半自动磁芯装盒装置的制作方法
1.本实用新型涉及磁芯生产设备,特别涉及一种半自动磁芯装盒装置,属于机械设备技术领域。
背景技术:
2.在装护盒的磁芯生产中,卷绕好磁芯需要装在护盒里,护盒由上半盒与下半盒扣合在一起,上半盒、下半盒均为中间带孔的环形槽状,为了实现对护盒内的磁芯减震保护,需要在护盒内有减震垫或者点胶,传统的磁芯装护盒是通过人工进行的,首先在点胶机工序上在下半盒内点胶,然后再装入磁芯,然后再扣上上半盒。这种人工操作成本高,效率低。
技术实现要素:
3.本实用新型的目的在于克服目前的磁芯装盒存在的上述问题,提供一种半自动磁芯装盒装置。
4.为实现本实用新型的目的,采用了下述的技术方案:半自动磁芯装盒装置,包括机架,在机架上安装有前后方向的丝杠,丝杠通过电机驱动,电机连接至控制器,在丝杠的螺母滑块上配合有支撑台,支撑台固定连接有限位板,在丝杠上方的机架上固定连接有向下倾斜的料槽,料槽尾端的一段在左右方向上通过固定连接在料槽底部的隔板分割成多个槽道,每个槽道的下端面均开设有一个u形口,u形口的宽度大于磁芯的内孔直径、小于磁性的外径,在槽道上覆盖有护板,护板与槽道底部的距离大于物料的厚度,物料在护板下的槽道斜向下流动,在各u形口上方的护板上均通过弹簧铰链铰接有一块v形压板,v形压板与槽道之间的距离小于物料的厚度,所述的装盒装置还包括物料托盘,所述的物料托盘上呈矩阵式分布有多根定位柱,左右方向上的定位柱列数与槽道的个数相等,物料托盘放在支撑台上后,每列定位柱对应与一个槽道。
5.进一步的;所述的护板上对应于每个槽道均开设有一个长孔。
6.进一步的;所述的电机为步进电机。
7.进一步的;所述的v形压板的一条v形边与护板平行,另一条v形边为水平。
8.进一步的;在机架内左右两侧具有定位板,托盘两侧位于定位板之间。
9.本实用新型的积极有益技术效果在于:本装置结构简单、成本低,使用在磁芯装盒中能够实现半自动化,有效的提高效率,以产量15000只/天为例,使用该装置可以节省2-3个工人。
附图说明
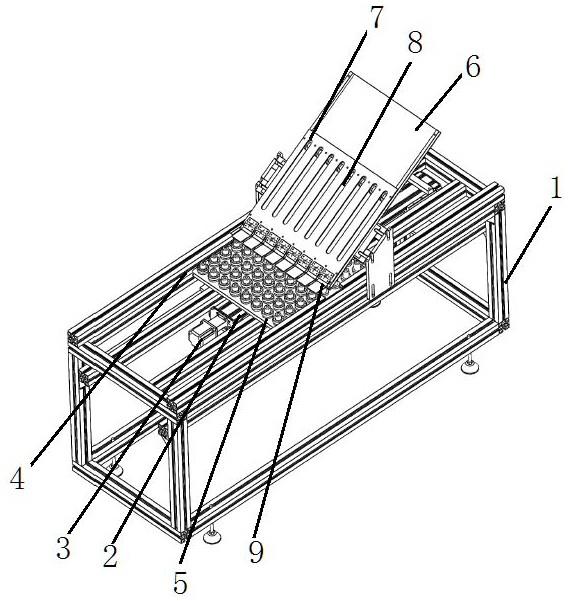
10.图1是本实用新型一个方位的示意图。
11.图2是本实用新型另一个方位的示意图。
12.图3是图1中的部分放大示意图。
13.图4是图2中的部分放大示意图。
具体实施方式
14.为了更充分的解释本实用新型的实施,提供本实用新型的实施实例。这些实施实例仅仅是对本实用新型的阐述,不限制本实用新型的范围。
15.结合附图对本实用新型进一步详细的解释,附图中各标记为:1:机架;2:丝杠;3:步进电机;4:定位板;5:托盘;6:料槽;7:护板;8:长形孔;9:v形压板;10:槽道;11:隔板;12:定位柱;13:护盒;14:弹簧铰链;15:料槽底面;16:u形口。
16.本申请用到的托盘5为一个工装,在托盘5上呈矩阵式分布有多根定位柱12,本实施例中采用了定位柱为8行
×
8列的托盘,一个托盘上具有64个定位柱,托盘在现场准备有多个托盘周转使用。
17.如附图所示,半自动磁芯装盒装置,在机架1上安装有前后方向的丝杠2,丝杠通过步进电机3驱动,步进电机3连接至控制器控制,在丝杠的螺母滑块上配合有支撑台,支撑台固定连接有限位板,支撑台用于置放托盘,限位板顶在托盘后端,用于顶着托盘随着支撑台向前移动,支撑台、限位板非常易于理解,在图中没有示出,在机架内左右两侧具有定位板4,托盘放在支撑台上后两侧位于定位板之间。丝杠驱动滑台带动托盘向前步进。
18.在丝杠上方的机架上固定连接有向下倾斜的料槽6,15所示为料槽底面,料槽尾端的一段在左右方向上通过固定连接在料槽底部的隔板11分割成8个槽道10,每个槽道的下端面均开设有一个u形口16,u形口的宽度大于磁芯的内孔直径、小于磁性的外径,这样物料通过槽道时支撑在u形口的两侧、内孔位于u型口内,在槽道上覆盖有护板7,护板上对应与每槽道道均开设有一个长孔8,长孔8可以清楚的观察槽道内的情况,一旦堵料还可以及时处理,护板与槽道底部的距离大于物料的厚度,物料在护板下的槽道斜向下流动,在各u形口上方的护板上均通过弹簧铰链14铰接有一块v形压板9,v形压板的一条v形边与护板平行,另一条v形边为水平,v形压板与槽道之间的距离小于物料的厚度,物料托盘放在支撑台上后,每列定位柱对应与一个槽道。
