交联聚乙烯和聚丙烯绝缘电缆共用生产设备及生产工艺的制作方法
本发明涉及电缆,特别涉及一种交联聚乙烯和聚丙烯绝缘电缆共用生产设备及生产工艺。
背景技术:
1、当前电缆普遍采用热固性交联聚乙烯材料经过三层共挤交联制备而成,加工设备以交联机组为主,三台挤塑机分别挤出导体屏蔽、绝缘、绝缘屏蔽,加工温度在120℃左右,通过不同流道注入机头形成紧密结合的三层包覆在导体上,随后在硫化管内通过高温和催化剂发生交联反应,并在冷却管中冷却固化。而热塑性非交联聚丙烯绝缘电缆尚处于研发阶段,尚无成熟的生产工艺和制造设备,其200℃左右的加工温度使得现有设备无法满足其制备要求。
技术实现思路
1、针对现有技术的不足和缺陷,提供一种交联聚乙烯和聚丙烯绝缘电缆共用生产设备及生产工艺,同时满足聚丙烯绝缘和交联聚乙烯绝缘电缆的生产要求,充分利用现有装备,有效降低设备投资。
2、为实现上述目的,本发明提供以下技术方案。
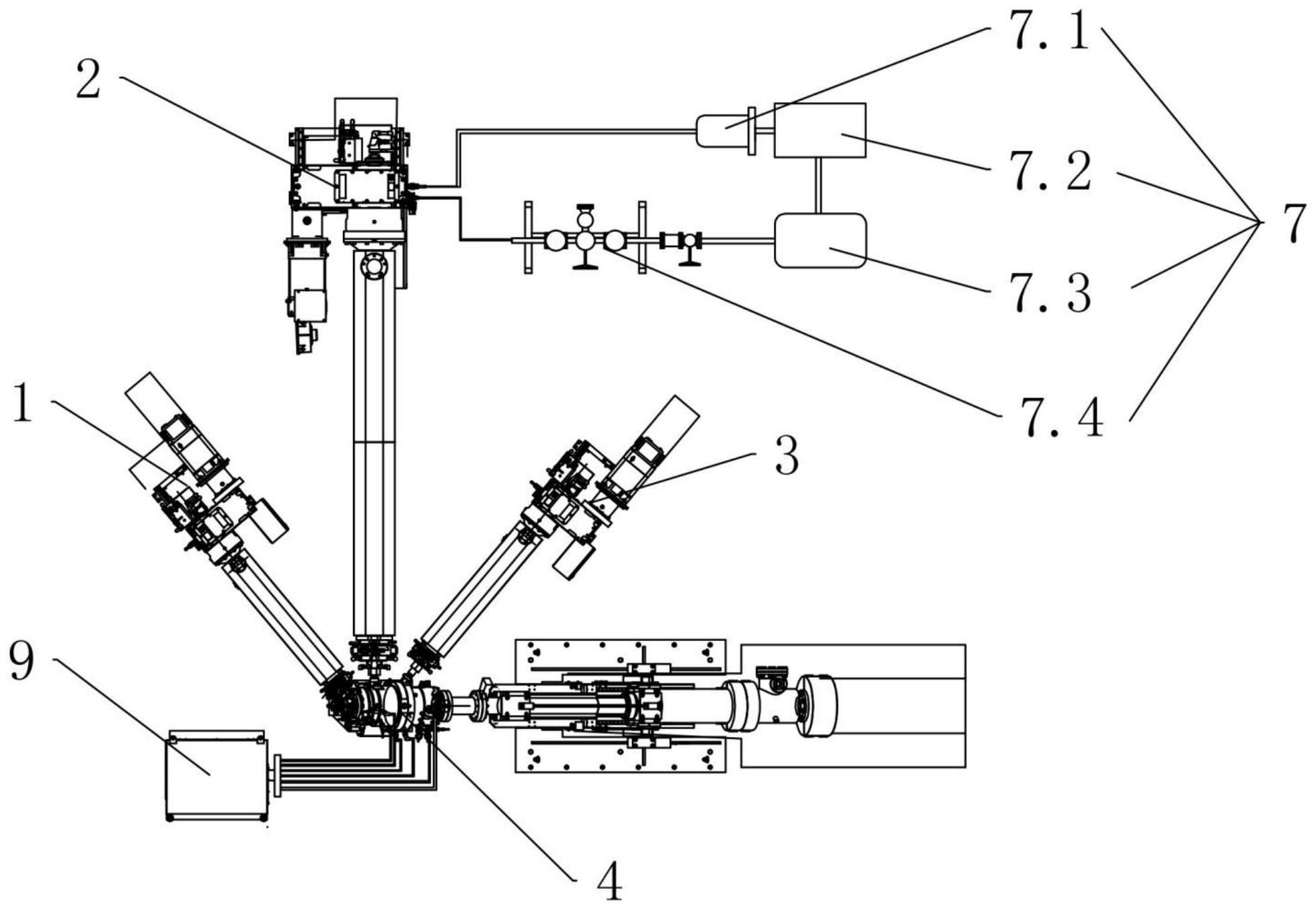
3、一种电缆生产设备,包括挤出机构、机头、交联管、冷却管,所述挤出机构包括用于挤出内屏蔽料的内屏蔽挤出机、用于挤出绝缘料的绝缘挤出机以及用于挤出外屏蔽料的外屏蔽挤出机,所述机头内预置有导体,所述机头上具有与内屏蔽挤出机的出口相配合的内屏蔽流道、与绝缘挤出机的出口相配合的绝缘流道以及与外屏蔽挤出机相配合的外屏蔽流道,通过机头内的汇流模具将内屏蔽料、绝缘料和外屏蔽料依次挤出至导体的外周,以形成导体、内屏蔽、绝缘和外屏蔽的组合结构,所述机头的出口与交联管连通,组合结构先进入交联管后再进入冷却管;其中所述绝缘挤出机上连接有机身冷却循环系统,所述机头上连接有油加热式模温机,所述机身冷却循环系统包括依次连通的油泵、油箱、换热器,其中,油泵的入口与绝缘挤出机的冷却出口连通,油阀的出口与绝缘挤出机的冷却入口连通;其中所述交联管包括依次连通的若干连接段,所述交联管上连接有交联冷却循环系统,所述交联冷却循环系统包括管壳式换热器、离心风机,管壳式换热器的入口通过管路与第三段交联管的出口连通,所述管壳式换热器的出口与离心风机进口连通,离心风机的出口通过管路与最后一段交联管的入口连通。
4、本发明的有益效果为:本发明的生产设备,通过在绝缘挤出机上设置机身冷却循环系统,使得绝缘挤出机在对聚丙烯绝缘料进行加热后,能够对绝缘挤出机进行冷却,使得挤塑机机头每区温度恒定在设定值,能够满足聚丙烯绝缘料的挤出温度要求,接着在机头上连接油加热式模温机,以保证机头加热温度能达到200℃以上;从而确保材料流动性;同时在交联管上设置交联冷却循环系统,使得交联管既能够进行加热,又能够进行冷却,从而实现既能够对热塑性非交联聚丙烯材料的绝缘进行制备,又能够实现对热固性交联聚乙烯材料的绝缘进行制备,通用性强,并且有效降低了设备投资。
