一种卷绕式圆柱型电池极组的制备方法及电池极组与流程
本发明涉及电池,特别是涉及一种卷绕式圆柱型电池极组的制备方法及电池极组。
背景技术:
1、目前,锂离子电池具有比能量高、循环使用次数多、存储时间长等优点,不仅在便携式电子设备(如移动电话、数码摄像机和手提电脑)上得到广泛应用,而且也广泛应用于电动汽车、电动自行车以及电动工具等大中型电动设备方面,因此对锂离子电池的性能要求越来越高。
2、对于卷绕式圆柱型锂离子电池,其具有的最主要部件是:封装在钢壳中的极组。极组主要是由正极片、隔膜、负极片等长条形薄片螺旋卷绕而成。
3、其中,对于正极片和负极片,极片的主体是在集流体上双面涂敷活性物质层。集流体为金属薄片,正极多用铝箔,负极多用铜箔。另外,正极片、负极片上分别焊有金属材质的正、负极耳,分别用于连接电池盖、电池壳形成电回路。集流体上的活性物质的体积会随着电池充放电发生的电化学反应而膨胀、收缩,其中,正极变化较小,负极变化极大。经过检验,最常用的石墨负极膨胀率超过10%,硅负极膨胀率超过300%。
4、鉴于圆柱型锂离子电池采用刚性的外壳,因此其内极片的膨胀、收缩会产生较大的径向应力,随着电池充放电次数的增加,在这种应力的拉扯下,处在极片层间厚度不均衡部位的集流体会产生断裂,引起电池的失效,特别是在累积应力最大的极组最外两圈极片处,更容易出现极片的集流体断裂问题。
技术实现思路
1、本发明的目的是针对现有技术存在的技术缺陷,提供一种卷绕式圆柱型电池极组的制备方法及电池极组。
2、为此,本发明提供了一种卷绕式圆柱型电池极组的制备方法,包括以下步骤:
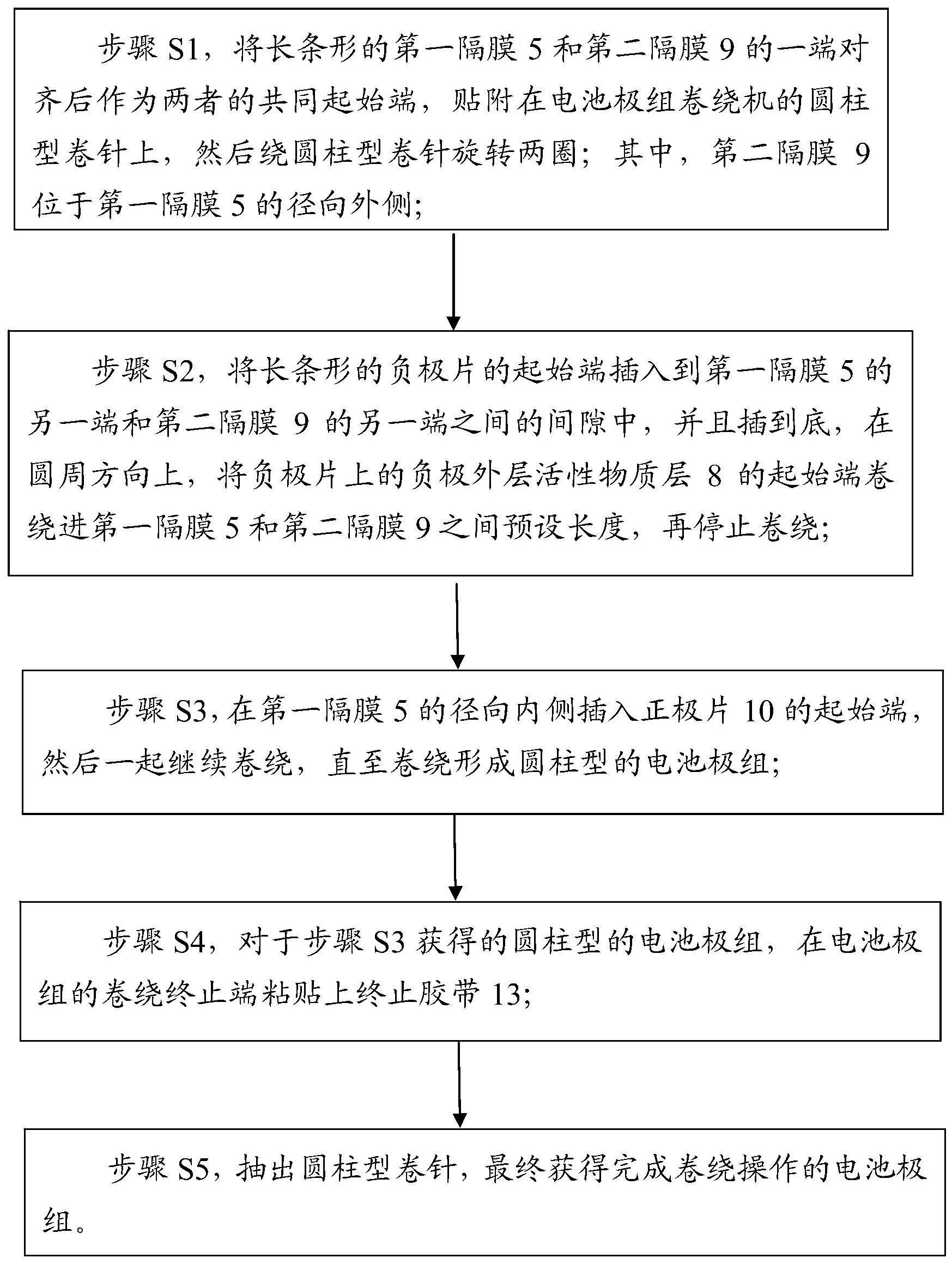
3、步骤s1,将长条形的第一隔膜和第二隔膜的一端对齐后作为两者的共同起始端,贴附在电池极组卷绕机的圆柱型卷针上,然后绕圆柱型卷针旋转两圈;其中,第二隔膜位于第一隔膜的径向外侧;
4、步骤s2,将长条形的负极片的起始端插入到第一隔膜的另一端和第二隔膜的另一端之间的间隙中,并且插到底,该负极片包括负极片集流体,负极片集流体的内外两侧分别涂覆有一层负极内层活性物质层和一层负极外层活性物质层;