19.本装置使用时,当托盘上的定位柱上没有套设护盒时,物料为护盒,当定位柱上均套设有护盒并点胶后,物料为磁芯。
20.以护盒为例说明本装置的工作过程,在装盘前,护盒口朝上平铺在料槽上,至于如何使护盒口朝上平铺在料槽上,可以通过人工,也可以通过现有的垂直使链板提升机,在提升的过程中口槽内的在重力的作用下会从链板上掉下来,口朝外的翻到料槽上后就是口朝上(具体可参考中国专利申请号2017216618681一种瓶盖理盖装置中的背景技术部分),由于护盒为圆形,其流动性很好,在会沿着料槽斜向下流动,碰到隔板后,会流到各个槽道中,沿着槽道流动到u形口处时,由于v形压板的作用护盒会停止,这样护盒的内孔位于u形口中,在丝杠不动作时,每个槽道内的护盒都处于停止的状态,需要向托盘上装护盒时,将托盘置放在支撑台上,两侧通过定位板定位,后端通过限位板定位,启动步进电机,电机驱动丝杠带动滑块向前移动设定距离,托盘随着滑块向前移动,移动的过程中一行中的定位柱从u形口中通过,由于护盒为斜向下,定位柱会与护盒的内孔相干涉,带动护盒向前移动,向前移动的过程中v性压板向下压护盒将最下端的一列护盒套设在定位柱上,各槽道上第二列护盒失去了阻挡,在重力的作用下移动到u形口处,每启动一次步进电机,就可以向定位柱上套一列护盒,直到全部定位柱上套上护盒后,取下托盘至全自动多头点胶机(全自动多头点胶机可通过市场购买到)向各个护盒内点胶。点胶完成后,在通过另一台本装置将磁芯
装入护盒中,装入护盒的过程与装入护盒的过程相同,只是磁芯不分正反,不用整理。
21.护盒装到定位柱上后,若是担心各个护盒的高度不一致,可采用与托盘对应的孔板向下压护盒使其一致。
22.在详细说明本实用新型的实施方式之后,熟悉该项技术的人士可清楚地了解,在不脱离上述申请专利范围与精神下可进行各种变化与修改,凡依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围,且本实用新型亦不受限于说明书中所举实例的实施方式。
技术特征:
1.半自动磁芯装盒装置,包括机架,其特征在于:在机架上安装有前后方向的丝杠,丝杠通过电机驱动,电机连接至控制器,在丝杠的螺母滑块上配合有支撑台,支撑台固定连接有限位板,在丝杠上方的机架上固定连接有向下倾斜的料槽,料槽尾端的一段在左右方向上通过固定连接在料槽底部的隔板分割成多个槽道,每个槽道的下端面均开设有一个u形口,u形口的宽度大于磁芯的内孔直径、小于磁性的外径,在槽道上覆盖有护板,护板与槽道底部的距离大于物料的厚度,物料在护板下的槽道斜向下流动,在各u形口上方的护板上均通过弹簧铰链铰接有一块v形压板,v形压板与槽道之间的距离小于物料的厚度,所述的装盒装置还包括物料托盘,所述的物料托盘上呈矩阵式分布有多根定位柱,左右方向上的定位柱列数与槽道的个数相等,物料托盘放在支撑台上后,每列定位柱对应与一个槽道。2.根据权利要求1所述的半自动磁芯装盒装置,其特征在于:所述的护板上对应于每个槽道均开设有一个长孔。3.根据权利要求1所述的半自动磁芯装盒装置,其特征在于:所述的电机为步进电机。4.根据权利要求1所述的半自动磁芯装盒装置,其特征在于:所述的v形压板的一条v形边与护板平行,另一条v形边为水平。5.根据权利要求1所述的半自动磁芯装盒装置,其特征在于:在机架内左右两侧具有定位板,托盘两侧位于定位板之间。
技术总结
半自动磁芯装盒装置,包括机架,在机架上安装有前后方向的丝杠,丝杠通过电机驱动,在丝杠的螺母滑块上配合有支撑台,支撑台固定连接有限位板,在丝杠上方的机架上固定连接有向下倾斜的料槽,料槽尾端的一段在左右方向上通过固定连接在料槽底部的隔板分割成多个槽道,每个槽道的下端面均开设有一个U形口,在槽道上覆盖有护板,在各U形口上方的护板上均通过弹簧铰链铰接有一块V形压板,装盒装置还包括物料托盘,所述的物料托盘上呈矩阵式分布有多根定位柱,物料托盘放在支撑台上后,每列定位柱对应与一个槽道。本装置有效的提高了效率。本装置有效的提高了效率。本装置有效的提高了效率。
技术研发人员:高仪隆 陈砚斌 纪贺然 田坤
受保护的技术使用者:安阳佳友非晶科技有限公司
技术研发日:2022.10.10
技术公布日:2023/1/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1