一种一体式热电池组及其制备方法与流程
1.本发明属于热电池技术领域,特别涉及一种一体式热电池组及其制备方法。
背景技术:
2.热电池又叫熔盐电池,热激活储备电池(heat activated reserve battery)。贮存时电解质为不导电的固体,使用时用电发火头或撞针机构引燃其内部的加热药剂,使电解质熔融成为离子导体而被激活的一种储备电池。
3.在热电池使用过程中,为了增大电池的整体输出,需要使用多个电池构成热电池组。在热电池组的组装过程中,一般使用框架式连接固定方法,即采用上固定板、下固定板、连接条等零件,再通过螺钉连接的方式将两个或多个热电池固定在一起,并在连接条上加工出支耳等结构,再通过螺栓或者螺纹连接方式与外部设备连接。这样的连接方式可以较好的实现对热电池组的组装,但是,随着热电池的发展,热电池需求越来越多,市场对热电池的轻量化和小型化提出了更高要求。利用传统的框架式结构进行多个热电池的连接固定,造成零件种类偏多,重量、体积也偏大。
技术实现要素:
4.本发明意在提供一种一体式热电池组,以解决当前采用框架式结构对电池组进行固定,导致电池组体积和重量较大的问题。
5.本方案中的一种一体式热电池组,包括安装板和多个热电池,安装板位于多个热电池的同一侧,多个热电池面向安装板的一侧焊接在安装板上;安装板上设有用于连接外部设备的螺纹孔。
6.本方案的工作原理及其有益效果:本方案将多个热电池之间焊接在安装板上,再通过安装板上的螺纹孔与外部设备连接,大大降低了电池组的体积和重量。
7.进一步,两个相邻的所述热电池之间设有连接板,连接板面向热电池的一面为弧面,热电池与连接板的弧面相贴合,连接板的两侧分别焊接在两个热电池上。在热电池焊接过程中,由于热电池为圆柱体,两个热电池直接焊接存在可焊接面积小,和焊接角度不利于的情况,通过连接板的设置,可以更方便的将两个热电池焊接在连接板上,而且可以显著增加热电池的焊接面,使得两个热电池之间的连接更加牢固。
8.进一步,所述安装板面向热电池的一面为弧面,弧面上设有与热电池数量一致的凸块。通过弧面和凸块的设置,可以增加安装板与热电池的焊接面积,同时改善焊接角度。
9.进一步,所述安装板为“凸”字形,所述螺纹孔设置在安装板的较小端,所述热电池焊接在安装板的较大端。将安装板设置为“凸”字形,有利于降低安装板的重量。
10.进一步,所述安装板较大端的两侧均设有缺口,缺口上下方的安装板上均设有与热电池数量一致的所述凸块。通过缺口和凸块的设置,一方面确保热电池与安装板连接各稳定性,同时降低安装板的整体重量。
11.进一步,所述安装板的较大端上设有减重孔,减重孔位于两个所述缺口之间。通过
减重孔的设置,进一步降低安装板的重量。
12.进一步,所述安装板的较大端上也设有螺纹孔。通过在安装板的较大端设置螺纹孔,进一步增加热电池组与外部设备连接的牢固性。
13.本申请还提供了一种制备上述一体式热电池组的方法,包括以下步骤:
14.步骤一、依次将连接块与两个热电池进行焊接固定,每个热电池上有2~3条焊缝;
15.步骤二、选取同一高度上凸块数量与热电池组所需热电池数量一致的安装板,将安装板与电池组进行焊接,每个热电池与安装板上的每个凸块有3~4条焊缝,从而得到一体式热电池组。
16.通过连接块将不同单元电池焊接,使热电池组一体化;再通过焊接方法将安装板焊接在电池上,再通过螺纹或者螺栓方式与其他设备完成对接。
17.进一步,所述焊接为激光焊。激光焊更加高效且焊缝更整齐,焊接效果好。
附图说明
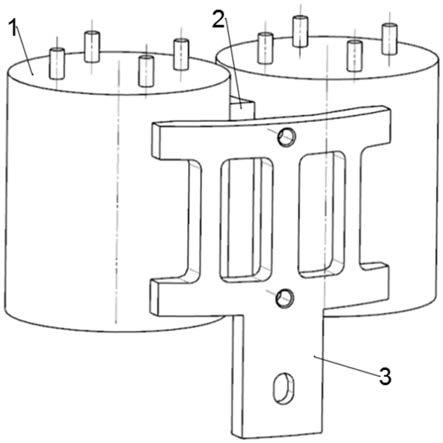
18.图1为本发明实施例1一体式热电池组的立体图;
19.图2为图1中连接板的立体图;
20.图3为图1中安装板的立体图;
21.图4为现有技术中框架式结构固定热电池后的立体图。
具体实施方式
22.下面通过具体实施方式进一步详细说明:
23.说明书附图中的附图标记包括:热电池1、连接板2、安装板3、凸块31、缺口32、减重孔33、螺纹孔34。