5、然后,在圆周方向上,将负极片上的负极外层活性物质层的起始端卷绕进第一隔膜和第二隔膜之间预设长度,再停止卷绕;
6、步骤s3,在第一隔膜的径向内侧插入正极片的起始端,然后一起继续卷绕,直至卷绕形成圆柱型的电池极组;
7、步骤s4,对于步骤s3获得的圆柱型的电池极组,在电池极组的卷绕终止端粘贴上终止胶带,以进行电池极组的形状固定,防止电池极组散开;
8、步骤s5,抽出电池极组卷绕机的圆柱型卷针,从而在电池极组的芯部留有一个与圆柱型卷针的形状大小相匹配的圆柱型空腔,最终获得完成卷绕操作的电池极组。
9、由以上本发明提供的技术方案可见,与现有技术相比较,本发明提供了一种卷绕式圆柱型电池极组的制备方法及电池极组,其设计科学,能够平衡极组外圈同一层内各部件的厚度差异,避免厚度塌陷的传递及积聚,从而有效降低由于极片膨胀或收缩所产生的径向不平衡应力,防止由于极片的集流体断裂而引起电池失效问题,显著提升卷绕式圆柱型锂离子电池的整体安全性能,有利于提高电池生产厂家产品的市场应用前景,具有重大的生产实践意义。
技术特征:
1.一种卷绕式圆柱型电池极组的制备方法,其特征在于,包括以下步骤:
2.如权利要求1所述的卷绕式圆柱型电池极组的制备方法,其特征在于,在步骤s3中,第一隔膜(5)和第二隔膜(9)的整体长度均大于负极片的整体长度;
3.如权利要求1所述的卷绕式圆柱型电池极组的制备方法,其特征在于,在步骤s4,终止胶带(13)在圆周方向上跨过最外圈的第二隔膜(9)的终止端,同时与电池极组最外圈的第二隔膜(9)和次外圈第二隔膜(9)相贴合;
4.如权利要求1所述的卷绕式圆柱型电池极组的制备方法,其特征在于,在步骤s2,对于负极片,其负极片集流体(7)上的负极内层活性物质层(6)的整体长度大于负极外层活性物质层(8)的整体长度;
5.如权利要求1所述的卷绕式圆柱型电池极组的制备方法,其特征在于,在负极片随着正极片(10)、第一隔膜(5)和第二隔膜(9)完成最后一圈卷绕操作后,对于步骤s3获得的圆柱型的电池极组,要求负极片集流体(7)上的负极内层活性物质层(6)比负极外层活性物质层(8)多卷绕一圈,并且位于电池极组最外圈的负极片集流体(7)上的负极片内层活性物质层(6)的终止端与位于电池极组次外圈的负极外层活性物质层(8)的终止端在径向上对齐,即在圆周方向上处于同一位置。
