一种圆柱形电池集流盘的制作方法
1.本实用新型涉及电池,具体是涉及一种圆柱形电池的集流盘结构。
背景技术:
2.现有技术中用于圆柱形电池的集流盘上多数采用放射状均匀分布的凸条,将盘体分为若干个面积相等的扇形集流区,然后采用点焊或线焊的方式将电芯的极耳均匀地焊接在集流区内,以增加焊接面积,增大极耳与集流盘的接触面积,从而提高集流盘的集流和导流性能。在cn216872214u的中国专利中,公开了一种新型圆柱电池集流盘结构,该技术巧妙设计折弯边,将传统的集流盘和盖板穿透焊,还设计了冲压凸点,使之与电池卷芯更好的接触,提高焊接良率和可靠性。为了进一步提高集流盘的性能,发明人设计出了一种新的结构。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种圆柱形电池集流盘,在减少端面激光焊点数量的同时,也增加其可靠性。
4.本实用新型的技术方案:一种圆柱形电池集流盘,所述集流盘包含凸筋、凸片、边缘翻边和连接片,所述凸筋向集流盘a面冲压凸出形成,在凸筋上设有多个冲孔;所述凸片向集流盘a面冲压外翻形成,并形成通孔;在集流盘与卷芯端面焊接时,集流盘上a面上的凸筋和凸片朝向电池卷芯端面,凸筋位置与卷芯整形端面相匹配,凸筋上的冲孔和凸片外翻后形成的通孔,有利于将电解液快速导入卷芯内;在凸筋和凸片中间区域,将集流盘与卷芯端面压紧后焊接起来,凸片受力后刺入卷芯端面,形成辅助导电通道,如此可以减少端面激光焊点数量。
5.所述凸筋通过冲压方式在集流盘上冲压出多条放射状凸起,并在每个凸筋上冲出多个通孔,在集流盘与电池注液孔对应位置冲一大孔。
6.所述凸片通过冲压方式在集流盘上冲压折翻出多个凸片,凸片与集流盘成90度,凸片形状为多边形或三角形,凸片高度为0.1~5mm,凸片折翻后在集盘表面形成多边形或三角形通孔。
7.所述边缘翻边(2)通过冲压方式,在集流盘边缘上向集流盘b面方向冲压折翻形成除连接片外的翻边,边缘翻边高度为0.5~5mm。
8.本实用新型具有如下的技术效果和优点:
9.1)集流盘与卷芯端面焊接后,凸筋挤压抵靠在卷芯端面上,凸片部分刺入卷芯端面集流体内,增加了集流盘与卷芯端面的接触面积和集流的均匀性,形成辅助导流通道;如此可以减少集流盘与卷芯端面焊点数量,减少端面焊渣和焊接高温对隔膜的局部熔化。
10.2)凸筋上的通孔和凸片折翻后形成的通孔,减少了集流盘对电解液注入时的遮挡,有利于电解液快速流入卷芯内。
11.3)集流盘边缘翻边除了能增加集流盘的强度外,还能遮挡改变焊渣飞溅路径,防
止焊渣进入卷芯内,减少了卷芯短路的风险。
附图说明
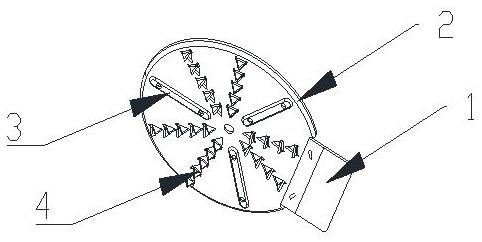
12.图1是本实用新型的集流盘结构示意图;
13.图2是本实用新型的集流盘a面正视图;
14.图3是本实用新型的集流盘侧视图。
15.图中:1-连接片;2-边缘翻边;3-凸筋;4-凸片。
具体实施方式
16.实施例1
17.一种圆柱形电池集流盘,所述集流盘包含凸筋3、凸片4、边缘翻边2和连接片1,所述凸筋3向集流盘a面冲压凸出形成,在凸筋3上设有多个冲孔;所述凸片4向集流盘a面冲压外翻形成,并形成通孔。在集流盘与卷芯端面压紧焊接后,集流盘上a面上的凸筋3和凸片4朝向电池卷芯端面,凸筋3位置与卷芯整形端面相匹配,凸筋3上的冲孔和凸片4外翻后形成的通孔有利于将电解液快速导入卷芯内;在凸筋3和凸片4中间区域,将集流盘与卷芯端面焊接起来,凸片受力后刺入卷芯端面,形成辅助导电通道,如此可以减少端面激光焊点数量。
18.所述凸筋3是通过冲压方式在集流盘上冲压出多条放射状凸起,并在每个凸筋上冲出多个通孔,在集流盘与电池注液孔对应位置冲一大孔。
