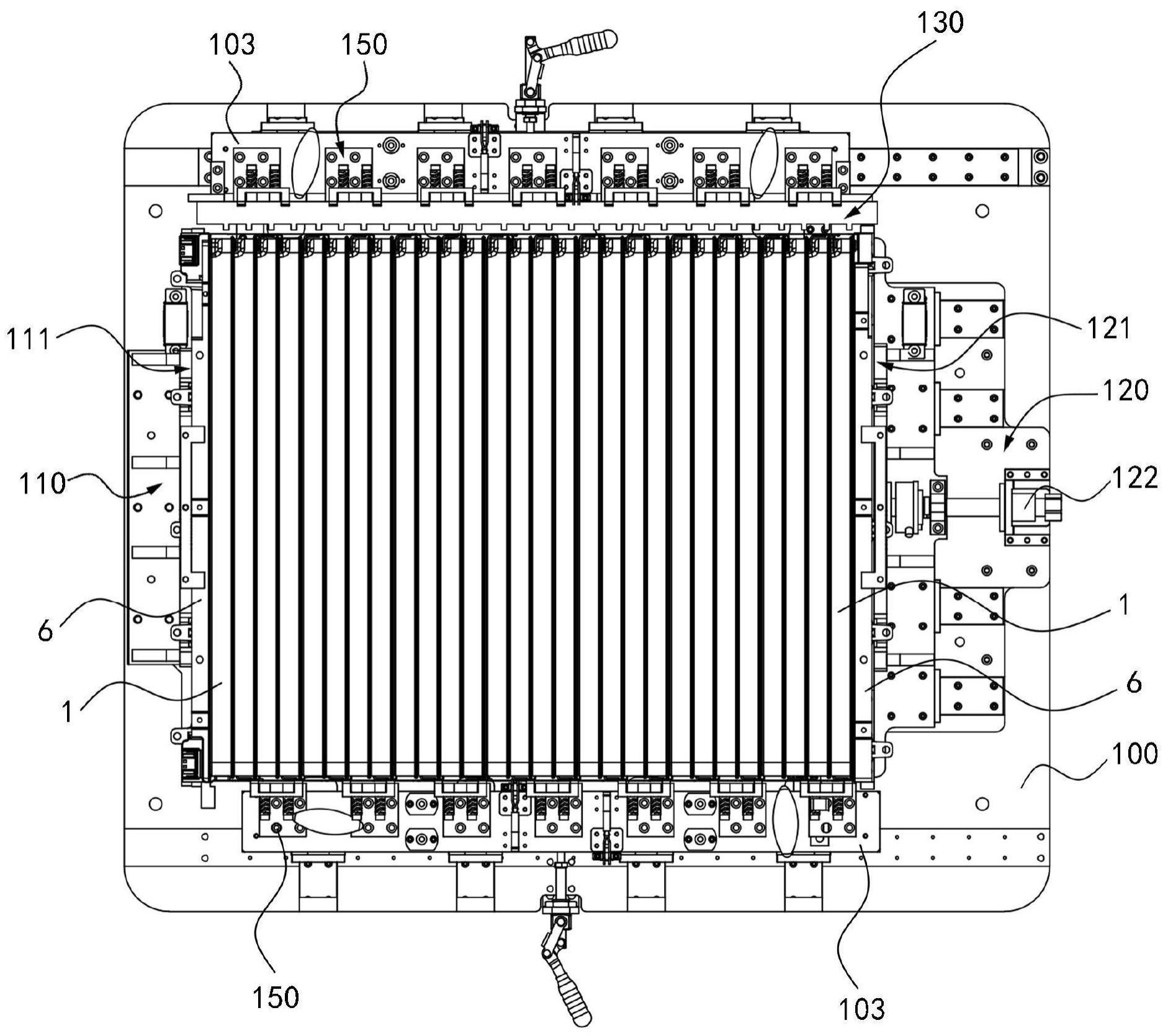
2、根据本发明的第一个方面,提供了一种堆叠设备,用于将多个电池堆叠形成电池组,堆叠设备包括:
3、底座,底座用于放置电池;
4、定位机构,定位机构包括定位面,定位面用于与电池的堆叠面相贴合;
5、对齐机构,对齐机构设置于底座,用于与各个电池的侧面相贴合,以使各个电池对齐;
6、其中,定位机构用于夹紧对齐的电池。
7、本发明实施例的堆叠设备包括底座、定位机构以及对齐机构,多个电池在底座上实现堆叠,并通过对齐机构实现对各个电池的对齐,后续利用定位机构实现了将对齐的各个电池的夹紧,以此实现电池组的堆叠。
8、根据本发明的第二个方面,提供了一种电池组的装配生产线,包括上述的堆叠设备。
9、本发明实施例的电池组的装配生产线包括堆叠设备。堆叠设备包括底座、定位机构以及对齐机构,多个电池在底座上实现堆叠,并通过对齐机构实现对各个电池的对齐,后续利用定位机构实现了将对齐的各个电池的夹紧,以此实现电池组的堆叠。
10、根据本发明的第三个方面,提供了一种电池组的装配方法,包括:
11、提供具有汇流排的电池;
12、将多个电池进行堆叠,并使得相邻的一个电池的第一汇流排和另一个电池的第二汇流排贴合设置;
13、将各个电池对齐;
14、将对齐的多个电池夹紧。
15、本发明实施例的电池组的装配方法将具有汇流排的各个电池进行堆叠,并使得相邻两个电池的第一汇流排和第二汇流排贴合设置,后续将多个电池对齐并完成对多个电池的夹紧,以实现各个电池的堆叠。
16、根据本发明的第四个方面,提供了一种电池组,包括由上述的电池组的装配方法组装而成的电池组。
17、本发明实施例的电池组采用上述的电池组的装配方法组装而成,电池组的装配生产线包括堆叠设备。电池组的装配方法将具有汇流排的各个电池进行堆叠,并使得相邻两个电池的第一汇流排和第二汇流排对应设置,后续将多个电池对齐并完成对多个电池的夹紧,以实现各个电池的堆叠。
技术特征:
1.一种堆叠设备,其特征在于,用于将多个电池(1)堆叠形成电池组,所述堆叠设备包括:
2.根据权利要求1所述的堆叠设备,其特征在于,所述定位机构包括:
3.根据权利要求2所述的堆叠设备,其特征在于,所述底座(100)设置有用于放置所述电池(1)的定位滑块(101),所述定位滑块(101)相对于所述底座(100)可移动地设置。
4.根据权利要求3所述的堆叠设备,其特征在于,所述定位滑块(101)为多个,沿垂直于所述电池组的堆叠方向的方向,每个所述电池(1)对应至少一个所述定位滑块(101);
5.根据权利要求1所述的堆叠设备,其特征在于,所述对齐机构(130)包括:
6.根据权利要求5所述的堆叠设备,其特征在于,所述凸起(132)用于与所述电池(1)一一相对应地设置;
7.根据权利要求6所述的堆叠设备,其特征在于,所述凸起(132)相对于所述驱动板(131)沿所述电池组的堆叠方向可移动地设置。
8.根据权利要求5所述的堆叠设备,其特征在于,所述对齐机构(130)还包括:
9.根据权利要求1所述的堆叠设备,其特征在于,所述堆叠设备还包括焊接压紧机构,所述焊接压紧机构设置于所述底座(100),所述焊接压紧机构用于将第一汇流排(2)压至第二汇流排(3),和/或,所述焊接压紧机构用于将电路板(4)的信号采集端(5)压至第一汇流排(2)。
10.根据权利要求9所述的堆叠设备,其特征在于,所述焊接压紧机构包括:
11.根据权利要求10所述的堆叠设备,其特征在于,所述基板沿所述电池组的堆叠方向可移动地设置,和/或,所述基板沿靠近或远离所述电池组的方向可移动地设置。
12.根据权利要求11所述的堆叠设备,其特征在于,所述底座(100)设置有底板(102),所述基板可拆卸地安装于所述底板(102);
13.根据权利要求10所述的堆叠设备,其特征在于,所述连接件和所述压块为多个,多个所述连接件设置于所述基板,且每个所述连接件上均设置有所述压块。
14.根据权利要求9至13中任一项所述的堆叠设备,其特征在于,所述焊接压紧机构包括:
15.根据权利要求1所述的堆叠设备,其特征在于,所述堆叠设备还包括:
16.一种电池组的装配生产线,其特征在于,包括权利要求1至15中任一项所述的堆叠设备。
17.根据权利要求16所述的电池组的装配生产线,其特征在于,所述装配生产线还包括:
18.一种电池组的装配方法,其特征在于,包括:
19.根据权利要求18所述的电池组的装配方法,其特征在于,还包括:
20.根据权利要求19所述的电池组的装配方法,其特征在于,还包括:
21.根据权利要求20所述的电池组的装配方法,其特征在于,还包括:
22.根据权利要求21所述的电池组的装配方法,其特征在于,利用扎带(8)捆扎各个所述电池(1),包括:
23.根据权利要求22所述的电池组的装配方法,其特征在于,还包括:
24.根据权利要求18所述的电池组的装配方法,其特征在于,将各个所述电池(1)对齐,包括:
25.根据权利要求18至24中任一项所述的电池组的装配方法,其特征在于,将多个所述电池(1)进行堆叠,包括:
26.根据权利要求25所述的电池组的装配方法,其特征在于,各个所述电池(1)分别放置于所述底座(100)的定位滑块(101)上;
27.根据权利要求18至24中任一项所述的电池组的装配方法,其特征在于,将多个所述电池(1)进行堆叠,包括:
28.一种电池组,其特征在于,包括由权利要求18至27中任一项所述的电池组的装配方法组装而成的电池组。
技术总结
本发明涉及电池技术领域,提出了一种堆叠设备、电池组的装配生产线及装配方法和电池组。堆叠设备用于将多个电池堆叠形成电池组,堆叠设备包括:底座,底座用于放置电池;定位机构,定位机构包括定位面,定位面用于与电池的堆叠面相贴合;对齐机构,对齐机构设置于底座,用于与各个电池的侧面相贴合,以使各个电池对齐;其中,定位机构用于夹紧对齐的电池。多个电池在底座上实现堆叠,并通过对齐机构实现对各个电池的对齐,后续利用定位机构实现了将对齐的各个电池的夹紧,以此实现电池组的堆叠。
技术研发人员:王小强,项罗毅,田鑫强,赵幸一,刘志辉
受保护的技术使用者:中创新航科技股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!