一种复合线材及其制备方法
本发明涉及导线制备领域,具体涉及一种复合线材及其制备方法。
背景技术:
1、制备具有耐高温氧化、高强度和高导电性的复合线材对航空、航天和国防等很多工业应用都具有重要意义。例如,核聚变装置使用的bi-2212高温超导线,需要在高温(890℃)、高压、氧气环境下进行热处理,热处理后导线变软,需要增强芯提高其机械强度,要求增强芯同时具有耐高温氧化、高导电性和高强度性能。
2、现有研究表明,ag具有良好的导电性,高温下耐氧化,且和bi2212高温超导线具有很好的相容性,是良好的增强芯材料。然而,由于ag价格太贵,导线制造成本较高,且ag强度不够高;cu具有良好的导电性和机械强度,价格相对较低,可用cu部分替代ag的承担导电作用,制备ag/cu复合导线。由于高温下铜和银发生反应和互溶,为了防止二者反应导致复合线材的导电性能降低,需要将第三种组元(x)作为阻隔材料置于cu和ag之间,制备多层套管结构的ag/x/cu复合导线。第三种组元的选择非常重要,选择要求包括不与cu、ag反应和互溶、抗高温氧化、低成本和高强度。
3、因此,如何获得一种既具有耐高温氧化、高导电性和高强度,同时有具有制造成本低等优点的复合线材,仍是本领域亟需解决的技术问题。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有导线耐高温氧化能力差,强度不足的缺陷,从而提供一种复合线材及其制备方法。
2、为此,本发明采用如下技术方案:
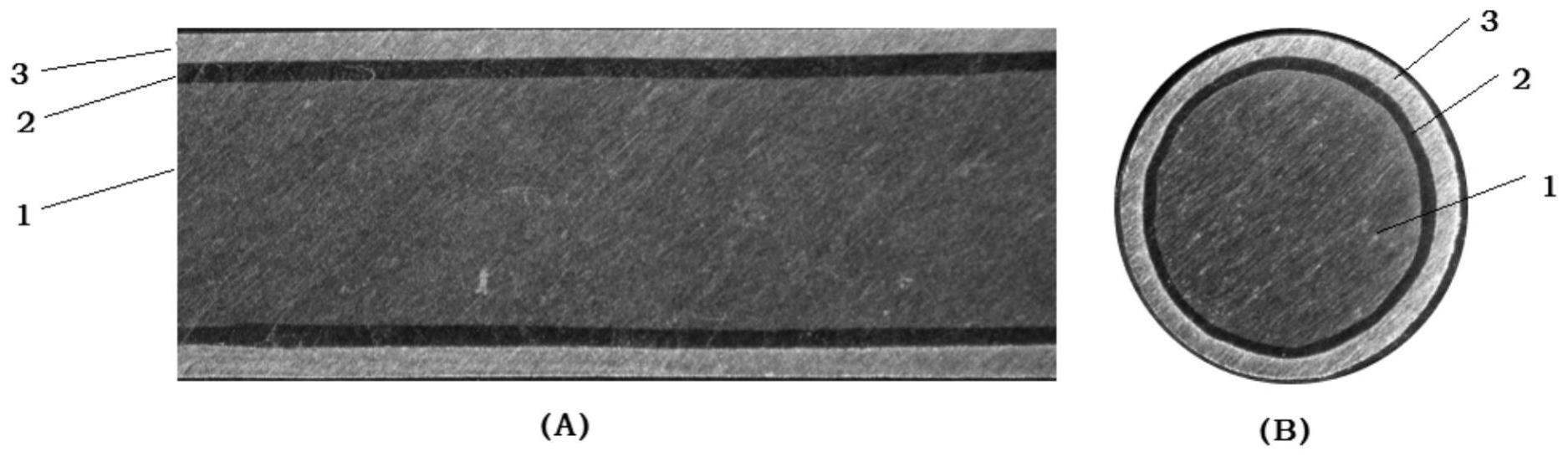
3、本发明提供一种复合线材,由内到外依次为铜芯,不锈钢层和银层。
4、进一步地,
5、所述铜芯直径为0.1-10mm;
6、所述不锈钢层厚度为0.02-2mm;
7、所述银层厚度为0.05-10mm。
8、优选地
9、所述铜芯直径为0.3-6mm;
10、所述不锈钢层厚度为0.04-0.5mm;
11、所述银层厚度为0.08-5mm。
12、进一步地,所述不锈钢包括201、202、302、303、304、304l、316、316ln、321、409、410、420、430或436牌号的不锈钢中的一种;
13、所述铜包括t1、t2、t3、c11000、c11100、c11300、c11400、c11500、c1100、tu1、tu2、c10200、c1020、tp1、tp2、c12000、c12200、c14500、c14700、c15000、c1201或c1220牌号的铜中的一种。
14、优选地,所述不锈钢包括304、316或316ln牌号的不锈钢中的一种;
15、所述铜包括tu1、tu2、t1或t2牌号的铜中的一种。
16、本发明还提供上述复合线材的制备方法,包括如下步骤:
17、s1:选取铜棒、不锈钢管和银管,进行表面处理;
18、s2:对处理后的不锈钢管在真空条件下退火;
19、s3:将铜棒穿入退火后的不锈钢管中进行第一次拉拔复合,得到不锈钢包覆铜芯的中间线材;
20、s4:将中间线材穿入银管后进行第二次拉拔复合,得到复合线材。
21、进一步地,步骤s4还包括,在中间线材变形量为50%-60%时进行退火的步骤,退火温度为750-850℃,退火时间为120min。
22、步骤s2中,退火温度为800~1300℃,退火时间为30~240min。
23、不锈钢管的内径比铜棒的外径大0.2-0.4mm,银管的内径比中间线材的外径大0.2-0.4mm。
24、步骤s1中所述表面处理为去除铜棒、不锈钢管和银管表面的氧化层。
25、本发明技术方案,具有如下优点:
26、(1)本发明复合线材中,用cu替代一部分ag,降低了导线中ag的体积分数和导线制备成本;选用不锈钢作为中间材料,不锈钢中的主要元素不与cu、ag互溶,而且相对于ag、cu,不锈钢是众所周知的廉价材料,还具有较高的强度。更重要的是,与其他纯金属相比,不锈钢具有良好的抗高温氧化性能,从而防止复合线材在高温下氧化失效;能够避免高温下cu和ag的反应,防止导电性能降低,可以保持cu和ag的高导电性
