高热级电磁线的上漆工艺及其上漆模具的制作方法
本发明涉及一种电磁线的加工制备,特别是一种高热级电磁线的上漆工艺及其上漆模具。
背景技术:
1、为了提高对电磁线的涂漆均匀度,目前多采用上漆辊和上漆模具对电磁线进行上漆,使用时先通过上漆辊将漆液涂覆至导体表面,然后将涂有漆膜的电磁线穿过上漆模具,由上漆模具将电磁线表面多余的线漆去除,从而实现对漆膜厚度的控制。但是由于电磁线的张力控制不够稳定,张紧度过高时容易导致漆层开裂设置断裂,张紧度过低时会使得电磁线在走线过程中容易发生跳动、碰线等问题,上漆辊的漆液涂覆不够均匀,对电磁线而言,沿着导线长度的漆层厚度把控不稳定;而通过上漆模具中设置的模芯一次性对电磁线的漆层厚度进行处理,处理不够精细,导致电磁线生产中出现针孔、麻皮、漆瘤、薄厚不均等质量问题;而且单独的上漆模具中对于厚度的控制是固定的,当需要得到不同漆层的厚度时,需要更换不同的涂漆模具进行处理,生产时变换规格比较麻烦,替换调整不方便。因此,目前的电磁线上漆方法,存在涂覆质量有待加强,电磁线规格变化时上漆模具更换比较麻烦的问题。
技术实现思路
1、本发明的目的在于,提供一种高热级电磁线的上漆工艺及其上漆模具。本发明具有提高上漆质量、上漆模具更换方便的特点。
2、本发明的技术方案:高热级电磁线的上漆工艺,包括以下步骤:
3、s1、将电磁线送入到第一上漆模具中,经过一定厚度的第一绝缘漆包裹后,再依次经过孔径呈阶梯状减小的模芯芯孔,对漆层多次递减刮除,从而达到所需要的第一绝缘漆的漆膜厚度,得a品;
4、s2、将a品送入到烘箱中烘干定型,然后送入到第二上漆模具中,旋转第二上漆模具,期间以a品为中心,围绕a品喷射第一耐热漆,在a品的表面形成反向螺旋的第一耐热漆,得b品;
5、s3、将b品送入到烘箱中烘干定型,然后送入到第三上漆模具中,旋转第三上漆模具,第三上漆模具的旋转方向与第二上漆模具的旋转方向相反,期间以b品为中心,围绕b品喷射第二耐热漆,在b品的表面形成正向螺旋的第二耐热漆,得c品;
6、s4、将c品送入到烘箱中烘干定型,然后送入到第四上漆模具中,经过一定厚度的第二绝缘漆包裹后,再依次经过孔径呈阶梯状减小的模芯芯孔,对漆层多次递减刮除,从而达到所需要的第二绝缘漆的漆膜厚度,得成品。
7、前述的高热级电磁线的上漆工艺中,步骤s1之前,电磁线还经过张力控制和监控,将电磁线绕过张力轮,张力轮通过拉伸弹簧拉动,一旦电磁线的张力发生变动,拉伸弹簧发生变形,触动微动开关,则立即发出警报提醒。
8、前述的高热级电磁线的上漆工艺中,步骤s1和s4中,电磁线在经过多个模芯芯孔的刮涂处理后,再进入调整套内,通过经调整的多个刮板的位置限定,使得多个刮板所形成的刮理口的口径符合上漆要求,旋转多个刮板,均匀去除电磁线上多余漆液,从而提高漆层的厚度把控的精确性和电磁线质量。
