一种线材组装机的制作方法
1.本实用新型涉及线材组装设备技术领域,尤其涉及一种线材组装机。
背景技术:
2.本部分中的陈述仅提供与本公开有关的背景信息并且不构成现有技术。
3.线材是热轧型钢中断面尺寸最小的一种。在我国一般直径5~9毫米共八种规格的成卷供应的热轧圆钢称为线材。线材因以盘卷交货,故又称为盘条。国外对线材的概念和我国略有不同,除圆形断面外也有其他形状,其直径由于需求情况和生产技术水平不同而不一致。根据轧机的不同可分为高速线材(高线)和普通线材(普线)两种。线材一般用普通碳素钢和优质碳素钢制成。按照钢材分配目录和用途不同,线材包括普通低碳钢热轧圆盘条、优质碳素钢盘条、碳素焊条盘条、调质螺纹盘条、制钢丝绳用盘条、琴钢丝用盘条以及不锈钢盘条等。目前针对线材的制作已经较为普及,但是在制作好线材后,通常需要进行线材的分类组装,部分线材因为其匝数较多,进而重量较大,通过大型设备进行初步对接组装后,还需要进行部分微小角度的调整。
4.现有公开号为cn209071787u的名称为一种全自动线材组装机,其公开了机台、放线模组、裁线定长模组、进料预装模组、推料定位模组、剥外被模组、绞线搓散模组、取线模组、传送模组,各模组以流水线的方式排布在机台上,上述内容提供了一种可以大幅度提高产品的生产效率,降低生产成本的技术方案,但是并未在其中找到可以解决现有需要进行微小调节对接的技术方案,依然存在技术缺陷。
技术实现要素:
5.本公开的目的在于提供一种线材组装机,通过设置微调组,固定杆以及承载件,来解决现有技术无法进行大重量线材组在组装过程中的局部微小对接较为困难的技术问题。
6.据本公开的一个方面,提供一种线材组装机,包括微调组,所述微调组包括第一调整件以及柔性连接所述第一调整件的第二调整件;所述第一调整件内设置有第一安装底座,所述第一安装底座上安装有多个依次首尾铰接的固定杆;所述第二调整件内设置有第二安装座,所述第二安装座上安装有多个依次首尾铰接的固定杆;其中安装在所述第一安装座的至少一个所述固定杆上可拆卸连接有第一承载件,安装在所述第二安装座的至少一个所述固定杆上可拆卸连接有第二承载件。
7.本公开的一些实施例中,所述第一安装座上的相对两根所述固定杆之间穿设有第一推杆。
8.本公开的一些实施例中,所述第二安装座上的相对两根所述固定杆之间穿设有第二推杆。
9.本公开的一些实施例中,所述第一推杆末端螺纹连接有第一推把。
10.本公开的一些实施例中,所述第二推杆末端螺纹连接有第二推把。
11.本公开的一些实施例中,所述第一推把的周侧柔性连接有第一复位弹簧件,所述
第一复位弹簧件远离连接所述第一推把的一端柔性连接有底座。
12.本公开的一些实施例中,所述第二推把的周侧柔性连接有第二复位弹簧件,所述第二复位弹簧件远离连接所述第二推把的一端柔性连接有底座。
13.本公开的一些实施例中,所述第一推杆上固定连接有第一二级推杆,所述第一二级推杆远离连接所述第一推杆的一端固定连接在固定杆上。
14.本公开的一些实施例中,所述第二推杆上固定连接有第二二级推杆,所述第二二级推杆远离连接所述第二推杆的一端固定连接在固定杆上。
15.本公开与目前公开的技术相比,具有如下的优点和有益效果:本公开通过设置微调组,固定杆以及承载件,来有效解决大型、大重量线材组组装过程中的微小局部对正以及对接调整的问题,实现了局部对接准确度的提升,同时也提高了线材组装过程的速度,再同时也辅助解决了线材组装过程中人力以及物力的非必要浪费。
附图说明
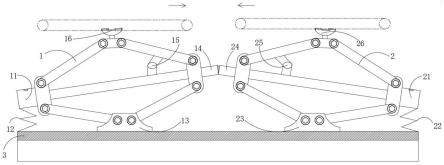
16.图1是本实用新型的结构示意图。
17.图例说明:
18.1-第一调整件;11-第一推把;12-第一复位弹簧;13-第一安装底座;14-第一推杆;15-第一二级推杆;16-第一承载件;2-第二调整件;21-第二推把;22-第一复位弹簧;23-第二安装底座;24-第一推杆;25-第二二级推杆;26-第二承载件;3-底座。
具体实施方式
19.请参考说明附图1,本实施例提供了一种线材组装机,该线材组装机已经处于测试使用阶段。
20.在以下段落中,更为详细地限定了实施例的不同方面。如此限定的各方面可与任何其他的一个方面或多个方面组合,除非明确指出不可组合。尤其是,被认为是优选的或有利的任何特征可与其他一个或多个被认为是优选的或有利的特征组合。本实用新型中出现的“第一”、“第二”等用语仅是为了方便描述,以区分具有相同名称的不同组成部件,并不表示先后或主次关系。
21.实施例:
