一种基于软基叠焊材料的高密度叠焊结构的制作方法
1.本实用新型属于高密度叠焊技术领域,具体涉及一种基于软基叠焊材料的高密度叠焊结构。
背景技术:
2.如图1所示,现有的高密度叠焊技术通过将原电池片1-1以一定宽度进行重叠,从而达到消除原电池片1-1之间的间隙、提升组件的转换效率和单位面积的发电能力的目的。重叠区采用的工艺路线是将重叠处的圆形焊带1-2以一定压力进行拍扁,以降低不同位置的高低落差,然后利用胶膜自身的流动性,对重叠区进行填充,以减少层压及载荷导致的裂片。
3.现有的高密度叠焊技术使用的圆形焊带1-2为涂锡铜带,原电池片1-1重叠区的接触为硬接触,重叠区主要依靠胶膜自身的流动填充来降低接触应力,由于原电池片1-1之间由高低差形成的缝隙很小,加之胶膜的流动性不足,导致填充效果难以达到所需要求,同时经拍扁后圆形焊带1-2的刚性明显增加,若未发生填充,原电池片1-1的边缘区在受力的情况下更易造成裂片,以上这些因素导致现有的高密度叠焊技术的隐裂比例较高。
技术实现要素:
4.本实用新型的目的是为了解决现有技术的不足,提供一种基于软基叠焊材料的高密度叠焊结构。
5.一种基于软基叠焊材料的高密度叠焊结构,包括若干片交叠在一起的电池片,所述的电池片上设有若干条焊带,焊带与电池片正反面上的主栅线之间形成欧姆接触,所述的焊带穿过相邻两块电池片的交叠处,并且位于交叠处焊带的形状为扁平状,相邻两块扁平状焊带之间设有软基材料层。
6.更进一步地,焊带呈纵向放置在电池片上。
7.更进一步地,软基材料层的主要材质为热固性弹性体,所述的热固性弹性体包括主材质和辅助材质,所述的主材质为嵌段苯乙烯共聚物、极性聚乙烯、极性聚丙烯、马来酸酐接枝嵌段苯乙烯共聚物、聚乙烯基醚和极性聚丁烯中的一种或多种的混合物,所述的辅助材质为填充油、填料、偶联剂和稳定剂。
8.更进一步地,软基材料层为不连续结构,并且软基材料层采用丝网印刷的方式沉积在相邻两块扁平状焊带之间。
9.更进一步地,软基材料层的厚度要大于扁平状焊带的厚度,并且软基材料层的厚度范围为120um~250um。
10.更进一步地,焊带与电池片正反面上主栅线之间的连接方式为红外焊接方法。
11.有益效果:本实用新型公开了一种基于软基叠焊材料的高密度叠焊结构,本高密度叠焊结构将软基叠焊材料的丝网印刷和后固化技术应用于高密度叠焊组件的电池重叠区,改变了现有技术中高密度组件片间为硬接触的现状,使组件在受到外界压力时,电池片
与片间完全通过软基材料层发生软接触,软基材料层之间可通过一定形变吸收外界传导的压力,从而避免了层压过程过程中电池片裂片的现象,大幅度提升了组件良率,此外本实用新型还通过软基叠焊材料的低透水率性能提升了组件的耐湿热可靠性。
附图说明
12.图1是现有技术中高密度叠焊结构的结构示意图;
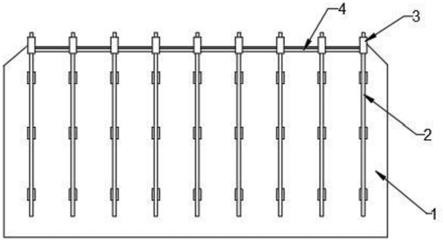
13.图2是基于软基叠焊材料的高密度叠焊结构的结构示意图;
14.图3是图2中电池片的结构示意图;
15.图中:1-1、原电池片1-2、圆形焊带1、电池片2、焊带3、扁平状焊带4、软基材料层
具体实施方式
16.为了加深对本实用新型的理解,下面结合实施例和附图对本实用新型作进一步详细详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
17.如图2和图3所示,一种基于软基叠焊材料的高密度叠焊结构,包括若干片交叠在一起的电池片1,所述的电池片1上设有若干条焊带2,焊带2与电池片1 正反面上的主栅线之间形成欧姆接触,所述的焊带2穿过相邻两块电池片1的交叠处,并且位于交叠处焊带2的形状为扁平状,相邻两块扁平状焊带3之间设有软基材料层4。
18.于本实施例中,焊带2呈纵向放置在电池片1上。