9、前述的高热级电磁线的上漆工艺中,经过刮板刮涂之前,还采用油毡对电磁线进行补漆操作,对于电磁线上的针孔、不均匀的位置进行漆液的补充,提高电磁线的漆层均匀性和质量。
10、一种高热级电磁线的上漆模具,应用于上述的高热级电磁线的上漆工艺,包括依次分别设置在烘箱进出口位置的第一上漆模具、第二上漆模具、第三上漆模具和第四上漆模具,第一上漆模具和第四上漆模具均包括若干相互拼接的模套,模套内设有模芯,不同模套中的模芯芯孔直径按照电磁线输送方向依次减小,首个模套内设有第一喷漆头;所述第二上漆模具和第三上漆模具工作时呈转动状态且转动方向相反,第二上漆模具和第三上漆模具内均设有储液腔以及贯通的上漆孔,储液腔内装有漆液,上漆孔处设有第二喷漆头,第二喷漆头经输液泵与储液腔连接。
11、前述的高热级电磁线的上漆模具中,所述第一上漆模具和第四上漆模具的末端均拼接有调整套,调整套包括固定段和旋转段,旋转段工作时呈转动状态,旋转段内设有锥形孔,锥形孔的内壁上沿着圆周方向设有若干刮板,所述刮板与锥形孔轴向滑动连接,刮板朝向电磁线的一侧沿着电磁线输送方向依次设有油毡和毛毡,油毡上附着有漆液。
12、前述的高热级电磁线的上漆模具中,所述锥形孔的内壁上沿着圆周方向设有若干轴向分布的磁性轨道,所述刮板与磁性轨道滑动连接并相吸附。
13、前述的高热级电磁线的上漆模具中,所述第一上漆模具和第三上漆模具位于同一侧,所述第二上漆模具和第四上漆模具位于同一侧,第一上漆模具、第四上漆模具的旋转段外均套设有第一被动带轮,第二上漆模具和第三上漆模具外均套设有第二被动带轮,第一上漆模具的第一被动带轮和第三上漆模具的第二被动带轮之间通过同步带连接,第一上漆模具的第一被动带轮经同步带与第一驱动电机的主动带轮连接;第二上漆模具的第二被动带轮和第四上漆模具的第一被动带轮之间通过同步带连接,第二上漆模具的第二被动带轮经同步带与第二驱动电机的主动带轮连接,第一驱动电机的旋转方向与第二驱动电机的旋转方向相反。
14、前述的高热级电磁线的上漆模具中,所述第一上漆模具的进口前侧还设有张力支架,张力支架上设有滑行槽,滑行槽内活动连接有张力轮,张力轮通过拉伸弹簧拉动,拉伸弹簧的一侧设有微动开关,微动开关的触点伸入到拉伸弹簧的间隙中并不与拉伸弹簧接触,微动开关经控制器与报警器连接。
15、前述的高热级电磁线的上漆模具中,所述模套之间通过榫卯结构连接或者通过连接法兰连接。
16、与现有技术相比,本发明的有益效果为:
17、本发明中的电磁线先通过第一绝缘漆进行上漆和补漆,减少针孔、麻皮现象,再通过多次递减式去除多余漆液的形式,可以更好地控制漆层的厚度,提高电磁线上漆质量;其中,模套相互拼接,可以根据实际需求进行减少、增加或者替换,从而满足不同漆膜厚度的要求,使用灵活,拆装方便、通用性广。
