一种用于电容器锡焊的母排结构的制作方法
1.本实用新型涉及电容器母排焊接技术领域,具体地说,是一种用于电容器锡焊的母排结构。
背景技术:
2.电动汽车工作需要通过电驱来控制,电驱控制很大一部分需要通过其中的电容充放电来完成,作为电器元器件,汽车电容器中的母排和芯子的连接方式是通过焊接方式来完成的,焊接的的质量不仅关系到生产成本问题,更涉及到产品安全使用问题
3.现在汽车电容器的母排与芯子之间通常采用带锡丝烙铁进行焊接,但焊接过程由于焊点与周围元件温度分布不均匀将引起热变形和热应力,高温也会加快金属氧化导致锡料未浸润,也可能存在焊锡飞溅等问题。
技术实现要素:
4.为解决现有技术存在的上述问题,本实用新型提出一种用于电容器锡焊的母排结构。
5.本实用新型可通过以下技术方案予以实现:
6.一种用于电容器锡焊的母排结构,包括若干容芯组成地容芯总成、母排和若干锡焊部,所述锡焊部依次排布于所述母排上与所述容芯总成适配,所述锡焊部还包括母排焊针,依次在所述母排焊针正上方设置u型孔。
7.进一步地,所述1个容芯对应2个锡焊部,即,1个容芯对应设有2个母排焊针,2个u型孔。
8.进一步地,所述u型孔位于所述母排焊针正上方约3mm处。
9.进一步,所述u型孔的尺寸为5x2mm。
10.有益效果
11.本实用新型通过在锡焊部中的母排焊针上方设置u型孔,增强母排的z向导热能力,有效散热,改善锡焊带来的高热量释放,同时通过特定的孔洞减小锡焊部的局部刚度从而控制降低焊接残余应力,优化焊接。
附图说明
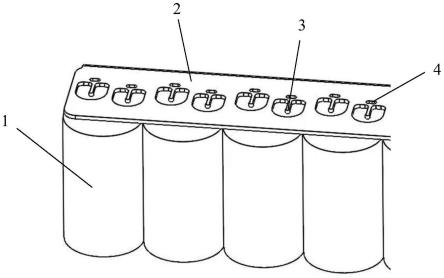
12.图1为本实用新型的结构示意图
13.图中:1、容芯总成;2、母排;3、锡焊部;4、母排焊针;5、u型孔。
具体实施方式
14.以下通过特定的具体实施例说明本实用新型的实施方式,本领域的技术人员可由本说明书所揭示的内容轻易地了解本实用新型的其他优点及功效。
15.如图1所示,本实用新型的一种用于电容器锡焊的母排结构,包括若干容芯组成地
容芯总成1,母排2和若干锡焊部3,锡焊部3中设置母排焊针4,锡焊部3依次排布在母排2上并与容芯总成1相适配,在若干母排焊针4正上方分别依次设置u型孔。
16.本实施例中,1个容芯对应2个锡焊部3,即,1个容芯对应设有2个母排焊针,2个u型孔,u型孔位于母排焊针4的正上方3mm处,尺寸为5x2mm。
17.在进行焊接之前对容芯总成1的电容器芯子和母排2进行预热,避免温度不够造成容芯总成1和母排2之间焊接结合不够牢固,采用380℃的焊接温度,将容芯总成1与母排2放在夹具中夹紧定位,将电烙铁倾斜至50
°‑
60
°
之间进行焊接,避免形成水滴状的焊点造成虚焊,焊接时间为3.5s,避免焊接时间过长烫坏容芯总成1,出锡量为19mm,该方案采用在机器人焊接上。
18.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种用于电容器锡焊的母排结构,包括若干容芯组成的容芯总成(1)、母排(2)和若干锡焊部(3),所述锡焊部(3)依次排布于所述母排(2)上并与所述容芯总成(1)适配,其特征在于,所述锡焊部(3)还包括母排焊针(4),在所述母排焊针(4)正上方依次设置有u型孔(5)。2.根据权利要求1所述的用于电容器锡焊的母排结构,其特征在于,1个容芯对应2个所述锡焊部(3),即,1个容芯对应设有2个母排焊针,2个u型孔。3.根据权利要求1所述的用于电容器锡焊的母排结构,其特征在于,所述u型孔(5)位于所述母排焊针(4)正上方3mm处。4.根据权利要求1或2或3所述的用于电容器锡焊的母排结构,其特征在于,所述u型孔(5)的尺寸为5x2mm。
技术总结
本实用新型公开一种用于电容器锡焊的母排结构,其包括若干容芯组成的容芯总成、母排和锡焊部,锡焊部与容芯总成相适配并依次排列在母排上,锡焊部包括母排焊针,通过依次在母排焊针正上方设置U型孔,减小锡焊部的局部刚度从而控制降低焊接残余应力,优化焊接,同时可增强母排的Z向导热能力,有效散热,改善锡焊带来的高热量释放。带来的高热量释放。带来的高热量释放。
技术研发人员:刘利安 叶金强 朱玉星 潘涛 金凤
受保护的技术使用者:上海鹰峰电子科技股份有限公司
技术研发日:2022.01.11
技术公布日:2022/7/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1