22.本实施例至少包括如下内容:一种线材组装机,组装机内通过工况选择,提前预设有微调组,微调组包括第一调整件1以及柔性连接第一调整件1的第二调整件2,其中,柔性连接的方式为弹簧连接,橡胶圈连接,线连接等,本实施例优选的是弹簧连接,利用弹簧自身的压缩形变以及失力后的复位特性,对第一调整件1和第二调整件2进行复位;第一调整件1内设置有第一安装底座13,第一安装座13上的相对两根固定杆之间穿设有第一推杆14;第一推杆14末端螺纹连接有第一推把11;第一推把11的周侧柔性连接有第一复位弹簧件12,第一复位弹簧件12远离连接第一推把11的一端柔性连接有底座3,柔性连接在本实施例中采用弹簧连接;第一安装底座13上安装有多个依次首尾铰接的固定杆,多个固定杆联合组成如说明附图1所述的近似于圆形的多边形结构。
23.第二调整件2内设置有第二安装座23,第二安装座23上的相对两根固定杆之间穿设有第二推杆24,第二推把24的周侧柔性连接有第二复位弹簧件22,第二复位弹簧件22远
离连接第二推把24的一端柔性连接有底座3,柔性连接在本实施例中采用弹簧连接;第二推杆24末端螺纹连接有第二推把21;第二安装座23上安装有多个依次首尾铰接的固定杆,多个固定杆联合组成如说明附图1所述的近似于圆形的多边形结构。
24.其中安装在第一安装座13的至少一个固定杆上可拆卸连接有第一承载件16,安装在第二安装座23的至少一个固定杆上可拆卸连接有第二承载件26。
25.参考说明附图1,第一推杆14上固定连接有第一二级推杆15,第一二级推杆15远离连接第一推杆14的一端固定连接在固定杆上;第二推杆24上固定连接有第二二级推杆25,第二二级推杆25远离连接第二推杆24的一端固定连接在固定杆上。
26.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种线材组装机,其特征在于,包括微调组,所述微调组包括第一调整件(1)以及柔性连接所述第一调整件(1)的第二调整件(2);所述第一调整件(1)内设置有第一安装底座(13),所述第一安装底座(13)上安装有多个依次首尾铰接的固定杆;所述第二调整件(2)内设置有第二安装座(23),所述第二安装座(23)上安装有多个依次首尾铰接的固定杆;其中安装在所述第一安装底座(13)的至少一个所述固定杆上可拆卸连接有第一承载件(16),安装在所述第二安装座(23)的至少一个所述固定杆上可拆卸连接有第二承载件(26)。2.根据权利要求1所述的一种线材组装机,其特征在于,所述第一安装底座(13)上的相对两根所述固定杆之间穿设有第一推杆(14)。3.根据权利要求1所述的一种线材组装机,其特征在于,所述第二安装座(23)上的相对两根所述固定杆之间穿设有第二推杆(24)。4.根据权利要求2所述的一种线材组装机,其特征在于,所述第一推杆(14)末端螺纹连接有第一推把(11)。5.根据权利要求3所述的一种线材组装机,其特征在于,所述第二推杆(24)末端螺纹连接有第二推把(21)。6.根据权利要求4所述的一种线材组装机,其特征在于,所述第一推把(11)的周侧柔性连接有第一复位弹簧件(12),所述第一复位弹簧件(12)远离连接所述第一推把(11)的一端柔性连接有底座(3)。7.根据权利要求5所述的一种线材组装机,其特征在于,所述第二推杆(24)的周侧柔性连接有第二复位弹簧件(22),所述第二复位弹簧件(22)远离连接所述第二推杆(24)的一端柔性连接有底座(3)。8.根据权利要求2或4所述的一种线材组装机,其特征在于,所述第一推杆(14)上固定连接有第一二级推杆(15),所述第一二级推杆(15)远离连接所述第一推杆(14)的一端固定连接在固定杆上。9.根据权利要求3或5所述的一种线材组装机,其特征在于,所述第二推杆(24)上固定连接有第二二级推杆(25),所述第二二级推杆(25)远离连接所述第二推杆(24)的一端固定连接在固定杆上。
技术总结
本实用新型涉及线材组装设备技术领域,尤其涉及一种线材组装机,其包括微调组,微调组包括第一调整件以及柔性连接所述第一调整件的第二调整件;第一调整件内设置有第一安装底座,第一安装底座上安装有多个依次首尾铰接的固定杆;第二调整件内设置有第二安装座,第二安装座上安装有多个依次首尾铰接的固定杆;其中安装在第一安装座的至少一个固定杆上可拆卸连接有第一承载件,安装在第二安装座的至少一个固定杆上可拆卸连接有第二承载件,本公开有效解决大型、大重量线材组组装过程中的微小局部对正以及对接调整的问题,实现了局部对接准确度的提升。准确度的提升。准确度的提升。
技术研发人员:李建洋
受保护的技术使用者:深圳市菲易特自动化有限公司
技术研发日:2022.09.15
技术公布日:2023/3/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1