一种端子自动穿线压接装置的制作方法
本技术涉及电缆端子组合,具体涉及一种端子自动穿线压接装置。
背景技术:
1、现有的端子压接一般采用手工压接机压接,工作员手工将线穿入端子后,再将端子穿入端子芯中,然后压接。由于端子压接孔与线芯间隙只有0.25mm左右,线芯是由多股铜丝组成,正常情况下经过剥皮后得到的线芯头部都会有轻微散开,因此压接后产品受人工影响很大,人工穿入的深浅都会造成产品不良,而且这种手工压接方式劳动强度非常大,一个班8小时产量基本不超过300件,效率极其低下,同时,现有压接设备比较单一,不能满足不同尺寸端子与线缆的压接。
2、因此,需要对现有的端子压接设备做出改进,以克服现有设备的不足。
技术实现思路
1、本公开实施例提供一种端子自动穿线压接装置,解决了以上问题,本公开实施例提供的具体技术方案如下:
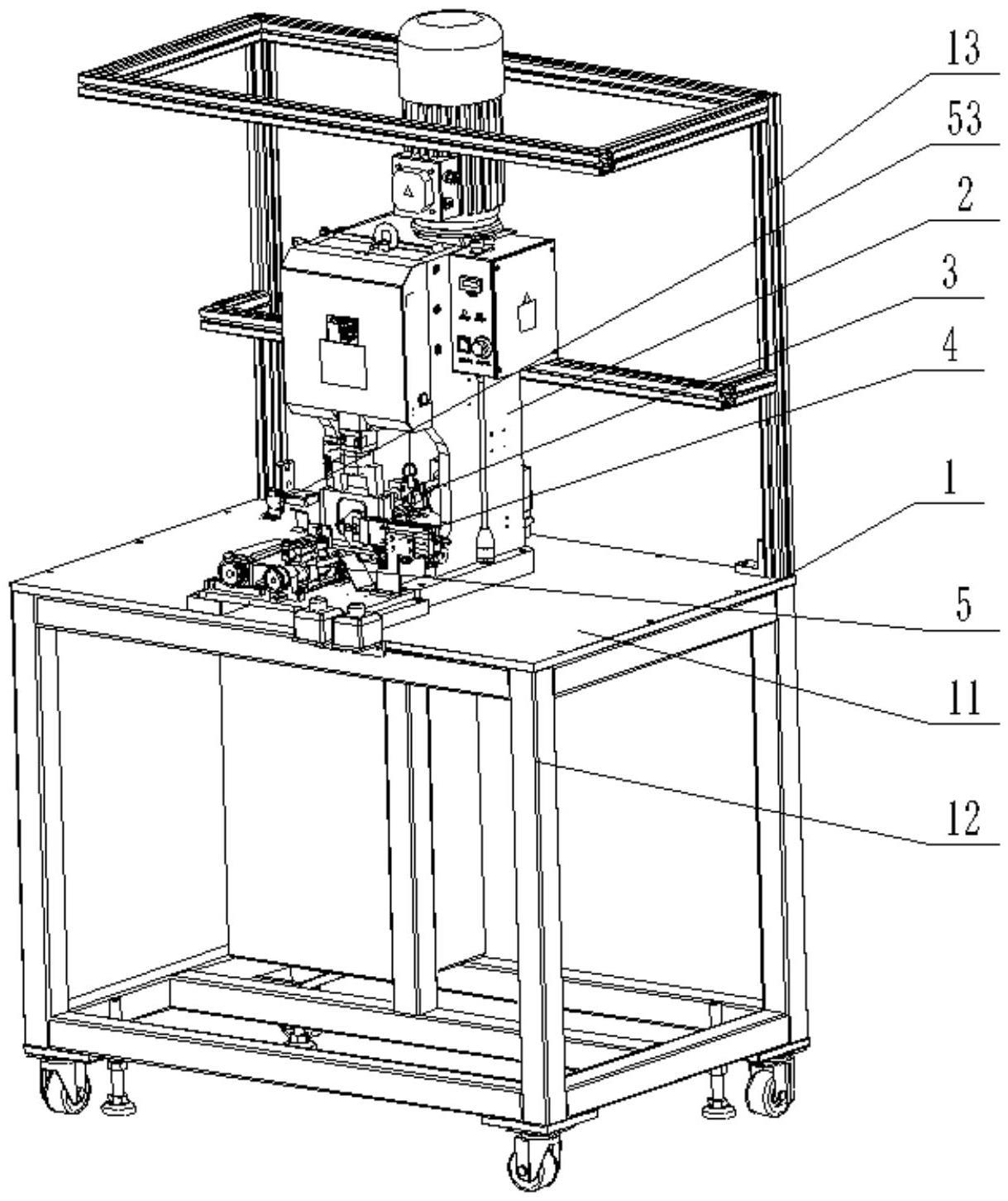
2、一种端子自动穿线压接装置,包括:
3、机架;
4、设置于所述机架上的压接机构;
5、端子定位组件,所述端子定位组件设置于所述压接机构的一侧,端子定位组件在预装位置和预定压接位置之间往复移动;
6、导向组件,所述导向组件设置于所述压接机构的另一侧,用于供线缆穿过,并对线缆进行导向及定位至所述预装位置;
7、其中,所述端子定位组件包括可调节夹持机构,所述可调节夹持机构可拆卸连接有不同尺寸的连接件,所述连接件连接与之匹配的端子,所述端子与线缆通过所述压接机构在所述预定压接位置压接。
8、由此,通过设置端子定位组件和导向组件,可以自动完成端子与线缆的自动压接,通过可调节夹持机构,兼容性加大,可以满足不同尺寸的端子,整个装置设计结构简单,并且提高了工作效率。
9、优选的,所述端子处于所述预定压接位置的状态下,所述端子的轴线与所述线缆的轴线平行或重合。
10、由此,通过设定端子的轴线与线缆的轴线配合状态,保证端子与线缆压接准确。
11、优选的,所述可调节夹持机构包括底座、夹持件和插销,所述夹持件相对于所述底座可旋转地连接,所述夹持件供所述连接件插入,所述插销穿过所述夹持件和连接件,将所述连接件固定。
12、由此,通过设定夹持件相对于所述底座可旋转地连接,可将连接件快速的拆卸。
13、优选的,所述底座具有竖直安装的平板部,自所述平板部的顶表面凹陷形成开口槽;所述夹持件一端卡持安装至所述开口槽,另一端设置有供所述连接件插入的空腔,所述空腔外壁设有供所述插销插入的通孔a。
14、由此,通过设置开口槽,保证夹持件可旋转的与其连接,通过夹持件设置空腔,保证连接件与夹持件连接时有可调整间隙。