5、一种基于所述的生产设备的热塑性非交联聚丙烯绝缘电缆的生产工艺,包括以下步骤:
6、s1.挤出;通过内屏蔽挤出机、绝缘挤出机和外屏蔽挤出机分别挤出内屏蔽料、绝缘料和外屏蔽料,其中绝缘料为聚丙烯;其中绝缘料挤出的熔融温度为190-200℃,屏蔽料的挤出熔融温度为180-190℃,并且同时机身冷却循环系统开启,油箱里的冷却油经过油泵送至绝缘挤出机内,经过与绝缘挤出机进行热交换后,流出至换热器内进行冷却,最后流回油箱,满足高温状态下挤出机冷却需求;
7、s2.汇流;通过机头内的汇流模具将内屏蔽料、绝缘料和外屏蔽料挤出包覆至导体外,形成导体、内屏蔽层、绝缘层、绝缘屏蔽层的组合结构,并且油加热式模温机开启,加热温度提升至200℃,对机头流道内材料进行加热,确保材料流动性;
8、s3.冷却;将电缆进入交联管内,使得绝缘层发生进行冷却,其中交联管具有依次连通的七段,其中交联管的前三段开启加热,并且加热温度依次降低,交联管的后四段关闭加热,同时交联冷却循环系统开启,交联管内的介质经由第三段交联管的出口连至管壳式换热器的热媒进口,经冷媒换热后由热媒出口连至离心风机进口,再由离心风机出口连至最后一段交联管的末端入口重新进入交联管;
9、s4.成型;将组合结构从交联管进入冷却管内进行冷却固化成型。
10、作为本发明的一种改进,在步骤s3中,交联管的前三段的温度分别设置为150℃、100℃、50℃。
11、作为本发明的一种改进,在步骤s1中,换热器中的冷媒介质为水。
12、作为本发明的一种改进,在步骤s2中,油加热式模温机的介质为油。
13、作为本发明的一种改进,在步骤s3中,交联管中的介质为氮气。
14、一种基于所述的生产设备的热固性交联聚乙烯绝缘电缆的生产工艺,包括以下步骤:
15、s1.挤出;通过三台挤出机分别挤出内屏蔽料、绝缘料和外屏蔽料,其中绝缘料为聚乙烯;其中绝缘料挤出的熔融温度为110-120℃,内屏蔽料和外屏蔽料的挤出熔融温度为110-120℃,同时机身冷却循环系统关闭;
16、s2.汇流;通过机头内的汇流模具将内屏蔽料、绝缘料和外屏蔽料挤出包覆至导体外,形成导体、内屏蔽层、绝缘层、绝缘屏蔽层的组合结构,并且机头内的加热温度设定为120℃;
17、s3.交联;将电缆进入交联管内,使得绝缘层发生交联反应,其中交联管具有依次连通的七段,其中交联管的七段均开启加热,加热温度在200℃-350℃区间之间,同时交联冷却循环系统关闭;
