一种线束模组快速加工设备的制作方法
本发明涉及电子产品连接件加工设备领域,具体涉及一种线束模组快速加工设备。
背景技术:
1、现在为便于电子产品之间的连接,在线束进行加工的时候,线束加工主要将通过人工将线束剥皮,然后将线束内的细线卡入到线槽的进行对接与固定,现在的工作人员需要将单条线束的两端进行脱皮,这样将线束的细线裸露出来,然后通过人工将线束的细线卡入到线槽内,这样将线束的细线隔开避免对接的时候接触而短路;现在的线束模组在进行加工的时候主要通过人工进行加工,即为需要人工进行脱皮、漆包线分散与将漆包线卡入到线槽内,这样效率比较高,由于漆包线在卡入到线槽内存在顺序,只能通过人工将对应的漆包线卡入到线槽内,人工将漆包线卡入到线槽内的时候,还需要用力将漆包线推入到线槽内,这样降低加工效率。
技术实现思路
1、针对上述现有技术的不足,本发明提出了一种线束模组快速加工设备,在进行线束与线槽进行对接的时候,自动完成线束的剥皮工作与漆包线的初步分散,同时多工位加工实现线束两端与线槽的对接,这样同时进行线束的两端对接工作,同时工作人员只需要对漆包线进行排序即可实现对接,提高了工作效率。
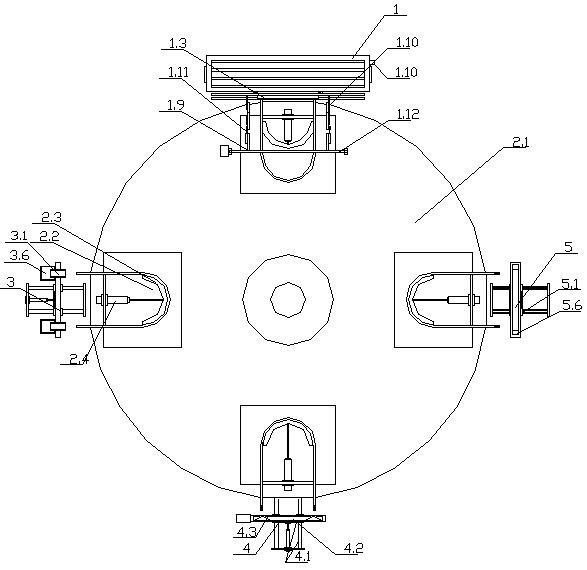
2、为实现上述的目的,本发明的方案:一种线束模组快速加工设备,包括线束弯曲储存机构、旋转装夹机构、剥皮机构、初步分散机构与对接机构,其中在旋转装夹机构上设置有多个将线束装夹的装夹槽且每个装夹槽实现线束的u型装夹,这样线束的两端朝向一侧,在旋转装夹机构顶部设置有线束弯曲储存机构,线束弯曲储存机构内储存有多根线束同时多根线束呈u形设置,线束卡入到装夹槽,这样旋转装夹机构上装夹有多根线束,通过旋转装夹机构的旋转实现切换工位;在旋转装夹机构的一侧依次设置有剥皮机构与初步分散机构,同时剥皮机构实现同时将线束的两端进行剥皮,通过自动进行剥皮,无需人工进行操作,当线束剥皮完毕的线头移动到初步分散机构处的时候,将剥皮的漆包线分散开来;已经剥皮分散的漆包线通过旋转装夹机构移动到对接机构上的时候,实现线束与线槽的对接;对接机构包括底部的滑动座、线槽卡紧组件、导向槽与按压组件,在滑动座上设置有两根竖直向上的支撑杆,在两根支撑杆上之间设置有线槽卡紧组件且在线槽卡紧组件上开有供线槽卡入的安装槽,在线槽上下两端分别设置按压组件,在线槽的顶部与底部均设置有多道导向槽且每道导向槽与线槽的每个槽底进行对接,按压组件为多个且多个按压组件与导向槽相对应。
3、优选地,导向槽为两组且两组导向槽分布在线槽的上下两侧,两组导向槽通过多个导向槽并排设置而成,每个导向槽均为锥形槽,只需要将对应颜色的漆包线卡入到锥形槽内即可;按压组件同样分为两组且两组按压组件分布在两组导向槽的上下两侧,每组按压组件固定在同一块联动板上,在每块联动板与支撑杆之间设置有第一伸缩组件,通过第一伸缩组件实现联动板的升降,按压组件包括按压块与两侧的限位摆动板,在按压块的两侧就设置有安装槽,在每个安装槽内铰接有限位摆动板,限位摆动板与按压块之间设置有扭簧,通过扭簧实现将限位摆动板向外摆动,这样限位摆动板与导向槽内壁接触,这样通过按压组件将漆包线压到线槽内;线槽卡紧组件即为在两根支撑杆内部上设置有卡入线槽两端的凹槽,这样实现线槽的限位;在进行工作的时候,将对应颜色的漆包线卡入到对应的导向槽内,由于漆包线为硬质铜芯线,然后通过伸缩组件的顶升,按压组件将漆包线顶入到线槽内,这样先摆放好后一次冲压卡入到线槽内,这样提高效率。