15、优选的,所述连接件为回转体,所述回转体的回转轴线垂直于所述平板部。
16、由此,将连接件设计成回转体,加工简单,同时将回转体的回转轴线垂直于所述平板部又确定了连接件的位移方向。
17、优选的,所述回转体一端设有供所述插销插入的通孔b,另一端的端面向内凹陷形成与对应端子匹配的定位孔。
18、由此,将回转体一端设有通孔,通过插销可快速的将连接件和夹持件进行拆卸,将回转体另一端设有向内凹陷的定位孔,保证了端子的定位。
19、优选的,所述端子定位组件还包括驱动机构,所述驱动机构构造成带动所述连接件沿预装位置和预定压接位置之间往复运动。
20、由此,通过设置驱动机构,实现连接件在预装位置和压接位置之间进行往复移动。
21、优选的,所述驱动机构包括电机、丝杠组件和同步带轮组件;所述同步带轮组件中的一个同步带轮与所述电机的输出轴相连,另一个同步带轮与所述丝杠组件相连;所述同步带轮包括左右布置的两个同步带轮及张紧于两同步带轮上的同步带。
22、由此,通过设置同步带轮组件和丝杠组件,可使连接件平稳的进行往复移动。
23、优选的,还包括穿线组件,所述穿线组件设置于所述导向组件的上游侧,用于带动所述线缆穿过所述导向组件以定位至所述预装位置。
24、由此,通过设置穿线组件,实现线缆自动穿入端子中。
25、优选的,所述导向组件包括滑台气缸,所述滑台气缸前端设有导向夹爪气缸,所述导向夹爪气缸前端设有对线缆进行导向的一对导向件;所述一对导向件配合形成与线缆匹配的孔。
26、由此,通过设置导向组件,使线缆经过导向组件,避免因线缆散开造成线缆与端子压接不合格。
27、本实用新型具有以下有益效果:
28、1、本实用新型的一种闭环端子密封圈自动装配装置通过设置端子定位组件和导向组件,可以自动完成端子与线缆的自动压接,通过可调节夹持机构,兼容性加大,可以满足不同尺寸的端子,整个装置设计结构简单,并且提高了工作效率。
29、2、本实用新型的一种闭环端子密封圈自动装配装置通过设定夹持件相对于所述底座可旋转地连接,可将连接件快速的拆卸。
30、3、本实用新型的一种闭环端子密封圈自动装配装置通过设置穿线组件,实现线缆自动穿入端子中。
技术特征:
1.一种端子自动穿线压接装置,其特征在于,包括:
2.根据权利要求1所述的端子自动穿线压接装置,其特征在于,所述端子处于所述预定压接位置的状态下,所述端子的轴线与所述线缆的轴线平行、重合。
3.根据权利要求1所述的端子自动穿线压接装置,其特征在于,所述可调节夹持机构包括底座、夹持件和插销,所述夹持件相对于所述底座可旋转地连接,所述夹持件供所述连接件插入,所述插销穿过所述夹持件和连接件,将所述连接件固定。