19.于本实施例中,软基材料层4的主要材质为热固性弹性体,所述的热固性弹性体包括主材质和辅助材质,所述的主材质为嵌段苯乙烯共聚物、极性聚乙烯、极性聚丙烯、马来酸酐接枝嵌段苯乙烯共聚物、聚乙烯基醚和极性聚丁烯中的一种或多种的混合物,所述的辅助材质为填充油、填料、偶联剂和稳定剂。
20.于本实施例中,软基材料层4为不连续结构,并且软基材料层4采用丝网印刷的方式沉积在相邻两块扁平状焊带3之间。
21.于本实施例中,软基材料层4的厚度要大于扁平状焊带的厚度,并且软基材料层的厚度范围为120um~250um。
22.一种基于软基叠焊材料的高密度叠焊结构的串焊方法,包括以下步骤:
23.步骤一:将若干片电池片交叠在一起,并在相邻两片电池片的交叠区域内沉积一层软基材料层;
24.步骤二:将若干条焊带从电池片的交叠区域内穿过,并且将焊带上位于交叠区域内的一段作扁平化处理;
25.步骤三:所述的焊条通过焊接与电池片正反面的主栅线之间形成欧姆接触;
26.步骤四:多次重复步骤三,依次将各个电池片串联起来。
27.于本实施例中,步骤三中所述的焊带与电池片正反面上主栅线之间的连接方式为红外焊接方法。
28.本实用新型公开了一种基于软基叠焊材料的高密度叠焊结构,本高密度叠焊结构将软基叠焊材料的丝网印刷和后固化技术应用于高密度叠焊组件的电池重叠区,改变了现有技术中高密度组件片间为硬接触的现状,使组件在受到外界压力时,电池片与片间完全通过软基材料层发生软接触,软基材料层之间可通过一定形变吸收外界传导的压力,从而
避免了层压过程过程中电池片裂片的现象,大幅度提升了组件良率,此外本实用新型还通过软基叠焊材料的低透水率性能提升了组件的耐湿热可靠性。
29.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种基于软基叠焊材料的高密度叠焊结构,其特征在于,包括若干片交叠在一起的电池片,所述的电池片上设有若干条焊带,焊带与电池片正反面上的主栅线之间形成欧姆接触,所述的焊带穿过相邻两块电池片的交叠处,并且位于交叠处焊带的形状为扁平状,相邻两块扁平状焊带之间设有软基材料层。2.根据权利要求1所述的一种基于软基叠焊材料的高密度叠焊结构,其特征在于,焊带呈纵向放置在电池片上。3.根据权利要求1所述的一种基于软基叠焊材料的高密度叠焊结构,其特征在于,软基材料层为不连续结构,并且软基材料层采用丝网印刷的方式沉积在相邻两块扁平状焊带之间。4.根据权利要求1所述的一种基于软基叠焊材料的高密度叠焊结构,其特征在于,软基材料层的厚度要大于扁平状焊带的厚度,并且软基材料层的厚度范围为120um~250um。5.根据权利要求1所述的一种基于软基叠焊材料的高密度叠焊结构,其特征在于,焊带与电池片正反面上主栅线之间的连接方式为红外焊接方法。
技术总结
一种基于软基叠焊材料的高密度叠焊结构,包括若干片互相交叠在一起的电池片,所述的电池片上设有若干条焊带,所述的焊带穿过相邻两块电池片的交叠处,位于交叠处焊带的形状为扁平状,相邻两块扁平状焊带之间设有软基材料层。所述的软基材料层的主要材质为具有低玻璃化转变温度、低模量和低透水率的热固性弹性体,本实用新型将软基叠焊材料的丝网印刷和后固化技术应用于高密度叠焊组件的电池重叠区,改变了现有的高密度组件片间为硬接触的现状,使组件在受到外界压力时,片间完全通过软基材料层发生软接触,软基材料层可通过形变吸收外界传导的压力,并且软基材料的低透水率实现了对外界水汽渗透通道的有效阻隔,保证了高密度叠焊结构的水密性。叠焊结构的水密性。叠焊结构的水密性。
技术研发人员:庄浩 姜亚帅 孙观 黄国平 李菁楠
受保护的技术使用者:中节能太阳能科技(镇江)有限公司
技术研发日:2021.04.15
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1