一种电芯-极耳超声波焊接工装的制作方法
1.本实用新型涉及焊接工装领域,具体涉及一种电芯-极耳超声波焊接工装。
背景技术:
2.电芯外壳经过激光焊接等工序加工合格后,其转接片需要与配套的电芯极耳进行焊接,完成电芯与外壳正负极柱的连接。现有的焊接工序为极耳先与连接保护片进行超声波焊接,焊接完成后,再使用激光器将焊接好的极耳与连接保护片焊接在外壳的转接片上。至此,焊接工序完成。
3.现有的焊接工艺序为超声波焊接与激光焊接两步。其中,由于连接保护片与极耳经过超声波焊接后,其厚度大约为0.6-0.8mm,整体偏厚,激光若想穿透极耳并将其焊接在转接片上,需要的功率偏大。因此,在激光焊接时会产生较高的温度,由于空间狭小,激光焊接产生的温度偏高且无法迅速散去,会导致与极耳连接的电芯出现发黑甚至灼烧的痕迹,并会使极少数铝箔或者铜箔断裂。
技术实现要素:
4.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种减少焊接工序、提高生产效率、保证焊接效果一致性的电芯-极耳超声波焊接工装。
5.本实用新型的目的可以通过以下技术方案来实现:
6.设计人发现,激光焊接并不可取,需全程采用超声波焊接,也就是将极耳、连接保护片和转接片一次性使用超声波焊机焊接,因此需设计一个限位工装,在超声波焊接时对转接片与连接保护片进行限位,保证焊接效果的一致性,提出如下具体方案:
7.一种电芯-极耳超声波焊接工装,该工装包括:
8.超声波焊座,用于承载极耳、连接保护片和转接片;超声波焊头,用于与超声波焊座配合,完成超声波焊接;所述转接片的长度大于超声波焊座,连接保护片的两端设有用于压紧转接片的压块组件。
9.进一步地,焊接时,所述的连接保护片位于极耳和转接片之间。进一步地,焊接时,所述的极耳放置在超声波焊座上。然后连接保护片和转接片依次叠加。
10.进一步地,所述的超声波焊座为楼梯形。进一步地,焊接时,所述的超声波焊头与转接片抵接。
11.进一步地,焊接时,所述的压块组件包括转接片压块和限位块,所述的限位块固设在超声波焊座两侧,所述的转接片压块与限位块可拆卸连接。
12.进一步地,所述的转接片压块为l形。转接片压块的主要作用是压紧转接片,使得转接片与极耳和连接保护片紧密贴合,方便超声波焊接。
13.进一步地,焊接时,所述的转接片压块抵接于转接片上方。
14.进一步地,所述的转接片压块与限位块采用螺钉连接。
15.进一步地,所述的转接片压块与限位块之间设有弹簧,该弹簧套设在螺钉上。弹簧
的主要作用是卸料时弹起转接片压块,方便卸料。
16.与现有技术相比,本实用新型具有以下优点:
17.(1)本实用新型在焊接时,利用转接片压块压紧转接片,使得转接片与极耳和连接保护片紧密贴合,方便超声波焊接;
18.(2)本实用新型中,转接片压块与限位块之间设有弹簧,在卸料时弹起转接片压块,方便卸料;
19.(3)本实用新型减少焊接工序,一次焊接完成焊接要求,提高生产效率;
20.(4)本实用新型在超声波焊接过程中,对转接片与连接保护片进行限位,保证焊接效果的一致性;
21.(5)本实用新型取消了激光焊接,减少了焊接工序,提高了极耳焊接效率,同时保证了超声波焊接后极耳与连接保护片和转接片三者的位置配合度。
附图说明
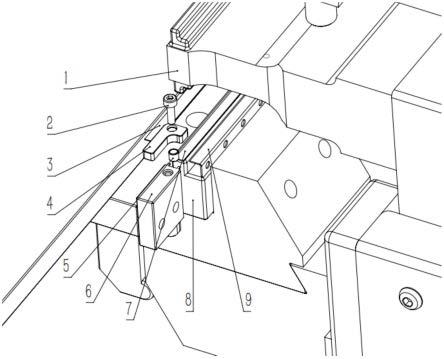
22.图1为实施例中焊接工装的示意图;
23.图中标号所示:超声波焊头1、螺钉2、极耳3、转接片压块4、弹簧5、限位块6、连接保护片7、超声波焊座8、转接片9。
具体实施方式
24.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
25.实施例