4.根据权利要求3所述的端子自动穿线压接装置,其特征在于,所述底座具有竖直安装的平板部,自所述平板部的顶表面凹陷形成开口槽;所述夹持件一端卡持安装至所述开口槽,另一端设置有供所述连接件插入的空腔,所述空腔外壁设有供所述插销插入的通孔a。
5.根据权利要求4所述的端子自动穿线压接装置,其特征在于,所述连接件为回转体,所述回转体的回转轴线垂直于所述平板部。
6.根据权利要求5所述的端子自动穿线压接装置,其特征在于,所述回转体一端设有供所述插销插入的通孔b,另一端的端面向内凹陷形成与对应端子匹配的定位孔。
7.根据权利要求6所述的端子自动穿线压接装置,其特征在于,所述端子定位组件还包括驱动机构,所述驱动机构构造成带动所述连接件沿预装位置和预定压接位置之间往复运动。
8.根据权利要求7所述的端子自动穿线压接装置,其特征在于,所述驱动机构包括电机、丝杠组件和同步带轮组件;所述同步带轮组件中的一个同步带轮与所述电机的输出轴相连,另一个同步带轮与所述丝杠组件相连;所述同步带轮包括左右布置的两个同步带轮及张紧于两同步带轮上的同步带。
9.根据权利要求1所述的端子自动穿线压接装置,其特征在于,还包括穿线组件,所述穿线组件设置于所述导向组件的上游侧,用于带动所述线缆穿过所述导向组件以定位至所述预装位置。
10.根据权利要求1所述的端子自动穿线压接装置,其特征在于,所述导向组件包括滑台气缸,所述滑台气缸前端设有导向夹爪气缸,所述导向夹爪气缸前端设有对线缆进行导向的一对导向件;所述一对导向件配合形成与线缆匹配的孔。
技术总结
本文公开了一种端子自动穿线压接装置,包括:机架;设置于所述机架上的压接机构;端子定位组件,所述端子定位组件设置于所述压接机构的一侧,用于带动端子在预装位置和预定压接位置之间往复移动;导向组件,所述导向组件设置于所述压接机构的另一侧,用于供线缆穿过,并对线缆进行导向及定位至所述预装位置;其中,所述端子定位组件包括可调节夹持机构,所述可调节夹持机构可拆卸连接有不同尺寸的连接件,所述连接件连接与之匹配的端子,所述端子与线缆通过所述压接机构在所述预定压接位置压接。本文的一种闭环端子密封圈自动装配装置通过可调节夹持机构,兼容性加大,可以满足不同尺寸的端子,整个装置设计结构简单,并且提高了工作效率。
技术研发人员:王超
受保护的技术使用者:长春捷凯欧托凯勃铝线束汽车配件有限公司
技术研发日:20221110
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!