信号端子自动化组装装置的制作方法
1.本实用新型涉及信号端子组装技术领域,信号端子自动化组装装置。
背景技术:
2.信号端子是电学领域常用的零部件,在流水线组装过程中,信号端子大多为带状,其具体结构如图5所示。在进行组装前,需要对料带进行切割,将其切割成一小段一小段的料带,再将信号端子压入对应的端子座中。现有技术中的中大多采用手工装配的方式将信号端子装入端子座中,效率极其低下。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种可实现信号端子与端子座自动化装配的装置,提高生产效率。
4.为了解决上述现有的不足,本实用新型采用的技术方案为:信号端子自动化组装装置,包括送料装置、切割装置、压入装置、压入平台以及端子座位移装置,所述送料装置用于运载料带,所述切割装置用于对带状料带进行切割将其切成所需长度,所述端子座位移装置用于运载端子座至指定位置;所述压入平台上设置有若干凹槽,凹槽与信号端子一一对应,压入装置推动端子座至压入平台使切割后的信号端子料带嵌入端子座中。
5.进一步的,所述送料装置包括物料轨道、滚轮以及牵引装置,所述物料轨道用于运载料带,所述牵引装置用于牵引料带在物料轨道上移动,所述滚轮位于物料轨道上方,滚轮与物料轨道之间存在间隙供料带穿过,所述滚轮设置在一个滑块上,在物料轨道上设置有竖直的滑槽以及位置传感器,滑块位于滑槽中可沿其上下滑动,所述位置传感器用于检测滑块位置。
6.进一步的,所述牵引装置包括销钉以及气缸组件,所述销钉可伸入料带中由气缸组件带动移动,气缸组件可水平以及上下带动销钉移动。
7.进一步的,所述剪切模块包括第一气缸以及固定设置的下切刀,所述第一气缸上设置有上切刀,上切刀和下切刀相配合用于剪断料带,所述第一气缸用于带动上切刀移动,第一气缸为双行程气缸。
8.进一步的,所述压入模块包括第二气缸,在第二气缸端部设置有压板,压板用于压合信号端子,为双行程气缸。
9.进一步的,所述压入平台上还设置一个顶升板,其用于将料带顶起预嵌入至端子座中。
10.进一步的,所述压入平台还包括一组牵引销钉,牵引销钉有驱动装置带动实现上下以及水平移动,牵引销钉用于拖动切割后的料带。
11.从上述技术方案可以看出本实用新型具有以下优点:本实用新型可实现信号端子料带的自动移动、切割、压入等步骤,提高了生产效率,设置双行程气缸,其中一段行程可以实现切刀或者压板的快速下降,另一段行程则用来控制切刀和压板的切割和压入动作,减
少对料带的损坏。
附图说明
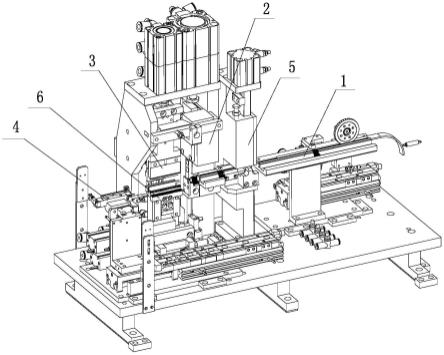
12.图1为本实用新型的结构示意图;
13.图2为本实用新型中送料装置的结构示意图;
14.图3为本实用新型中切割装置以及压入装置的结构示意图;
15.图4为本实用新型中压入平台以及端子座位移装置的结构示意图;
16.图5为本实用新型中信号端子料带的结构示意图。
具体实施方式
17.以下结合附图对本实用新型的具体实施方式做具体说明。
18.如图1所示,本实用新型的信号端子自动化组装装置,包括送料装置1、切割装置2、压入装置3、压入平台6以及端子座位移装置4。
19.其中,所述送料装置1如图2所示,其用于运载料带,包括物料轨道5以及牵引装置,所述物料轨道用于运载料带14。物料轨道5的具体形状根据料带的形状来设置,保障料带的平稳运转。牵引装置用于牵引料带在物料轨道上移动,其具体结构如下:牵引装置包括销钉板 13以及气缸组件,气缸组件包括一个水平气缸组11和竖直气缸组12,竖直气缸组12位于水平气缸组11上,水平气缸组11可以带动竖直气缸组水平移动,销钉板13则设置在竖直气缸组上12上,在销钉板13上设置一个可插入料带中的销钉,销钉用于牵引料带移动。竖直气缸组12用来实现销钉与料带的离合。此外,在组装流水线上也设置了牵引装置5用来牵引料带在流水线上,牵引装置5的也是销钉结构,利用销钉牵引料带。送料装置还包括一个滚轮16,滚轮16位于物料轨道15上方,滚轮16与物料轨道15之间存在间隙供料带穿过,所述滚轮设置在一个滑块8上,在物料轨道上设置有竖直的滑槽19以及位置传感器110,滑1 块8位于滑槽中可沿其上下滑动,所述位置传感器用于检测滑块位置。
