一种锂电池电芯的制作方法
1.本实用新型涉及锂电池技术领域,更具体地说,涉及一种锂电池电芯。
背景技术:
2.本部分的描述仅提供与本实用新型公开相关的背景信息,而不构成现有技术。
3.基于目前新能源汽车和各类消费电子产品市场的快速扩张,锂电池作为最主流的供电方案,生产规模和工艺同样随之进步发展。常规锂电池的规格有圆柱、软包、铝壳方形电池等,但其发电原理相同,即通过将片层的正极、负极材料与隔膜(通常为pe等高分子膜)层叠,并浸入电解液(一般为溶解锂盐的特殊有机溶剂,包括环状碳酸酯,链状碳酸酯,羧酸酯类等有机溶液)后层叠或卷起,置入铝塑膜包装中,锂离子会在正负极间定向移动,从而产生电流,这一结构也就是电池的电芯。
4.电芯在生产制作中,通常需要将层叠后的正负极与隔膜与铝塑膜包装内侧进行粘接固定,以降低震动、冲击对电池稳定性造成的影响,延长使用寿命,使使用更加安全。
5.由于使用此种热熔胶膜固定的办法,热熔胶反应形成的粘接层会长期接触电解液和较高的温度,又不能影响到电解液中的溶剂和溶质,此类产品大多会使用热反应型的橡胶类胶水,出于这一性能此类胶膜通常并无初始粘接力,而是初步固定位置后,在将电芯进行充入电解液并热压密封的操作时,热熔胶膜遇热发生反应,形成粘接力,反应完全后的热熔胶层可产生3-5n/cm的粘接力,从而顺带直接完成这一固定操作。
6.但无初始粘接力也可能造成部分电芯在热压之前,无法稳定保持在计划中的粘接位置,因此在热压时位置便宜,导致无法将电芯稳定粘接,影响性能和使用。
7.应该注意,上面对技术背景的介绍只是为了方便对本实用新型的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本实用新型的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现要素:
8.本实用新型要解决的技术问题是提供一种锂电池电芯。
9.为了解决上述技术问题,本实用新型提供了一种锂电池电芯,所述的锂电池电芯包括铝塑膜外壳,所述的铝塑膜外壳内层叠的设置有正极和负极,所述的正极和负极之间使用隔膜相隔开,所述的铝塑膜外壳与正极或负极的表面之间设置有热熔胶层,所述的热熔胶层与所述的铝塑膜外壳之间还涂覆有涂胶层。
10.优选地,所述的涂胶层涂覆在所述的热熔胶层的表面,呈网格状分布。
11.优选地,所述的涂胶层涂覆在所述的热熔胶层的表面,呈点状分布。
12.优选地,所述的涂胶层通过丝网印刷的方式涂布在所述的热熔胶层的表面。
13.优选地,网格状涂胶层的孔径为0.1-0.2μm。
14.优选地,所述的涂胶层的厚度为7-10μm。
15.借由以上的技术方案,本实用新型的有益效果如下:
16.本实用新型的锂电池电芯,增加了涂胶层,有效改进胶膜在电芯表面上的初粘,保证电芯在进行热压时可粘接在铝塑膜外层上,从而使得胶膜表面带有一定初粘性能,又对粘接、电解液、电池工作无影响的方法。
附图说明
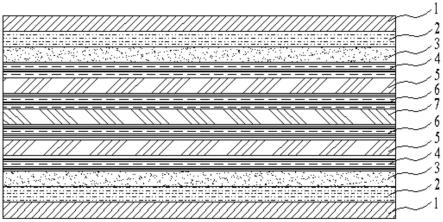
17.图1是本实用新型的锂电池电芯的剖面结构示意图。
18.图2是本实用新型的涂胶层的表面结构示意图。
19.图3是本实用新型的另一种实施例中的涂胶层的表面结构示意图。
20.其中:1、铝塑膜外壳;2、涂胶层、3、热熔胶层;4,6、隔膜;5、正极; 7、负极。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.需要说明的是,在本实用新型的描述中,术语“第一”、“第二”等仅用于描述目的和区别类似的对象,两者之间并不存在先后顺序,也不能理解为指示或暗示相对重要性。此外,在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
