移送开夹组的制作方法
1.本发明涉及切折烫连线机领域,具体涉及移送开夹组。
背景技术:
2.现有切折烫连线机在电池进行二封后不便于移送至热切烫装置处,通常电池是采用传送带进行移送的,在移送的工程中难以保证电池不会跑偏,从而影响工作效率,因此,实用性较差,适用范围有限。
技术实现要素:
3.本发明的目的是解决以上缺陷,提供移送开夹组。
4.本发明的目的是通过以下方式实现的:移送开夹组,包括旋转圆盘、移动机构、夹持机构和切折烫机构,旋转圆盘上设有八个安装槽,安装槽沿着工作台的中部环绕安装,安装槽上安装有用于装夹电池的夹持模具,夹持模具由装夹底板、盖板和两个安装块构成,安装块的一端向外延伸有用于与盖板进行活动连接的连接块,盖板的一端延伸有顶起部,夹持机构由第一支撑架、开夹气缸组、后推气缸组、升降气缸组和若干个吸嘴构成,第一支撑架的底部安装有支撑板,升降气缸组的一端与支撑板连接,升降气缸组远离支撑板的一端穿出至第一支撑架的表面,开夹气缸组安装于第一支撑架的一侧,开夹气缸组的一端安装有顶起块,开夹气缸组通过推动顶起块将顶起部顶起,后推气缸组的一端安装有后推块,后推气缸组通过推动后推块将盖板推翻,移动机构包括移动模组和移动电机,第一支撑架8远离后推气缸组的一端与移动模组连接,移动模组的两端安装有限位板,支撑板的底部安装有移动组件,移动组件由右移气缸、固定块、固定连接件和活动连接件构成,固定块和右移气缸均安装于支撑板的底部,固定连接件安装在固定块上,右移气缸的一端延伸有活动杆,活动连接件安装在活动杆上,固定连接件和活动连接件的一端设有通槽,吸嘴安装在通槽上。
5.进一步的,所述切折烫机构包括工作台、夹持组件和下压组件,工作台上安装有第二支持架,夹持组件安装在工作台上,下压组件安装在第二支持架上。
6.进一步的,所述夹持组件由两个夹持气缸和两个夹持块构成,两个夹持气缸分别安装于第二支持架的两端,夹持气缸通过夹持推动杆推动夹持块对电池进行装夹。
7.进一步的,所述下压组件由下压块、下压气缸和下压连接杆构成,下压气缸安装在第二支持架上,下压气缸贯穿第二支持架与下压块连接,下压连接杆的一端与下压块连接,下压连接杆远离下压块的一端穿出至第二支持架的表面。
8.进一步的,所述安装块安装在装夹底板的表面,盖板通过安装块可在装夹底板的表面翻动。
9.进一步的,所述吸嘴的中部贯穿有用于气体流通的管道,吸嘴的一端可安装气管。
10.本发明所产生的有益效果如下:通过设置开夹式移送方法,将装夹底板上的盖板顶起,通过设置的后推气缸组推动后推块将盖板翻开,通过设置的吸嘴吸起电池,再通过设
置的移动模组移动至切折烫机构上,吸嘴停止吸附,因此,保证了电池不会跑偏,且避免了电池之间的相互接触,提高了工作效率,实用性较强,适用范围较大。
附图说明
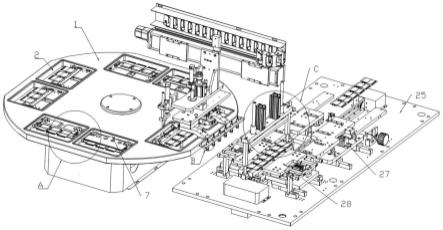
11.图1为本发明移送开夹组中的立体结构示意图;
12.图2为本发明图1中a的局部放大示意图;
13.图3为本发明图1中b的局部放大示意图;
14.图4为本发明图1中c的局部放大示意图;
15.图5为本发明移送开夹组中夹持机构的立体结构示意图;
16.图中,1-旋转圆盘,2-安装槽,3-装夹底板,4-盖板,5-安装块,6-连接块,7-顶起部,8-第一支撑架,9-开夹气缸组,10-后推气缸组,11-升降气缸组,12-吸嘴,13-顶起块,14-后推块,15-移动模组,16-移动电机,17-支撑板,18-限位板,19-右移气缸,20-固定块,21-固定连接件,22-活动连接件,23-活动杆,24-通槽,25-工作台,26-第二支持架,27-夹持气缸,28-夹持块,29-下压块,30-下压气缸,31-下压连接杆,32-管道。
具体实施方式
17.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。以下结合附图对本发明进行详细的描述。
18.请参阅图1-图5,其具体实施的移送开夹组,包括旋转圆盘1、移动机构、夹持机构和切折烫机构,旋转圆盘1上设有八个安装槽2,安装槽2沿着工作台25的中部环绕安装,安装槽2上安装有用于装夹电池的夹持模具。
19.夹持模具由装夹底板3、盖板4和两个安装块5构成,安装块5的一端向外延伸有用于与盖板4进行活动连接的连接块6,盖板4的一端延伸有顶起部7。
20.夹持机构由第一支撑架8、开夹气缸组9、后推气缸组10、升降气缸组11和若干个吸嘴12构成,第一支撑架8的底部安装有支撑板17,升降气缸组11的一端与支撑板17连接,升降气缸组11远离支撑板17的一端穿出至第一支撑架8的表面,开夹气缸组9安装于第一支撑架8的一侧,开夹气缸组9的一端安装有顶起块13,开夹气缸组9通过推动顶起块13将顶起部7顶起,后推气缸组10的一端安装有后推块14,后推气缸组10通过推动后推块14将盖板4推翻,移动机构包括移动模组15和移动电机16,第一支撑架8远离后推气缸组10的一端与移动模组15连接,移动模组15的两端安装有限位板18,支撑板17的底部安装有移动组件,
