一种自动挡风线圈绕线机的制作方法
1.本实用新型涉及线圈卷绕装置领域,尤其涉及一种自动挡风线圈绕线机。
背景技术:
2.线圈为环形的导线绕组,通常为导线一圈圈的绕于线圈筒体上,最常见的线圈应用有:马达、电感、变压器和环形天线等。线圈大多通过绕线机来进行缠绕生产,这种方式相比工人手工生产能大大提高生产效率。
3.目前常见的绕线装置如申请公布号为cn10313732 a的中国专利申请公布的芯线圈的绕线装置,该装置具备第一绕线夹具,支承被绕线部件的一端并旋转,使堤形绕线形成于被绕线部件的一端侧;第二卷绕夹具,支承被绕线部件的另一端并旋转,将线材卷绕于从堤形绕线到另一端的被绕线部件;卷绕夹具移动机构,能使第一、第二卷绕夹具的任一方沿三个轴方向移动。
4.然而,传统的绕线设备没有加热单元,只能生产裸线,线圈绕制完成后,为了使线圈互相黏住不散线,都是用胶水固定,这样不但成本浪费,而且外观难看有胶水裸漏,另外点胶的量以及位置人工不好控制,质量上面影响较大。传统的绕线设备不设加热单元的原因是:加热后的线圈更容易变形,在脱模过程中,脱模时的拉力会导致线圈出现轻微的弯曲,导致线圈的薄厚不均。
技术实现要素:
5.本实用新型提供一种自动挡风线圈绕线机,以解决现有的绕线技术在绕线过程中无法对线圈加热,导致绕好线圈后还需要进行胶水粘结的缺陷。
6.为解决上述技术问题,本实用新型提供的技术方案为:
7.本实用新型涉及的一种自动挡风线圈绕线机,包括安装于设备支撑平台上的第一绕线轴部和第二绕线轴部,第一绕线轴部和第二绕线轴部中的其中一个配有旋转电机,第一绕线轴部和第二绕线轴部配合夹紧绕线模具,并通过旋转电机带动绕线模具旋转,所述的第一绕线轴部和第二绕线轴部之间设有绕线加热热风枪,用于在绕线过程中对绕线模具及绕线胚料进行加热;所述的设备支撑平台上还设有挡风机构,挡风机构在线圈脱模时挡住绕线加热热风枪的出风口。
8.所述的绕线胚料为表面设有自粘层的铜线,绕线过程中,通过绕线加热热风枪吹出的热风使得自粘层融化,冷却后,自粘层重新固化将各层线圈粘结在一起。
9.优选地,所述的挡风机构包括伸缩气缸和挡板,挡板固定在伸缩气缸的伸缩杆的端部。
10.优选地,所述的伸缩气缸配有电磁阀,电磁阀用于控制伸缩气缸的运行。
11.优选地,所述的第一绕线轴部的侧方设有剪线机构,用于在绕线完成后剪断绕线胚料。
12.优选地,所述的第二绕线轴部配有定程机构,用于调整第一绕线轴部和第二绕线
轴部之间的间距。
13.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
14.本实用新型涉及的一种自动挡风线圈绕线机在第一绕线轴部和第二绕线轴部之间设有绕线加热热风枪,绕线加热热风枪的出风口处配有挡风机构,所采用的绕线胚料为带自粘层的铜线,绕线前通过绕线加热热风枪先对绕线模具进行预热,绕线过程中也始终通过绕线加热热风枪对铜线进行加热,使得绕线过程中自粘层融化,使各层线圈粘结,无需后续胶水粘结,由于绕线时内部有绕线模具支撑,即使线圈受热也不会变形,待绕线完成后,用挡风机构挡住绕线加热热风枪的出风口,铜线迅速冷却,待冷却后对线圈进行脱模,避免线圈脱模时出现变形的问题。
附图说明
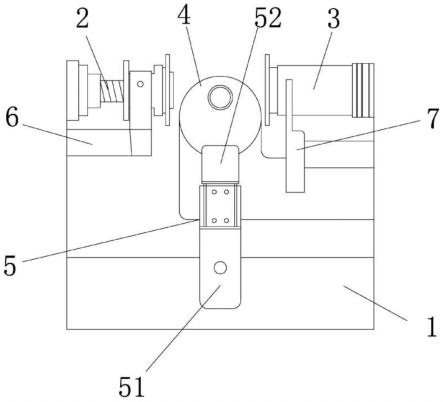
15.图1是本实用新型涉及的自动挡风线圈绕线机绕线状态的示意图;
16.图2是本实用新型涉及的自动挡风线圈绕线机脱模状态的示意图。
17.图中:1-设备支撑平台,2-第一绕线轴部,3-第二绕线轴部,4-绕线加热热风枪,5-挡风机构,51-伸缩气缸,52-挡板,6-剪线机构,7-定程机构。
具体实施方式
18.为进一步了解本实用新型的内容,结合实施例对本实用新型作详细描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