23.如图1所示,本实用新型提供了一种锂电池电芯,所述的锂电池电芯包括铝塑膜外壳,所述的铝塑膜外壳内层叠的设置有正极和负极,所述的正极和负极之间使用隔膜相隔开,所述的铝塑膜外壳与正极或负极的表面之间设置有热熔胶层,所述的热熔胶层与所述的铝塑膜外壳之间还涂覆有涂胶层。
24.如图2所示,所述的涂胶层涂覆在所述的热熔胶层的表面,呈网格状分布,网格状涂胶层的孔径为0.1-0.2μm。
25.如图3所示,所述的涂胶层涂覆在所述的热熔胶层的表面,呈点状分布。
26.在一种优选的实施方式中,所述的涂胶层通过丝网印刷的方式涂布在所述的热熔胶层的表面。所述的涂胶层的厚度为7-10μm。
27.在一种优选地实施方案中,胶黏剂配方为:中国台湾长兴eterac 7017丙烯酸树脂质量份数7份、法国德米圣dertophene t105环氧树脂质量份数3份,增加日本三菱瓦斯tetrad-c增粘剂质量份数0.019份,混合后通过丝网印刷方式,在热熔胶层表面形成7-10um厚,0.1-0.2um孔径的胶层网格。此丙烯酸树脂网格具有对橡胶表面较好的亲和性及对电解液溶剂较好的耐受性,从而在初步粘接时,可保证胶膜与电芯之间的粘接稳定,并在后续热压后,网格可自然融入反应后形成的橡胶胶层,对电解液并无影响。
28.经过测试,在使用此点状胶层前,进行热压之前的热熔胶层对铝塑膜表面的粘接力《200gf/cm,在使用此胶层后,热熔胶层对铝塑膜表面粘接力上升到 2-3n/cm,可接近热压完成后的最终粘接力下限。浸入点解液热压,并保持在 45℃温度条件下,使用此胶层设计前的粘接力可在48小时内保持维持80%以上,使用此胶层设计后,浸入45℃热电解液48小时候,热熔胶层依旧保持 80%粘接力,可见此点状胶层提高初期位置预固定的效率,并且在热熔胶层反应完全后,不对其性能产生影响。
29.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
技术特征:
1.一种锂电池电芯,所述的锂电池电芯包括铝塑膜外壳,所述的铝塑膜外壳内层叠的设置有正极和负极,所述的正极和负极之间使用隔膜相隔开,所述的铝塑膜外壳与正极或负极的表面之间设置有热熔胶层,其特征在于,所述的热熔胶层与所述的铝塑膜外壳之间还涂覆有涂胶层。2.根据权利要求1所述的锂电池电芯,其特征在于,所述的涂胶层涂覆在所述的热熔胶层的表面,呈网格状分布。3.根据权利要求1所述的锂电池电芯,其特征在于,所述的涂胶层涂覆在所述的热熔胶层的表面,呈点状分布。4.根据权利要求2或3所述的锂电池电芯,其特征在于,所述的涂胶层通过丝网印刷的方式涂布在所述的热熔胶层的表面。5.根据权利要求2所述的锂电池电芯,其特征在于,网格状涂胶层的孔径为0.1-0.2μm。6.根据权利要求4所述的锂电池电芯,其特征在于,所述的涂胶层的厚度为7-10μm。
技术总结
本实用新型提供了一种锂电池电芯,所述的锂电池电芯包括铝塑膜外壳,所述的铝塑膜外壳内层叠的设置有正极和负极,所述的正极和负极之间使用隔膜相隔开,所述的铝塑膜外壳与正极或负极的表面之间设置有热熔胶层,所述的热熔胶层与所述的铝塑膜外壳之间还涂覆有涂胶层。本实用新型的锂电池电芯,增加了涂胶层,有效改进胶膜在电芯表面上的初粘,保证电芯在进行热压时可粘接在铝塑膜外层上,从而使得胶膜表面带有一定初粘性能,又对粘接、电解液、电池工作无影响的方法。作无影响的方法。作无影响的方法。
技术研发人员:顾斌 吴庆 范仁祥 胡桑苒
受保护的技术使用者:苏州翎慧材料科技有限公司
技术研发日:2022.04.06
技术公布日:2022/9/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1