一种TO封装元器件成形装置及成形方法与流程
本发明涉及一种to封装元器件成形装置及成形方法,可对多引线to圆形封装元器件进行成形。
背景技术:
1、to的英文名称是:transistor outline(晶体管外形),是一种晶体管封装,本文专指单边引出的通孔插装晶体管,如图1中a)所示。航天电子产品由于其可靠性要求,对于通孔插装的to封装晶体管仍有很大需求,该型封装器件为了有更好的抗震效果,在设计时会留有成形余量,安装前根据印制板开孔布局进行元器件成形,以使元器件引线分布与印制板布局匹配,成形后的器件在振动过程中能够减小引线根部的应力。
2、该类型封装器件结构复杂,成形时不易固定,目前仅能依靠操作人员进行手工成形操作,对人员操作技能要求高,一个器件成形需要花费20min左右,一旦出现成形后无法与印制板开孔匹配,返工过程极易造成元器件受损报废,返工难度大,且成形效率低、成形一致性低。
技术实现思路
1、本发明的目的在于:克服现有技术的不足,提出一种to封装元器件成形装置及成形方法,实现了to封装器件的高质量、高效率成形,解决了手工成形可能造成的元器件受损报废、返工难度大、成形一致性低的问题。
2、本发明目的通过如下技术方案予以实现:
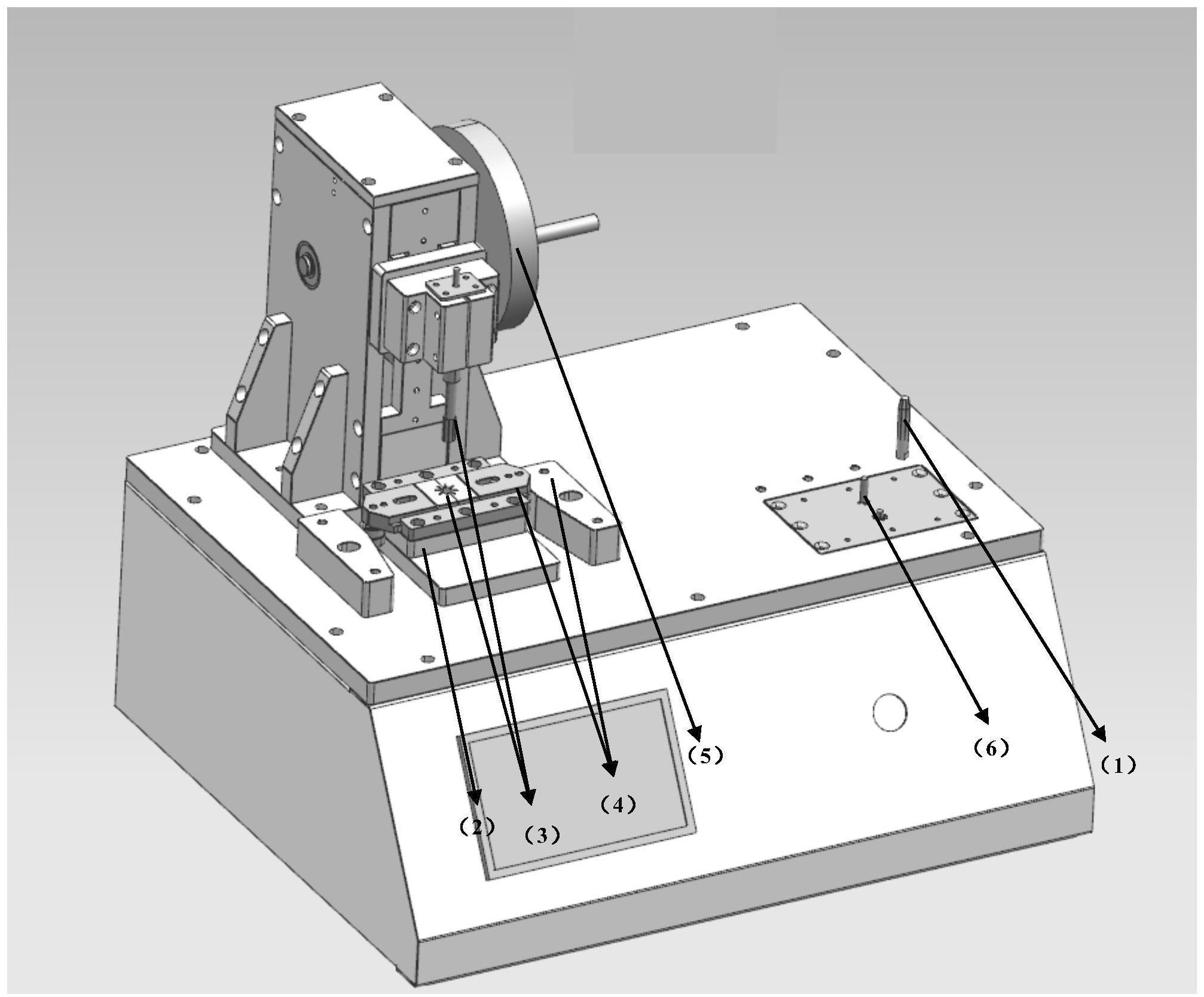
3、一种to封装元器件成形装置,包括:校正模具、固定模块、夹持模块、成形模块、下压模块、伺服剪切机构;
4、校正模具用于to封装的元器件引线矫直,元器件引线矫直完成后,将元器件放入固定模块与夹持模块中,通过夹持固定令元器件不进行位移,同时可固定元器件引线根部,防止元器件引线根部因成形受力损坏;
5、成形模块包括上成形工装和下成形工装,成形模块与下压模块配合使用,通过下压机构使上成形工装下压,成形操作通过下成形工装的形状与上成形工装挤压完成;成形完成后使用伺服剪切机构对元器件引线进行剪切;
6、加持模块与成形模块之间采用间隙配合。
7、进一步的,夹持模块用于夹持下成形工装,元器件放入固定工装后,将分离式的下成形工装推入固定成形位置,夹持模块与下成形工装连接,可拆卸;下成形工装,用于固定引线根部。
8、进一步的,校正模具进行校正时,将元器件放置于校正模具顶端,使用滚轮将元器件引线压至校正模具的校正槽中,完成校正工作,元器件完成校正后,即可开始成形工序。
9、进一步的,在成形模块的折弯处,均设计圆形倒角,倒角直径等同于引线直径,同时,上、下成形工装均设计凹槽,使元器件引线放置在凹槽内,凹槽直径为1.5倍引线直径,从而减轻元器件引线刻痕,且保证引线成形达标。