19.参照附图1所示,本实用新型涉及的一种自动挡风线圈绕线机包括安装于设备支撑平台1上的第一绕线轴部2和第二绕线轴部3,第一绕线轴部2和第二绕线轴部3中的其中一个配有旋转电机,第一绕线轴部2和第二绕线轴部3配合夹紧绕线模具,并通过旋转电机带动绕线模具旋转;所述的第一绕线轴部2的侧方设有剪线机构6,用于在绕线完成后剪断绕线胚料;所述的第二绕线轴部3配有定程机构7,用于调整第一绕线轴部2和第二绕线轴部3之间的间距,进而夹住不同宽度的绕线模具,生产不同宽度的线圈。
20.以上结构为传统的绕线机组,本实施例不再详细阐述,绕线机组的结构也不局限于上述结构,可以用市场上任何一个绕线机组替代。
21.在传统绕线机组的基础上,本实施例在所述的第一绕线轴部2和第二绕线轴部3之间设有绕线加热热风枪4,用于在绕线过程中对绕线模具及绕线胚料进行加热;所述的设备支撑平台1上还设有挡风机构5,挡风机构5包括伸缩气缸51和挡板52,挡板52固定在伸缩气缸51的伸缩杆的端部,所述的伸缩气缸51配有电磁阀,电磁阀用于控制伸缩气缸51的运行;所述的挡风机构5在线圈脱模时挡住绕线加热热风枪4的出风口。
22.采用上述自动挡风线圈绕线机对表面设有自粘层的铜线进行绕线,绕线方式为:首先用第一绕线轴部2和第二绕线轴部3夹紧绕线模具,根据线圈宽度选择合适的绕线模具并通过定程机构7控制两绕线轴部的间距,进而使得第一绕线轴部2和第二绕线轴部3夹住绕线模具,采用绕线加热热风枪4对绕线模具进行预热,以避免自粘层染化温度不足的问题;然后将铜线的端部绕在绕线模具上,启动电机使得绕线模具旋转,进而实现绕线,绕线过程中,线加热热风枪4始终对线圈进行加热,以保证铜线表面的自粘层软化;线圈绕线完成后,用剪线机构6剪断多余的铜线,绕线机的程序给电磁阀发出信号,启动伸缩气缸51使
得挡板52完全盖住线加热热风枪4,如图2所示,线圈在没有热风的作用下迅速冷却,软化后的自粘层重新硬化,将各层铜线粘结在一起,待完全冷却后对线圈进行脱模操作。采用该方法生产的线圈后续无需再胶水粘结,更容易控制线圈的质量。
23.以上结合实施例对本实用新型进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍属于本实用新型的专利涵盖范围之内。
技术特征:
1.一种自动挡风线圈绕线机,包括安装于设备支撑平台上的第一绕线轴部和第二绕线轴部,第一绕线轴部和第二绕线轴部中的其中一个配有旋转电机,第一绕线轴部和第二绕线轴部配合夹紧绕线模具,并通过旋转电机带动绕线模具旋转,其特征在于:所述的第一绕线轴部和第二绕线轴部之间设有绕线加热热风枪,用于在绕线过程中对绕线模具及绕线胚料进行加热;所述的设备支撑平台上还设有挡风机构,挡风机构在线圈脱模时挡住绕线加热热风枪的出风口。2.根据权利要求1所述的自动挡风线圈绕线机,其特征在于:所述的挡风机构包括伸缩气缸和挡板,挡板固定在伸缩气缸的伸缩杆的端部。3.根据权利要求2所述的自动挡风线圈绕线机,其特征在于:所述的伸缩气缸配有电磁阀,电磁阀用于控制伸缩气缸的运行。4.根据权利要求1所述的自动挡风线圈绕线机,其特征在于:所述的第一绕线轴部的侧方设有剪线机构,用于在绕线完成后剪断绕线胚料。5.根据权利要求1所述的自动挡风线圈绕线机,其特征在于:所述的第二绕线轴部配有定程机构,用于调整第一绕线轴部和第二绕线轴部之间的间距。
技术总结
本实用新型涉及一种自动挡风线圈绕线机,属于线圈卷绕装置领域,包括安装于设备支撑平台上的第一绕线轴部和第二绕线轴部,第一绕线轴部和第二绕线轴部中的其中一个配有旋转电机,第一绕线轴部和第二绕线轴部配合夹紧绕线模具,并通过旋转电机带动绕线模具旋转,所述的第一绕线轴部和第二绕线轴部之间设有绕线加热热风枪,用于在绕线过程中对绕线模具及绕线胚料进行加热;所述的设备支撑平台上还设有挡风机构,挡风机构在线圈脱模时挡住绕线加热热风枪的出风口。本实用新型绕线后的线圈无需后续胶水粘结,绕线完成后,用挡风机构挡住绕线加热热风枪的出风口,铜线迅速冷却后脱模,避免线圈脱模时出现变形的问题。避免线圈脱模时出现变形的问题。避免线圈脱模时出现变形的问题。
技术研发人员:牛元亮 王业明
受保护的技术使用者:杭州腾宇光电有限公司
技术研发日:2022.10.31
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1