18、s4.成型;将组合结构从交联管进入冷却管内进行冷却固化。
技术特征:
1.交联聚乙烯和聚丙烯绝缘电缆共用生产设备,其特征在于:包括挤出机构、机头、交联管、冷却管,所述挤出机构包括用于挤出内屏蔽料的内屏蔽挤出机、用于挤出绝缘料的绝缘挤出机以及用于挤出外屏蔽料的外屏蔽挤出机,所述机头内预置有导体,所述机头上具有与内屏蔽挤出机的出口相配合的内屏蔽流道、与绝缘挤出机的出口相配合的绝缘流道以及与外屏蔽挤出机相配合的外屏蔽流道,通过机头内的汇流模具将内屏蔽料、绝缘料和外屏蔽料依次挤出包覆至导体的外周,以形成导体、内屏蔽、绝缘和外屏蔽的组合结构,所述机头的出口与交联管连通,组合结构先进入交联管后再进入冷却管;
2.一种基于权利要求1所述的生产设备的热塑性非交联聚丙烯绝缘电缆的生产工艺,其特征在于:包括以下步骤:
3.根据权利要求2所述的热塑性非交联聚丙烯绝缘电缆的生产工艺,其特征在于:在步骤s3中,交联管的前三段的温度分别设置为150℃、100℃、50℃。
4.根据权利要求2所述的热塑性非交联聚丙烯绝缘电缆的生产工艺,其特征在于:在步骤s1中,换热器中的冷媒介质为水。
5.根据权利要求2所述的热塑性非交联聚丙烯绝缘电缆的生产工艺,其特征在于:在步骤s2中,油加热式模温机的介质为油。
6.根据权利要求2所述的热塑性非交联聚丙烯绝缘电缆的生产工艺,其特征在于:在步骤s3中,交联管中的介质为氮气。
7.一种基于权利要求1所述的生产设备的热固性交联聚乙烯绝缘电缆的生产工艺,其特征在于:包括以下步骤:
技术总结
本发明公开了一种交联聚乙烯和聚丙烯绝缘电缆共用生产设备及生产工艺,包括挤出机构、机头、交联管、冷却管,挤出机构包括内屏蔽挤出机、绝缘挤出机、外屏蔽挤出机,机头具有内屏蔽流道、绝缘流道以及外屏蔽流道,通过机头内的流道将内屏蔽料、绝缘料和外屏蔽料依次挤出至导体的外周,以形成导体、内屏蔽、绝缘和外屏蔽的组合结构,机头的出口与交联管连通,组合结构先进入交联管后再进入冷却管,绝缘挤出机上连接有机身冷却循环系统,机头上连接有油加热式模温机,交联管包括依次连通的若干连接段,交联管上连接有交联冷却循环系统,本发明同时满足聚丙烯绝缘和交联聚乙烯绝缘电缆的生产要求,充分利用现有装备,有效降低设备投资。
技术研发人员:陈磊,张永明,施建放,郭超,杨建军,段昕宇
受保护的技术使用者:宁波东方电缆股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!