24.实施例1基本如附图1~3所示:一种一体式热电池组,包括连接板2、安装板3和两个热电池1;连接板2位于两个热电池1之间连接板2面向热电池1的一面为弧面,热电池1与连接板2的弧面相贴合,连接板2的两侧分别通过激光焊焊接在两个热电池1上,两个热电池1与连接板2均有两条焊缝;安装板3位于两个个热电池1的同一侧,安装板3面向热电池1的一面为弧面,安装板3为“凸”字形,安装板3的较小端设置有螺纹孔34,安装板3较大端设有两个减重孔33、另个螺纹孔34和两个缺口32,另个缺口32位于安装板3的两侧,另个减重孔33位于两个缺口32之间;另个螺纹孔34分别位于减重孔33的上下方;安装板3较大端的螺纹孔34孔径小于安装板3较小端上螺纹孔34的孔径;缺口32上下方的安装板3上均设有两个凸块31,同一高度的两个凸块31分别位于安装板3的两侧;安装板3上的凸块31通过激光焊焊接在热电池1上,同一竖直线上的两个凸块31焊接在同一个热电池1上,每个热电池1与同一凸块31的焊缝数量为三条。
25.实施例2与实施例1的不同之处仅在于:热电池1有三个以上,安装板3上同一高度的凸块31的数量与热电池1的数量相等,同一高度的凸块31分别面向对应的热电池1,连接板2的数量比热电池1的数量少一个;连接板2分别焊接在相邻的热电池1之间。
26.对比例:采用现有技术的框架结构固定的热电池组(如附图4所示)。
27.以实施例1中的一体式热电池组其对比例中的热电池组相比(实施例1和对比例均使用两个热电池1,热电池1的直径为46mm,高度为50mm;固定热电池1的部件均采用不锈钢
材质),实施例1中的一体式热电池组的整体重量为520g左右,对比例中的框架式热电池组重量为780g左右;采用本申请中的方式制备的一体式热电池组可以大幅降低热电池组的体积和重量;而且随着热电池1数量的增加,效果越明显。
28.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
技术特征:
1.一种一体式热电池组,包括安装板和多个热电池,其特征在于:安装板位于多个热电池的同一侧,多个热电池面向安装板的一侧焊接在安装板上;安装板上设有用于连接外部设备的螺纹孔。2.根据权利要求1所述的一种一体式热电池组,其特征在于:两个相邻的所述热电池之间设有连接板,连接板面向热电池的一面为弧面,热电池与连接板的弧面相贴合,连接板的两侧分别焊接在两个热电池上。3.根据权利要求2所述的一种一体式热电池组,其特征在于:所述安装板面向热电池的一面为弧面,弧面上设有与热电池数量一致的凸块。4.根据权利要求3所述的一种一体式热电池组,其特征在于:所述安装板为“凸”字形,所述螺纹孔设置在安装板的较小端,所述热电池焊接在安装板的较大端。5.根据权利要求4所述的一种一体式热电池组,其特征在于:所述安装板较大端的两侧均设有缺口,缺口上下方的安装板上均设有与热电池数量一致的所述凸块。6.根据权利要求5所述的一种一体式热电池组,其特征在于:所述安装板的较大端上设有减重孔,减重孔位于两个所述缺口之间。7.根据权利要求6所述的一种一体式热电池组,其特征在于:所述安装板的较大端上也设有螺纹孔。8.根据权利要求7所述的一种一体式热电池组的制备方法,其特征在于:包括以下步骤:步骤一、依次将连接块与两个热电池进行焊接固定,每个热电池上有2~3条焊缝;步骤二、选取同一高度上凸块数量与热电池组所需热电池数量一致的安装板,将安装板与电池组进行焊接,每个热电池与安装板上的每个凸块有3~4条焊缝,从而得到一体式热电池组。9.根据权利要求8所述的一种一体式热电池组的制备方法,其特征在于:所述焊接为激光焊。
技术总结
本方案公开了热电池技术领域的一种一体式热电池组,包括安装板和多个热电池,安装板位于多个热电池的同一侧,多个热电池面向安装板的一侧焊接在安装板上;安装板上设有用于连接外部设备的螺纹孔。制备时,包括以下步骤:步骤一、依次将连接块与两个热电池进行焊接固定,每个热电池上有2~3条焊缝;步骤二、选取同一高度上凸块数量与热电池组所需热电池数量一致的安装板,将安装板与电池组进行焊接,每个热电池与安装板上的每个凸块有3~4条焊缝,从而得到一体式热电池组。本方案将多个热电池之间焊接在安装板上,再通过安装板上的螺纹孔与外部设备连接,大大降低了电池组的体积和重量。量。量。
技术研发人员:张宗清 刘斌 潘志鹏 杨辉 方海鹏 宋甫
受保护的技术使用者:贵州梅岭电源有限公司
技术研发日:2021.12.30
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1