10、进一步的,还包括控制模块和锁定机构,伺服剪切机构上设置有三孔、八孔引线剪切位,设置有可拆卸的高度控制凸台,用于调节元器件抬高高度,确保引线剪切高度;伺服剪切机构与锁定机构通过控制模块进行气动控制,先紧固元器件引线,后使用刀片裁切元器件引线。
11、进一步的,固定模块、夹持模块与成形模块均存在形位公差关系,其中固定模块直径r1略大于元器件管壳外径r,取1倍~1.1倍比例系数,具体为:
12、r1=(1~1.1)r。
13、进一步的,夹持模块内径等于r1。
14、进一步的,上成形工装或下成形工装上装夹元器件引线位置处外径r2略小于印制板外引线,比例系数k为0.9~0.95,确保元器件直接放入,具体为:
15、
16、其中r3为相应焊盘形成圆周的外径,r4为为相应焊盘形成圆周的内径。
17、进一步的,加持模块与成形模块之间引线形成的圆形空间大于元器件引线直径,具体为:
18、r5=r×k2
19、其中,r5为圆形空间直径,k2为比例系数,选择1.3~1.5。
20、进一步的,本发明还提出一种to封装元器件成形方法,包括:
21、首先将元器件放在校正模具上,使用滚轮校直引线;
22、引线校直后,将元器件倒置,使圆柱状管壳头部放置于固定模块上,将管壳突出点放置在对应的固定模块突出点凹槽内,使元器件管壳下表面与固定模块上表面同高,从而确保元器件放入角度;
23、元器件定位后,将下成形工装推入成形位置,推入后由夹持模块形成限位,确保元器件每根引线装卡入下成形工装的固定槽内,同时通过夹持模块束缚下成形工装,使其合拢,防止成形过程根部受力;
24、通过下压模块成形模具向下移动使得上下成形工装配合,完成成形;
25、通过伺服剪切机构根据设定好的长度完成引线剪切。
26、本发明与现有技术相比具有如下优点:
27、(1)本文设计的to封装元器件成形装置,成形后的器件引线无明显压痕,根部无开裂。
28、(2)单个器件成形时间由原来的20min缩短到1min,成形效率提升20倍。
29、(3)成形一致性高,同时,随机选取的器件通过各项验证试验,各项性能指标符合标准要求,证明了该系统能够实现to封装器件的高质量、高效率成形。
技术特征:
1.一种to封装元器件成形装置,其特征在于,包括:校正模具(1)、固定模块(2)、夹持模块(3)、成形模块(4)、下压模块(5)、伺服剪切机构(6);
2.根据权利要求1所述的一种to封装元器件成形装置,其特征在于:夹持模块(3)用于夹持下成形工装,元器件放入固定工装(2)后,将分离式的下成形工装推入固定成形位置,夹持模块与下成形工装连接,可拆卸;下成形工装,用于固定引线根部。
3.根据权利要求2所述的一种to封装元器件成形装置,其特征在于:校正模具(1)进行校正时,将元器件放置于校正模具顶端,使用滚轮将元器件引线压至校正模具的校正槽中,完成校正工作,元器件完成校正后,即可开始成形工序。