18、通过旋转方向相反的第二上漆模具和第三上漆模具喷涂在电磁线表面,配合电磁线的输送,从而在电磁线表面形成上下交错的波浪状第一耐热漆层和第二耐热漆层,既可以提高导线的扭转阻力,提高抗扭转性能,还通过相互叠加的第一耐热漆层和第二耐热漆层提高电磁线的耐热等级,而且增加了第一绝缘漆层、第一耐热漆层、第二耐热漆层、第二绝缘漆层之间的接触面积,提高漆层之间的附着能力。
技术特征:
1.高热级电磁线的上漆工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的高热级电磁线的上漆工艺,其特征在于:步骤s1之前,电磁线(8)还经过张力控制和监控,将电磁线(8)绕过张力轮(71),张力轮(71)通过拉伸弹簧(72)拉动,一旦电磁线(8)的张力发生变动,拉伸弹簧(72)发生变形,触动微动开关(73),则立即发出警报提醒。
3.根据权利要求1所述的高热级电磁线的上漆工艺,其特征在于:步骤s1和s4中,电磁线(8)在经过多个模芯芯孔的刮涂处理后,再进入调整套(6)内,通过经调整的多个刮板(64)的位置限定,使得多个刮板(64)所形成的刮理口的口径符合上漆要求,旋转多个刮板(64),均匀去除电磁线(8)上多余漆液,从而提高漆层的厚度把控的精确性和电磁线(8)质量。
4.根据权利要求3所述的高热级电磁线的上漆工艺,其特征在于:经过刮板刮涂之前,还采用油毡(65)对电磁线(8)进行补漆操作,对于电磁线(8)上的针孔、不均匀的位置进行漆液的补充,提高电磁线(8)的漆层均匀性和质量。
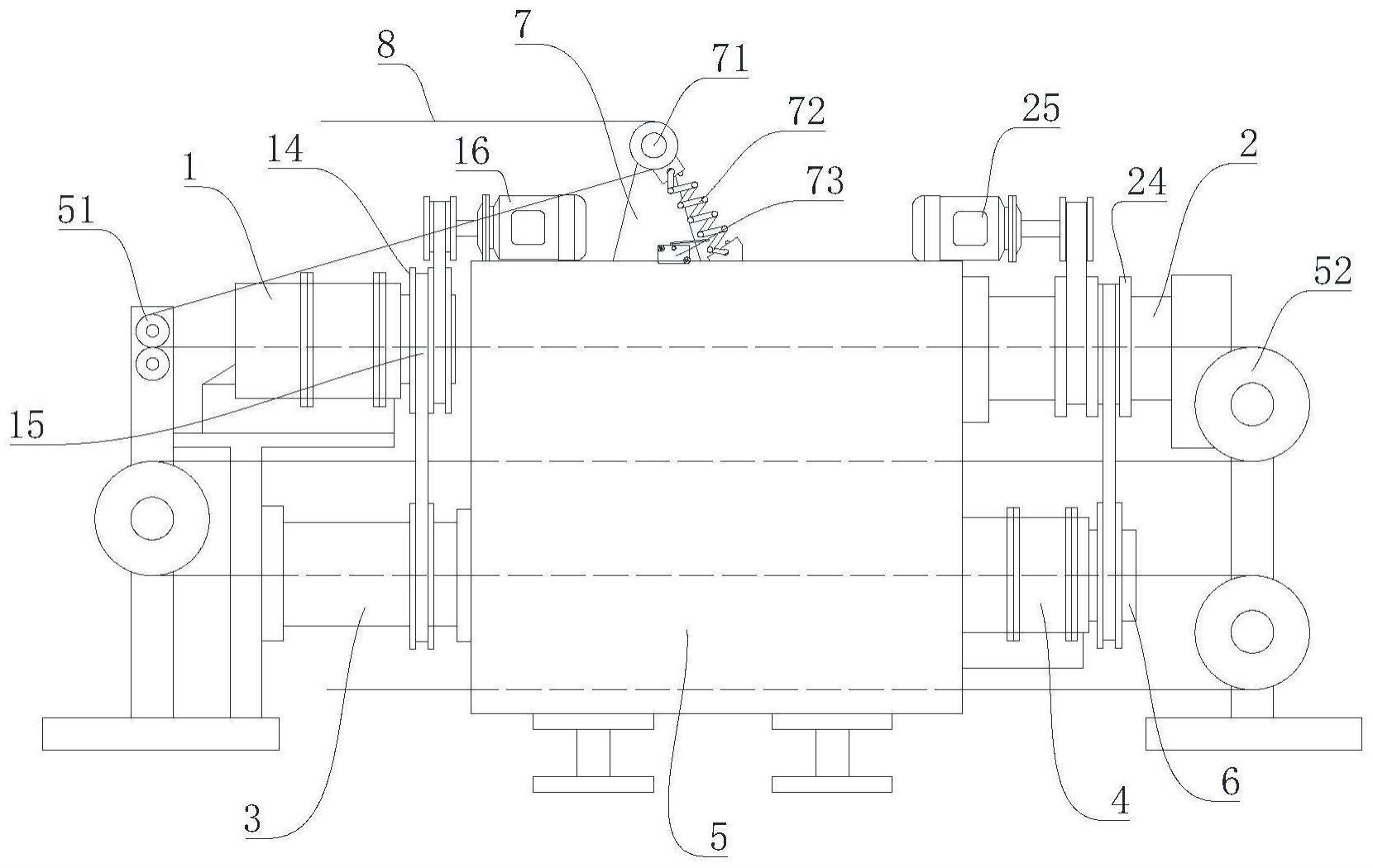
5.一种高热级电磁线的上漆模具,其特征在于:应用于权利要求1~4中的任一权利要求所述的高热级电磁线的上漆工艺,包括依次分别设置在烘箱(5)进出口位置的第一上漆模具(1)、第二上漆模具(2)、第三上漆模具(3)和第四上漆模具(4),第一上漆模具(1)和第四上漆模具(4)均包括若干相互拼接的模套(11),模套(11)内设有模芯(12),不同模套(11)中的模芯芯孔直径按照电磁线(8)输送方向依次减小,首个模套(11)内设有第一喷漆头(13);所述第二上漆模具(2)和第三上漆模具(3)工作时呈转动状态且转动方向相反,第二上漆模具(2)和第三上漆模具(3)内均设有储液腔(21)以及贯通的上漆孔(22),储液腔(21)内装有漆液,上漆孔(22)处设有第二喷漆头(23),第二喷漆头(23)经输液泵与储液腔(21)连接。
6.根据权利要求5所述的高热级电磁线的上漆模具,其特征在于:所述第一上漆模具(1)和第四上漆模具(4)的末端均拼接有调整套(6),调整套(6)包括固定段(61)和旋转段(62),旋转段(62)工作时呈转动状态,旋转段(62)内设有锥形孔(63),锥形孔(63)的内壁上沿着圆周方向设有若干刮板(64),所述刮板(64)与锥形孔(63)轴向滑动连接,刮板(64)朝向电磁线(8)的一侧沿着电磁线(8)输送方向依次设有油毡(65)和毛毡(66),油毡(65)上附着有漆液。