6.如权利要求1所述的卷绕式圆柱型电池极组的制备方法,其特征在于,在步骤s3,对于步骤s3获得的圆柱型的电池极组,位于电池极组最外圈的负极内层活性物质层(6)的终止端和位于电池极组次外圈的负极外层活性物质层(8)的终止端,比正极片(10)的终止端在圆周方向上都更靠外预设长度,即位于电池极组最外圈的负极内层活性物质层(6)和位于电池极组次外圈的负极外层活性物质层(8),共同完成对最后一圈的正极片(10)的双面包覆。
7.如权利要求1所述的卷绕式圆柱型电池极组的制备方法,其特征在于,在步骤s3,对于步骤s3获得的圆柱型的电池极组,负极片的卷绕终止端在负极内层活性物质层(6)的终止端外,留有一段预设长度的、无涂层的负极集流体(7);
8.如权利要求1所述的卷绕式圆柱型电池极组的制备方法,其特征在于,正极片(10)与一个或者两个正极耳(3)相焊接;
9.如权利要求1所述的卷绕式圆柱型电池极组的制备方法,其特征在于,对于步骤s3获得的圆柱型的电池极组,位于电池极组次外圈的负极片的负极外层活性物质层(8)的终止端之外距离0-1毫米的位置,设置有第一弹性胶带(14)的起始端;
10.一种卷绕式圆柱型电池极组,其特征在于,包括极组主体(1);
技术总结
本发明公开了一种卷绕式圆柱型电池极组的制备方法,包括:步骤S1,将第一隔膜和第二隔膜的一端对齐后贴附在圆柱型卷针上,然后绕圆柱型卷针旋转两圈;步骤S2,将负极片起始端插入到两个隔膜间隙并插到底,然后在圆周方向上将负极片负极外层活性物质层起始端卷绕进第一隔膜和第二隔膜之间预设长度,再停止卷绕;步骤S3,在第一隔膜径向内侧插入正极片起始端,然后卷绕直至形成电池极组;步骤S4,在电池极组卷绕终止端粘贴终止胶带;步骤S5,抽出圆柱型卷针,获得完成卷绕操作的电池极组。本发明还公开了卷绕式圆柱型电池极组。本发明能够有效降低由于极片膨胀或收缩产生的径向不平衡应力,显著提升卷绕式圆柱型电池的整体安全性能。
技术研发人员:荆雷,薛雷,肖飞,龚学萍
受保护的技术使用者:力神电池(苏州)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!