4.根据权利要求3所述的一种to封装元器件成形装置,其特征在于:在成形模块的折弯处,均设计圆形倒角,倒角直径等同于引线直径,同时,上、下成形工装均设计凹槽,使元器件引线放置在凹槽内,凹槽直径为1.5倍引线直径,从而减轻元器件引线刻痕,且保证引线成形达标。
5.根据权利要求4所述的一种to封装元器件成形装置,其特征在于:还包括控制模块和锁定机构,伺服剪切机构(6)上设置有三孔、八孔引线剪切位,设置有可拆卸的高度控制凸台,用于调节元器件抬高高度,确保引线剪切高度;伺服剪切机构(6)与锁定机构通过控制模块进行气动控制,先紧固元器件引线,后使用刀片裁切元器件引线。
6.根据权利要求5所述的一种to封装元器件成形装置,其特征在于:固定模块(2)、夹持模块(3)与成形模块(4)均存在形位公差关系,其中固定模块直径r1略大于元器件管壳外径r,取1倍~1.1倍比例系数,具体为:
7.根据权利要求6所述的一种to封装元器件成形装置,其特征在于:夹持模块(3)内径等于r1。
8.根据权利要求6所述的一种to封装元器件成形装置,其特征在于:上成形工装或下成形工装上装夹元器件引线位置处外径r2略小于印制板外引线,比例系数k为0.9~0.95,确保元器件直接放入,具体为:
9.根据权利要求6所述的一种to封装元器件成形装置,其特征在于:加持模块(3)与成形模块(4)之间引线形成的圆形空间大于元器件引线直径,具体为:
10.一种根据权利要求1-9所述to封装元器件成形装置实现的to封装元器件成形方法,其特征在于包括:
技术总结
本发明涉及一种TO封装元器件成形装置,包括校正模具、固定模块、夹持模块、成形模块、下压模块、伺服剪切机构。TO封装元器安装时为匹配焊盘及提高元器件的抗震效果,需要按标准进行成形操作,以使元器件引线在振动环境下有应力释放空间,防止器件引线根部受力,导致产品功能失效。由于结构复杂性,目前只能由操作人员手工完成成形,成形一致性差,反复弯折引线易对元器件根部造成损伤。本发明通过采用一体式成形模具设计,结合伺服运动机构,构建完成元器件成形与引线剪切,实现TO封装元器件引线剪切、成形一次完成,大大降低对人员技能要求,成形效率提升20倍,元器件成形后一致性好,引线压痕小于直径的10%,大幅度提高TO封装元器件成形质量。
技术研发人员:马征,郭鹏飞,王林,秦天飞,王辰宇,甄榕,张云汉,许艳凯,朱宁
受保护的技术使用者:北京航天控制仪器研究所
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!