4、优选地,线束弯曲储存机构包括储存斗、隔板、输送组件与卡紧模块,其中在储存斗内设置有多块隔板,隔板将储存斗隔开成多个区间在储存斗的底部设置有输送组件,在输送机构上设置有多个卡紧模块,通过卡紧模块实现对线束的夹紧并输送出来;输送组件包括输送带、辊筒与步进电机,在储存斗的外底部与内底部均设置有多个辊筒,输送带套在多根辊筒上,在其中一个辊筒上连接有带动辊筒进行转动的是步进电机,通过步进电机驱动输送带进行输送,在输送带的外壁上设置有多个并排设置的卡紧模块,每个卡紧模块即为橡胶c形口且每个橡胶c形口内只能装夹一根线束,在每个c形卡口内设置有负压孔,负压孔与负压泵进行连通,c形卡口内的线束通过负压进行吸附;在输送组件的一端设置有转运组件,转运组件包括夹取臂、伸缩组件与转动组件,其中在转动组件上设置有夹取臂,转动组件带动夹取臂进行转动,通过夹取臂将卡紧组件上的线束夹取下来,在夹取臂与转动组件之间设置有第二伸缩组件。
5、优选地,旋转装夹机构包括旋转盘、装夹槽、弧形装夹块与夹紧组件,其中在旋转盘的顶部设置有多个呈环形阵列分布的装夹槽且每个装夹槽为弧形槽,在每个弧形槽内设置有弧形装夹块,在弧形装夹块与旋转盘之间设置有夹紧组件,夹紧组件即为气缸,通过气缸的伸缩实现对线束的装夹。
6、优选地,剥皮机构包括剥皮套筒、环切刀片、升降组件与收集盒,其中剥皮套筒为两个且两个剥皮套筒底部固定在同一个移动组件上,每个剥皮套筒分成上下半,两个剥皮套筒位于上层的一半固定在升降组件,通过升级组件实现剥皮套筒的合并与分开,在剥皮套筒靠近旋转盘的内侧面上设置环切刀片,当升降组件回缩下压的时候,剥皮套筒合拢将线束表皮的切断,同时在剥皮套筒内设置有防滑橡胶层,在剥皮套筒远离旋转盘的一端下方设置有收集盒,通过收集盒收集线束外皮。
7、优选地,初步分散机构包括平移组件与压紧辊筒,其中压紧辊筒上下相对设置,在位于上方的压紧辊筒外壁上固定有弧形档杆,弧形档杆与底部的压紧辊筒外壁接触,顶部的压紧辊筒连接有电机,两个辊筒通过立柱安装在平移组件上,通过平移组件实现两个压紧辊筒移动。
8、与现有技术相比,本发明的优点在于:在进行线束与线槽进行对接的时候,自动完成线束的剥皮工作与漆包线的初步分散,同时多工位加工实现线束两端与线槽的对接,这样同时进行线束的两端对接工作,同时工作人员只需要对漆包线进行排序即可实现对接,提高了工作效率。
技术特征:
1.一种线束模组快速加工设备,包括线束弯曲储存机构、旋转装夹机构、剥皮机构、初步分散机构与对接机构,其中在旋转装夹机构上设置有多个将线束装夹的装夹槽且每个装夹槽实现线束的u型装夹,这样线束的两端朝向一侧,在旋转装夹机构顶部设置有线束弯曲储存机构,其特征在于,线束弯曲储存机构内储存有多根线束同时多根线束呈u形设置,线束卡入到装夹槽,这样旋转装夹机构上装夹有多根线束,通过旋转装夹机构的旋转实现切换工位;在旋转装夹机构的一侧依次设置有剥皮机构与初步分散机构,同时剥皮机构实现同时将线束的两端进行剥皮,通过自动进行剥皮,无需人工进行操作,当线束剥皮完毕的线头移动到初步分散机构处的时候,将剥皮的漆包线分散开来;已经剥皮分散的漆包线通过旋转装夹机构移动到对接机构上的时候,实现线束与线槽的对接;对接机构包括底部的滑动座、线槽卡紧组件、导向槽与按压组件,在滑动座上设置有两根竖直向上的支撑杆,在两根支撑杆上之间设置有线槽卡紧组件且在线槽卡紧组件上开有供线槽卡入的安装槽,在线槽上下两端分别设置按压组件,在线槽的顶部与底部均设置有多道导向槽且每道导向槽与线槽的每个槽底进行对接,按压组件为多个且多个按压组件与导向槽相对应。