7.根据权利要求6所述的高热级电磁线的上漆模具,其特征在于:所述锥形孔(63)的内壁上沿着圆周方向设有若干轴向分布的磁性轨道(67),所述刮板(64)与磁性轨道(67)滑动连接并相吸附。
8.根据权利要求6所述的高热级电磁线的上漆模具,其特征在于:所述第一上漆模具(1)和第三上漆模具(3)位于同一侧,所述第二上漆模具(2)和第四上漆模具(4)位于同一侧,第一上漆模具(1)、第四上漆模具(4)的旋转段(62)外均套设有第一被动带轮(14),第二上漆模具(2)和第三上漆模具(3)外均套设有第二被动带轮(24),第一上漆模具(1)的第一被动带轮(14)和第三上漆模具(3)的第二被动带轮(24)之间通过同步带(15)连接,第一上漆模具(1)的第一被动带轮(14)经同步带(15)与第一驱动电机(16)的主动带轮连接;第二上漆模具(2)的第二被动带轮(24)和第四上漆模具(4)的第一被动带轮(14)之间通过同步带(15)连接,第二上漆模具(2)的第二被动带轮(24)经同步带(15)与第二驱动电机(25)的主动带轮连接,第一驱动电机(16)的旋转方向与第二驱动电机(25)的旋转方向相反。
9.根据权利要求5所述的高热级电磁线的上漆模具,其特征在于:所述第一上漆模具(1)的进口前侧还设有张力支架(7),张力支架(7)上设有滑行槽,滑行槽内活动连接有张力轮(71),张力轮(71)通过拉伸弹簧(72)拉动,拉伸弹簧(72)的一侧设有微动开关(73),微动开关(73)的触点伸入到拉伸弹簧(72)的间隙中并不与拉伸弹簧(72)接触,微动开关(73)经控制器与报警器连接。
10.根据权利要求5所述的高热级电磁线的上漆模具,其特征在于:所述模套(11)之间通过榫卯结构连接或者通过连接法兰连接。
技术总结
本发明公开了高热级电磁线的上漆工艺及其上漆模具,其工艺包括将电磁线送入到第一上漆模具中,经过第一绝缘漆包裹后,再依次经过孔径呈阶梯状减小的模芯芯孔,达到所需要的第一绝缘漆的漆膜厚度,得A品;将A品送入到烘箱中烘干定型,然后送入到第二上漆模具中,在A品的表面形成反向螺旋的第一耐热漆,得B品;将B品送入到烘箱中烘干定型,然后送入到第三上漆模具中,在B品的表面形成正向螺旋的第二耐热漆,得C品;将C品送入到烘箱中烘干定型,然后送入到第四上漆模具中,经过第二绝缘漆包裹后,再依次经过孔径呈阶梯状减小的模芯芯孔,达到所需要的第二绝缘漆的漆膜厚度,得成品。本发明具有提高上漆质量、上漆模具更换方便的特点。
技术研发人员:顾正韡,范先华,陆佳辉,沈永清,陈龙平,冯正方
受保护的技术使用者:浙江长城电工新材科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!