应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈
1.本实用新型涉及电磁脉冲连接技术领域,具体为应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈。
背景技术:
2.电磁脉冲连接技术是一种新兴的固相金属连接技术,具有绿色、高效、高度自动化的优点。作为核心器件的驱动线圈,直接影响着连接效果。目前,市场上多采用i型线圈、多匝e型线圈、亥姆霍兹线圈和螺线管线圈作为驱动线圈,对于亥姆霍兹线圈和螺线管线圈,其虽可在中心区域产生较均匀的磁场,但其磁场变化率较低,产生感应电场幅值较低,且由于在高强度电磁脉冲作用下,线圈流过大电流,受大电磁力,导致其极易变形,线圈能量分散,重复利用性极低。现有技术为提高线圈强度,往往会采用较粗线圈绕制,但这又带来了材料浪费,模型巨大、温升严重等问题,针对这些问题,提供了应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈。
技术实现要素:
3.为实现上述目的,本实用新型提供如下技术方案:应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,包括:正电极部、线圈、负电极部、绝缘外层、加固材料、金属工件以及感应涡流,线圈设置在正电极部的一端,负电极部设置在线圈的一端,加固材料包裹在线圈的外壁,绝缘外层包裹在加固材料的外壁,金属工件设置在绝缘外层以及加固材料的底端,感应涡流设置在金属工件的内腔。
4.优选的,线圈为铜线。
5.优选的,线圈首末端开设有电缆连接孔。
6.优选的,线圈呈螺旋状。
7.优选的,绝缘外层为橡胶层。
8.与现有技术相比,本实用新型的有益效果是:该应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,电磁脉冲连接时,高强度瞬变电流从正电极部流入负电极部流出,形成回路,过程中在线圈周围产生时变磁场,作用于金属工件感应出反向涡流,使金属工件受力碰撞连接,过程中,由于阿基米德螺线为等距螺线,故线圈各部位受力均匀,使每次形变小,可重复多次实用,又因为阿基米德螺线为多匝螺线,其产生磁场叠加,感应电场幅值大,节约线圈材料,使其产生范围更大更均匀的电磁场,且由于阿基米德螺线等距的特性,线圈的机械强度大大增加,解决了常用驱动线圈受洛伦兹反作用力易变形的普遍问题。
附图说明
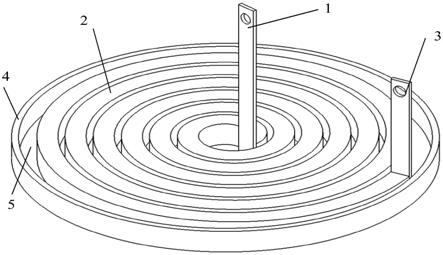
9.图1为本实用新型的阿基米德螺线图;
10.图2为本实用新型的线圈工作等效电路图;
11.图3为本实用新型的线圈工作等效电路线圈工作场景剖面图。
12.图中:1、正电极部,2、线圈,3、负电极部,4、绝缘外层,5、加固材料,6、金属工件,7、感应涡流。
具体实施方式
13.基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
14.请参阅图1
‑
3,本实用新型提供应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈技术方案:应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,包括:正电极部1、线圈2、负电极部3、绝缘外层4、加固材料5、金属工件6以及感应涡流7,线圈2设置在正电极部1的一端,负电极部3设置在线圈2的一端,加固材料5包裹在线圈2的外壁,绝缘外层4包裹在加固材料5的外壁,金属工件6设置在绝缘外层4以及加固材料5的底端,感应涡流7产生在金属工件6的内腔。