21.移动组件由右移气缸19、固定块20、固定连接件21和活动连接件22构成,固定块20和右移气缸19均安装于支撑板17的底部,固定连接件21安装在固定块20上,右移气缸19的一端延伸有活动杆23,活动连接件22安装在活动杆23上,固定连接件21和活动连接件22的一端设有通槽24,吸嘴12安装在通槽24上。
22.切折烫机构包括工作台25、夹持组件和下压组件,工作台25上安装有第二支持架26,夹持组件安装在工作台25上,下压组件安装在第二支持架26上。
23.夹持组件由两个夹持气缸27和两个夹持块28构成,两个夹持气缸27分别安装于第二支持架26的两端,夹持气缸27通过夹持推动杆推动夹持块28对电池进行装夹。
24.下压组件由下压块29、下压气缸30和下压连接杆31构成,下压气缸30安装在第二
支持架26上,下压气缸30贯穿第二支持架26与下压块29连接,下压连接杆31的一端与下压块29连接,下压连接杆31远离下压块29的一端穿出至第二支持架26的表面。
25.安装块5安装在装夹底板3的表面,盖板4通过安装块5可在装夹底板3的表面翻动。吸嘴12的中部贯穿有用于气体流通的管道32,吸嘴12的一端可安装气管。
26.本发明实施例的工作原理如下:通过设置开夹式移送方法,将装夹底板3上的盖板4顶起,通过设置的后推气缸组10推动后推块14将盖板4翻开,通过设置的吸嘴12吸起电池,再通过设置的移动模组15移动至切折烫机构上,吸嘴12停止吸附,因此,保证了电池不会跑偏,且避免了电池之间的相互接触。
27.以上内容是结合具体的进一步实施例对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可做出若干简单推演或替换,都应视为本发明的保护范围。
技术特征:
1.移送开夹组,包括旋转圆盘、移动机构、夹持机构和切折烫机构,旋转圆盘上设有八个安装槽,安装槽沿着工作台的中部环绕安装,安装槽上安装有用于装夹电池的夹持模具,其特征在于,所述夹持模具由装夹底板、盖板和两个安装块构成,安装块的一端向外延伸有用于与盖板进行活动连接的连接块,盖板的一端延伸有顶起部,夹持机构由第一支撑架、开夹气缸组、后推气缸组、升降气缸组和若干个吸嘴构成,第一支撑架的底部安装有支撑板,升降气缸组的一端与支撑板连接,升降气缸组远离支撑板的一端穿出至第一支撑架8的表面,开夹气缸组安装于第一支撑架的一侧,开夹气缸组的一端安装有顶起块,开夹气缸组通过推动顶起块将顶起部顶起,后推气缸组的一端安装有后推块,后推气缸组通过推动后推块将盖板推翻,移动机构包括移动模组和移动电机,第一支撑架远离后推气缸组的一端与移动模组连接,移动模组的两端安装有限位板,支撑板的底部安装有移动组件,移动组件由右移气缸、固定块、固定连接件和活动连接件构成,固定块和右移气缸均安装于支撑板的底部,固定连接件安装在固定块上,右移气缸的一端延伸有活动杆,活动连接件安装在活动杆上,固定连接件和活动连接件的一端设有通槽,吸嘴安装在通槽上。2.根据权利要求1所述移送开夹组,其特征在于:所述切折烫机构包括工作台、夹持组件和下压组件,工作台上安装有第二支持架,夹持组件安装在工作台上,下压组件安装在第二支持架上。3.根据权利要求2所述移送开夹组,其特征在于:所述夹持组件由两个夹持气缸和两个夹持块构成,两个夹持气缸分别安装于第二支持架的两端,夹持气缸通过夹持推动杆推动夹持块对电池进行装夹。4.根据权利要求1所述移送开夹组,其特征在于:所述下压组件由下压块、下压气缸和下压连接杆构成,下压气缸安装在第二支持架上,下压气缸贯穿第二支持架与下压块连接,下压连接杆的一端与下压块连接,下压连接杆远离下压块的一端穿出至第二支持架的表面。5.根据权利要求1-4任意一项所述移送开夹组,其特征在于:所述安装块安装在装夹底板的表面。6.根据权利要求1-4任意一项所述移送开夹组,其特征在于:所述吸嘴的中部贯穿有用于气体流通的管道,吸嘴的一端可安装气管。
技术总结
本发明涉及切折烫连线机技术领域的移送开夹组,包括旋转圆盘、移动机构、夹持机构和切折烫机构,夹持模具由装夹底板、盖板和两个安装块构成,安装块的一端向外延伸有用于与盖板进行活动连接的连接块,盖板的一端延伸有顶起部,夹持机构由第一支撑架、开夹气缸组、后推气缸组、升降气缸组和若干个吸嘴构成,开夹气缸组的一端安装有顶起块,后推气缸组的一端安装有后推块,移动机构包括移动模组和移动电机,通过设置开夹式移送方法,将装夹底板上的盖板顶起,通过设置的后推气缸组推动后推块将盖板翻开,通过设置的吸嘴吸起电池,再通过设置的移动模组移动至切折烫机构上,保证了电池不会跑偏,且避免了电池之间的相互接触,提高了工作效率。作效率。作效率。
技术研发人员:曾展华
受保护的技术使用者:维萨娜智能装备(广东)有限公司
技术研发日:2022.09.27
技术公布日:2023/1/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1