19.所述凸片4通过冲压方式在集流盘上冲压折翻出多个凸片,凸片4与集流盘成90度,凸片形状为多边形,凸片高度为2mm,凸片折翻后在集盘表面形成多边形通孔。
20.所述边缘翻边通过冲压方式,在集流盘边缘上向集流盘b面方向冲压折翻形成除连接片外的翻边,翻边高度为3mm。
21.实施例2
22.一种圆柱形电池集流盘,所述集流盘包含凸筋3、凸片4、边缘翻边2和连接片1,所述凸筋3向集流盘a面冲压凸出形成,在凸筋3上设有多个冲孔;所述凸片4向集流盘a面冲压外翻形成,并形成通孔。在集流盘与卷芯端面压紧焊接后,集流盘上a面上的凸筋3和凸片4朝向电池卷芯端面,凸筋3位置与卷芯整形端面相匹配,凸筋3上的冲孔和凸片4外翻后形成的通孔有利于将电解液快速导入卷芯内;在凸筋3和凸片4中间区域,将集流盘与卷芯端面压紧焊接后,凸片受力后刺入卷芯端面,形成辅助导电通道,如此可以减少端面激光焊点数量。
23.所述凸筋3是通过冲压方式在集流盘上冲压出多条放射状凸起,并在每个凸筋上冲出多个通孔,在集流盘与电池注液孔对应位置冲一大孔。
24.所述凸片4通过冲压方式在集流盘上冲压折翻出多个凸片,凸片4与集流盘成90度,凸片形状为三角形,凸片高度为0.5mm,凸片折翻后在集盘表面形成三角形通孔。
25.所述边缘翻边通过冲压方式,在集流盘边缘上向集流盘b面方向冲压折翻形成除连接片外的翻边,翻边高度为2mm。
技术特征:
1.一种圆柱形电池集流盘,其特征在于:所述集流盘包含凸筋(3)、凸片(4)、边缘翻边(2)和连接片(1),所述凸筋(3)向集流盘a面冲压凸出形成,在凸筋(3)上设有多个冲孔;所述凸片(4)向集流盘a面冲压外翻形成,并形成通孔;在集流盘与卷芯端面焊接时,集流盘上a面上的凸筋(3)和凸片(4)朝向电池卷芯端面,凸筋(3)位置与卷芯整形端面相匹配,凸筋(3)上的冲孔和凸片(4)外翻后形成的通孔,有利于将电解液快速导入卷芯内;在凸筋(3)和凸片(4)中间区域,将集流盘与卷芯端面压紧后焊接起来,凸片(4)受力后刺入卷芯端面,形成辅助导电通道。2.根据权利要求1所述的一种圆柱形电池集流盘,其特征在于:所述凸筋(3)通过冲压方式在集流盘上冲压出多条放射状凸起,并在每个凸筋(3)上冲出多个通孔,在集流盘与电池注液孔对应位置冲一大孔。3.根据权利要求1所述的一种圆柱形电池集流盘,其特征在于:所述凸片(4)通过冲压方式在集流盘上冲压折翻出多个凸片(4),凸片(4)与集流盘成90度,凸片(4)形状为多边形或三角形,凸片(4)高度为0.1~5mm,凸片(4)折翻后在集盘表面形成多边形或三角形通孔。4.根据权利要求1所述的一种圆柱形电池集流盘,其特征在于:所述边缘翻边(2)通过冲压方式,在集流盘边缘上向集流盘b面方向冲压折翻形成除连接片外的翻边,边缘翻边高度为0.5~5mm。
技术总结
本实用新型公开了一种圆柱形电池集流盘,包含凸筋、凸片、边缘翻边和连接片,所述凸筋向集流盘A面冲压凸出形成,在凸筋上设有多个冲孔;所述凸片向集流盘A面冲压外翻形成,并形成通孔;在集流盘与卷芯端面焊接时,集流盘上A面上的凸筋和凸片朝向电池卷芯端面,凸筋位置与卷芯整形端面相匹配;在凸筋和凸片中间区域,将集流盘与卷芯端面焊接起来,凸片受力后刺入卷芯端面,形成辅助导电通道。本实用新型的增加了集流盘与卷芯端面的接触面积和集流的均匀性,减少了集流盘与卷芯端面焊点数量,且凸筋上的通孔和凸片折翻后形成的通孔,减少了集流盘对电解液注入时的遮挡,有利于电解液快速流入卷芯内。流入卷芯内。流入卷芯内。
技术研发人员:黄伟东 张朋 周晓政 雷海玲 盛磊 贺宪威
受保护的技术使用者:贵阳比耐新能源科技有限公司
技术研发日:2022.10.06
技术公布日:2023/1/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1