2.根据权利要求1所述的一种线束模组快速加工设备,其特征在于,导向槽为两组且两组导向槽分布在线槽的上下两侧,两组导向槽通过多个导向槽并排设置而成,每个导向槽均为锥形槽,只需要将对应颜色的漆包线卡入到锥形槽内即可;按压组件同样分为两组且两组按压组件分布在两组导向槽的上下两侧,每组按压组件固定在同一块联动板上,在每块联动板与支撑杆之间设置有第一伸缩组件,通过第一伸缩组件实现联动板的升降,按压组件包括按压块与两侧的限位摆动板,在按压块的两侧就设置有安装槽,在每个安装槽内铰接有限位摆动板,限位摆动板与按压块之间设置有扭簧,通过扭簧实现将限位摆动板向外摆动,这样限位摆动板与导向槽内壁接触,这样通过按压组件将漆包线压到线槽内;线槽卡紧组件即为在两根支撑杆内部上设置有卡入线槽两端的凹槽,这样实现线槽的限位;在进行工作的时候,将对应颜色的漆包线卡入到对应的导向槽内,由于漆包线为硬质铜芯线,然后通过伸缩组件的顶升,按压组件将漆包线顶入到线槽内,这样先摆放好后一次冲压卡入到线槽内,这样提高效率。
3.根据权利要求2所述的一种线束模组快速加工设备,其特征在于,线束弯曲储存机构包括储存斗、隔板、输送组件与卡紧模块,其中在储存斗内设置有多块隔板,隔板将储存斗隔开成多个区间在储存斗的底部设置有输送组件,在输送机构上设置有多个卡紧模块,通过卡紧模块实现对线束的夹紧并输送出来;输送组件包括输送带、辊筒与步进电机,在储存斗的外底部与内底部均设置有多个辊筒,输送带套在多根辊筒上,在其中一个辊筒上连接有带动辊筒进行转动的是步进电机,通过步进电机驱动输送带进行输送,在输送带的外壁上设置有多个并排设置的卡紧模块,每个卡紧模块即为橡胶c形口且每个橡胶c形口内只能装夹一根线束,在每个c形卡口内设置有负压孔,负压孔与负压泵进行连通,c形卡口内的线束通过负压进行吸附;在输送组件的一端设置有转运组件,转运组件包括夹取臂、伸缩组件与转动组件,其中在转动组件上设置有夹取臂,转动组件带动夹取臂进行转动,通过夹取臂将卡紧组件上的线束夹取下来,在夹取臂与转动组件之间设置有第二伸缩组件。
4.根据权利要求3所述的一种线束模组快速加工设备,其特征在于,旋转装夹机构包括旋转盘、装夹槽、弧形装夹块与夹紧组件,其中在旋转盘的顶部设置有多个呈环形阵列分布的装夹槽且每个装夹槽为弧形槽,在每个弧形槽内设置有弧形装夹块,在弧形装夹块与旋转盘之间设置有夹紧组件,夹紧组件即为气缸,通过气缸的伸缩实现对线束的装夹。
5.根据权利要求4所述的一种线束模组快速加工设备,其特征在于,剥皮机构包括剥皮套筒、环切刀片、升降组件与收集盒,其中剥皮套筒为两个且两个剥皮套筒底部固定在同一个移动组件上,每个剥皮套筒分成上下半,两个剥皮套筒位于上层的一半固定在升降组件,通过升级组件实现剥皮套筒的合并与分开,在剥皮套筒靠近旋转盘的内侧面上设置环切刀片,当升降组件回缩下压的时候,剥皮套筒合拢将线束表皮的切断,同时在剥皮套筒内设置有防滑橡胶层,在剥皮套筒远离旋转盘的一端下方设置有收集盒,通过收集盒收集线束外皮。
6.根据权利要求5所述的一种线束模组快速加工设备,其特征在于,初步分散机构包括平移组件与压紧辊筒,其中压紧辊筒上下相对设置,在位于上方的压紧辊筒外壁上固定有弧形档杆,弧形档杆与底部的压紧辊筒外壁接触,顶部的压紧辊筒连接有电机,两个辊筒通过立柱安装在平移组件上,通过平移组件实现两个压紧辊筒移动。
技术总结
本发明公开了一种线束模组快速加工设备,包括线束弯曲储存机构、旋转装夹机构、剥皮机构、初步分散机构与对接机构,其中在旋转装夹机构上设置有多个将线束装夹的装夹槽且每个装夹槽实现线束的U型装夹,这样线束的两端朝向一侧,在旋转装夹机构顶部设置有线束弯曲储存机构,线束弯曲储存机构内储存有多根线束同时多根线束呈U形设置,线束卡入到装夹槽,这样旋转装夹机构上装夹有多根线束,通过旋转装夹机构的旋转实现切换工位;在进行线束与线槽进行对接的时候,自动完成线束的剥皮工作与漆包线的初步分散,同时多工位加工实现线束两端与线槽的对接,这样同时进行线束的两端对接工作,同时工作人员只需要对漆包线进行排序即可实现对接,提高了工作效率。
技术研发人员:陈从胜
受保护的技术使用者:常德中友电子科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!