27、(2)本发明复合线材的导电性主要来自于cu和ag,不锈钢本身导电性较差,而且不锈钢加工变形能力比cu、ag差,因此该复合线材中需要对不锈钢的厚度进行限定,过厚会影响导电性和加工性能,过薄拉拔变形后不锈钢层会出现裂纹和缝隙,无法将cu和ag之间阻隔开,起到限制高温下cu和ag反应的作用。
28、(3)不锈钢之所以具有良好的抗高温氧化性能,是由于其表面能够形成了致密的氧化膜使表面钝化。但是如果在高温下长时间暴露在氧气中,往往使腐蚀严重,随着氧化物的分层、脱落,表面致密氧化层无法完整覆盖,导致严重侵蚀失效。本发明中,复合线材为多层套管结构,经过拉拔后,不锈钢和外层的ag层具有良好的界面结合,外层的ag一方面减少了氧对不锈钢的腐蚀,另一方面ag层对不锈钢表面的氧化物的压应力抑制了氧化物的分层、脱落,极大的提高了在高温下的抗氧化能力,从而使复合线材具有优异的抗高温氧化性能。
29、(4)本发明在复合线材的制备时,由于不锈钢相对cu和ag强度高,变形难度大,需要先经过第一次拉拔使不锈钢和cu棒结合紧密,获得良好的cu/ss界面结合。然后再进行套入ag管中进行第二次拉拔,使ag管和不锈钢管之间紧密结合,获得良好ss/ag界面结合。
30、(5)本发明在拉拔前对不锈钢进行了真空退火,其目的是使不锈钢软化,提高其塑性变形能力,防止拉拔过程中形成裂纹。
31、(6)本发明在第二次拉拔复合时,当样品变形量达到50%-60%时,对其进行退火处理,防止裂纹的形成;退火处理温度应高于退火处理过程中所发生的再结晶的温度,保温时间太长会导致晶粒长大,强度降低,时间太短无法达到再结晶软化的目的。
32、(7)本发明所提供的制备方法操作简单,成本较低,并且采用该制备方法可以搭配cu、不锈钢和ag的体积分数,从而可以在生产过程中得到不同导电性和强度组合的复合线材。
技术特征:
1.一种复合线材,其特征在于,由内到外依次为铜芯,不锈钢层和银层。
2.根据权利要求1所述的复合线材,其特征在于,
3.根据权利要求2所述的复合线材,其特征在于,
4.根据权利要求1-3任一项所述的复合线材,其特征在于,所述不锈钢包括201、202、302、303、304、304l、316、316ln、321、409、410、420、430或436牌号的不锈钢中的一种;
5.根据权利要求4所述的复合线材,其特征在于,所述不锈钢包括304、316或316ln牌号的不锈钢中的一种;
6.权利要求1-5任一项所述的复合线材的制备方法,其特征在于,包括如下步骤:
7.根据权利要求6所述的复合线材的制备方法,其特征在于,步骤s4还包括,在第二次拉拔复合时,线材变形量为50%-60%时进行退火的步骤,退火温度为750-850℃,退火时间为30~240min。
8.根据权利要求6或7所述的制备方法,其特征在于,步骤s2中,退火温度为800~1300℃,退火时间为30~240min。
9.根据权利要求6-8任一项所述的制备方法,其特征在于,不锈钢管的内径比铜棒的外径大0.2-0.4mm,银管的内径比中间线材的外径大0.2-0.4mm。
10.根据权利要求6-9任一项所述的制备方法,其特征在于,步骤s1中所述表面处理为去除铜棒、不锈钢管和银管表面的氧化层。
技术总结
本发明公开一种复合线材,由内到外依次为铜芯,不锈钢层和银层。本发明还公开了上述复合线材的制备方法。本发明复合线材中,用Cu替代部分Ag,降低了Ag的体积分数和制备成本;选用不锈钢(SS)作为中间材料,其不与Cu、Ag互溶,而且相对于Ag、Cu更加廉价,具有较高的强度;同时不锈钢具有良好的抗高温氧化性能,还能够避免高温下Cu和Ag的反应,防止导电性能降低。本发明在复合线材的制备时,先经过第一次拉拔使不锈钢和Cu棒结合紧密,获得良好的Cu/SS界面结合,然后套入Ag管中进行第二次拉拔,获得良好的SS/Ag界面结合;操作简单,成本低,可以改变组分的体积分数,得到不同导电性和强度组合的复合线材。
技术研发人员:茹亚东,高召顺,左婷婷,薛江丽,伍岳,肖立业
受保护的技术使用者:中国科学院电工研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!