20.当有重叠的料带经过滚轮时,重叠处的厚度会大于滚轮与物料轨道之间的间隙,此时料带会将滚轮顶起,使滑块在滑槽上滑动上移,此时位置传感器检测到滑块位置变化,主控装置此时可以判断料带上出现重叠的料带。
21.切割装置2以及压入装置3的结构如图3所示,切割装置用于对带状料带进行切割将其切成所需长度,压入装置用于推入切割后的料带下移至对应的端子座中,剪切模块包括第一气缸21,在基座上设置下切刀24,所述第一气缸上设置有上切刀23,上切刀和下切刀相配合用于剪断料带,所述第一气缸安装在基座上。下切刀为固定设置,上切刀为活动设置。第一气缸为双行程气缸,分两段带动上切刀的移动,第一段行程带动上切刀快速下降至切割大致位置,第二段行程则用来精准带动上切刀的下移,防止其快速下降过程中损坏料带。
22.压入模块3包括第二气缸31,其安装在基座上,在第二气缸端部设置有压板32,第二气缸为双行程气缸,其原理与第一气缸相同,第一段行程用来快速带动压板下移至大致位置,第二段行程则用来精准缓慢下移压板。
23.压入平台6以及端子座位移装置4如图4所示,及端子座位移装置4主要包括一个夹爪 41、滑块42以及滑轨43,通过气缸或者电机等带动滑块42在滑轨43上滑动。
24.压入平台6如包括所述压入平台上还设置一个顶升板和62一组牵引销钉61,顶升板和62 用于将料带顶起预嵌入至端子座中。牵引销钉有驱动装置带动实现上下以及水平移动,牵引销钉用于拖动切割后的料带,使其位置与端子座对应。
技术特征:
1.信号端子自动化组装装置,其特征在于:包括送料装置、切割装置、压入装置、压入平台以及端子座位移装置,所述送料装置用于运载料带,所述切割装置用于对带状料带进行切割将其切成所需长度,所述端子座位移装置用于运载端子座至指定位置;所述压入平台上设置有若干凹槽,凹槽与信号端子一一对应,压入装置推动端子座至压入平台使切割后的信号端子料带嵌入端子座中。2.根据权利要求1所述的信号端子自动化组装装置,其特征在于:所述送料装置包括物料轨道、滚轮以及牵引装置,所述物料轨道用于运载料带,所述牵引装置用于牵引料带在物料轨道上移动,所述滚轮位于物料轨道上方,滚轮与物料轨道之间存在间隙供料带穿过,所述滚轮设置在一个滑块上,在物料轨道上设置有竖直的滑槽以及位置传感器,滑块位于滑槽中可沿其上下滑动,所述位置传感器用于检测滑块位置。3.根据权利要求2所述的信号端子自动化组装装置,其特征在于:所述牵引装置包括销钉以及气缸组件,所述销钉可伸入料带中由气缸组件带动移动,气缸组件可水平以及上下带动销钉移动。4.根据权利要求1所述的信号端子自动化组装装置,其特征在于:所述切割装置包括第一气缸以及固定设置的下切刀,所述第一气缸上设置有上切刀,上切刀和下切刀相配合用于剪断料带,所述第一气缸用于带动上切刀移动,第一气缸为双行程气缸。5.根据权利要求1所述的信号端子自动化组装装置,其特征在于:所述压入模块包括第二气缸,在第二气缸端部设置有压板,压板用于压合信号端子,为双行程气缸。6.根据权利要求5所述的信号端子自动化组装装置,其特征在于:所述压入平台上还设置一个顶升板,其用于将料带顶起预嵌入至端子座中。7.根据权利要求6所述的信号端子自动化组装装置,其特征在于:所述压入平台还包括一组牵引销钉,牵引销钉有驱动装置带动实现上下以及水平移动,牵引销钉用于拖动切割后的料带。
技术总结
本实用新型公开了一种信号端子自动化组装装置,包括送料装置、切割装置、压入装置、压入平台以及端子座位移装置,所述送料装置用于运载带状,所述切割装置用于对带状料带进行切割将其切成所需长度,所述端子位移装置用于运载端子座至指定位置;所述压入平台包括上设置有若干凹槽,凹槽信号端子一一对应,压入装置推动端子座至压入平台使切割后的信号端子料带嵌入端子座中。本实用新型可实现信号端子料带的自动移动、切割、压入等步骤,提高了生产效率。率。率。
技术研发人员:谢瑜 明振川 高祥英 黄勇 戚延
受保护的技术使用者:易至泰精密电子配件(无锡)有限公司
技术研发日:2021.12.21
技术公布日:2022/7/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1