15.需要说明的是,该应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈2,电磁脉冲连接时,高强度瞬变电流从正电极部1流入负电极部3流出,形成回路,过程中在线圈2周围产生时变磁场,作用于金属工件6感应出反向涡流,使金属工件6受力碰撞连接,过程中,由于阿基米德螺线为等距螺线,故线圈2各部位受力均匀,使每次形变小,可重复多次实用,又因为阿基米德螺线为多匝螺线,其产生磁场叠加,感应电场幅值大,节约线圈2材料,使其产生范围更大更均匀的电磁场,且由于阿基米德螺线等距的特性,线圈2的机械强度大大增加,解决了常用驱动线圈2受洛伦兹反作用力易变形的普遍问题,通过计算,优选阿基米德螺线参数为a=5mm,b=5/πmm,宽7.49mm,高10mm,外径144mm,匝数6匝。为安全起见,外径外部用绝缘材料围住,各层线圈2间放置加固材料5,为避免手工绕线产生的误差,作品采用一体化加工工艺,使线圈2参数更为精确。
16.通过传感器对待切割原件的信号进行收集,由无线传感器将信号传递给计算机系统,再利用计算机技术对信号进行加工处理,从而监控和管理制造流程,通过数控机床进行生产,实现对加工精度的有效控制
17.作为优选方案,更进一步的,线圈2为铜线,铜坚韧、柔软、富有延展性,且导电性好,相对性价比较高,故线圈2材料采用铜线。
18.作为优选方案,更进一步的,线圈2首末端开设有电缆连接孔,在线圈2首末端有电缆连接孔,作为线圈2正负极,方便接通电路。
19.作为优选方案,更进一步的,线圈2呈螺旋状,可使电流在线圈2之间产生相应的磁场,为避免手工绕线产生的误差,作品采用一体化加工工艺,使线圈2参数更为精确。
20.作为优选方案,更进一步的,绝缘外层4为橡胶层,可有效的起到绝缘作用。
21.其详细连接手段,为本领域公知技术,下述主要介绍工作原理以及过程,具体工作如下。
22.在使用的时候,当电磁脉冲连接时,高强度瞬变电流从正电极部1流入负电极部3流出,形成回路,过程中在线圈2周围产生时变磁场,作用于金属工件6感应出反向涡流,使金属工件6受力碰撞连接,过程中,由于阿基米德螺线为等距螺线,故线圈2各部位受力均匀,使每次形变小,可重复多次实用,又因为阿基米德螺线为多匝螺线,其产生磁场叠加,感应电场幅值大,节约线圈2材料,使其产生范围更大更均匀的电磁场,且由于阿基米德螺线
等距的特性,线圈2的机械强度大大增加,解决了常用驱动线圈2受洛伦兹反作用力易变形的普遍问题。
23.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,其特征在于,包括:正电极部、线圈、负电极部、绝缘外层、加固材料、金属工件以及感应涡流,线圈设置在正电极部的一端,负电极部设置在线圈的一端,加固材料包裹在线圈的外壁,绝缘外层包裹在加固材料的外壁,金属工件设置在绝缘外层以及加固材料的底端,感应涡流设置在金属工件的内腔。2.根据权利要求1所述的应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,其特征在于:线圈为铜线。3.根据权利要求1所述的应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,其特征在于:线圈首末端开设有电缆连接孔。4.根据权利要求1所述的应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,其特征在于:线圈呈螺旋状。5.根据权利要求1所述的应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,其特征在于:绝缘外层为橡胶层。
技术总结
本实用新型公开了应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈,包括:正电极部、线圈、负电极部、绝缘外层、加固材料、金属工件以及感应涡流,线圈设置在正电极部的一端,负电极部设置在线圈的一端,加固材料包裹在线圈的外壁,绝缘外层包裹在加固材料的外壁,金属工件设置在绝缘外层以及加固材料的底端,感应涡流设置在金属工件的内腔。该应用于电磁脉冲连接的阿基米德螺旋式一体化加工线圈涉及电磁脉冲连接技术领域,解决了常用驱动线圈受洛伦兹反作用力易变形的普遍问题。洛伦兹反作用力易变形的普遍问题。洛伦兹反作用力易变形的普遍问题。
技术研发人员:张紫宸 吴浩 朱恺 徐秋朦 张炳飞 周林娜
受保护的技术使用者:重庆大学
技术研发日:2021.06.03
技术公布日:2021/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1