26.一种电芯-极耳超声波焊接工装,如图1,该工装包括:超声波焊座8,用于承载极耳3、连接保护片7和转接片9;超声波焊头1,用于与超声波焊座8配合,完成超声波焊接;所述转接片9的长度大于超声波焊座8,连接保护片7的两端设有用于压紧转接片9的压块组件。
27.焊接时,连接保护片7位于极耳3和转接片9之间。极耳3放置在超声波焊座8上。然后连接保护片7和转接片9依次叠加。超声波焊座8为楼梯形。超声波焊头1与转接片9抵接。
28.压块组件包括转接片压块4和限位块6,限位块6固设在超声波焊座8两侧,转接片压块4与限位块6可拆卸连接。转接片压块4为l形。转接片压块4的主要作用是压紧转接片9,使得转接片9与极耳3和连接保护片7紧密贴合,方便超声波焊接。转接片压块4抵接于转接片9上方。转接片压块4与限位块6采用螺钉2连接。转接片压块4与限位块6之间设有弹簧5,该弹簧5套设在螺钉2上。弹簧5的主要作用是卸料时弹起转接片压块4,方便卸料。
29.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
技术特征:
1.一种电芯-极耳超声波焊接工装,其特征在于,该工装包括:超声波焊座(8),用于承载极耳(3)、连接保护片(7)和转接片(9);超声波焊头(1),用于与超声波焊座(8)配合,完成超声波焊接;所述转接片(9)的长度大于超声波焊座(8),连接保护片(7)的两端设有用于压紧转接片(9)的压块组件。2.根据权利要求1所述的一种电芯-极耳超声波焊接工装,其特征在于,焊接时,所述的连接保护片(7)位于极耳(3)和转接片(9)之间。3.根据权利要求1所述的一种电芯-极耳超声波焊接工装,其特征在于,焊接时,所述的极耳(3)放置在超声波焊座(8)上。4.根据权利要求1或3所述的一种电芯-极耳超声波焊接工装,其特征在于,所述的超声波焊座(8)为楼梯形。5.根据权利要求1所述的一种电芯-极耳超声波焊接工装,其特征在于,焊接时,所述的超声波焊头(1)与转接片(9)抵接。6.根据权利要求1所述的一种电芯-极耳超声波焊接工装,其特征在于,焊接时,所述的压块组件包括转接片压块(4)和限位块(6),所述的限位块(6)固设在超声波焊座(8)两侧,所述的转接片压块(4)与限位块(6)可拆卸连接。7.根据权利要求6所述的一种电芯-极耳超声波焊接工装,其特征在于,所述的转接片压块(4)为l形。8.根据权利要求6所述的一种电芯-极耳超声波焊接工装,其特征在于,焊接时,所述的转接片压块(4)抵接于转接片(9)上方。9.根据权利要求6所述的一种电芯-极耳超声波焊接工装,其特征在于,所述的转接片压块(4)与限位块(6)采用螺钉(2)连接。10.根据权利要求9所述的一种电芯-极耳超声波焊接工装,其特征在于,所述的转接片压块(4)与限位块(6)之间设有弹簧(5),该弹簧(5)套设在螺钉(2)上。
技术总结
本实用新型涉及一种电芯-极耳超声波焊接工装,该工装包括:超声波焊座(8),用于承载极耳(3)、连接保护片(7)和转接片(9);超声波焊头(1),用于与超声波焊座(8)配合,完成超声波焊接;所述转接片(9)的长度大于超声波焊座(8),连接保护片(7)的两端设有用于压紧转接片(9)的压块组件。焊接时,所述的连接保护片(7)位于极耳(3)和转接片(9)之间。所述的极耳(3)放置在超声波焊座(8)上。与现有技术相比,本实用新型具有减少焊接工序、提高生产效率、保证焊接效果一致性等优点。效果一致性等优点。效果一致性等优点。
技术研发人员:郑盼斌 张亚儒 朱家浩
受保护的技术使用者:上海兰钧新能源科技有限公司
技术研发日:2022.01.25
技术公布日:2022/9/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1