一种半自动排线机的制作方法
本技术涉及机械领域,特别是涉及一种半自动排线机。
背景技术:
1、数据线中有很多芯线,而在其生产是需要将芯线按照顺序依次排在卡线齿,而现有的排线方法很多是人工排线,人工排线是指人工将剥好外被的线材里的芯线按顺序依次排入卡线齿中,其缺点是人工排线速度非常慢,一般一条数据线生产自动线需要4~6人排线,因此浪费人力,且人工排线容易出错,排线效率低下。
技术实现思路
1、为解决上述技术问题,本实用新型提出了一种半自动排线机。本实用新型外部水的阻隔通过防护与导流的方式进行,可以相比直接进线孔的方式阻水效果良好,可以阻挡直接雨水侵袭,或通过导线导引的间接雨水侵袭。
2、本实用新型的目的通过以下技术方案实现:
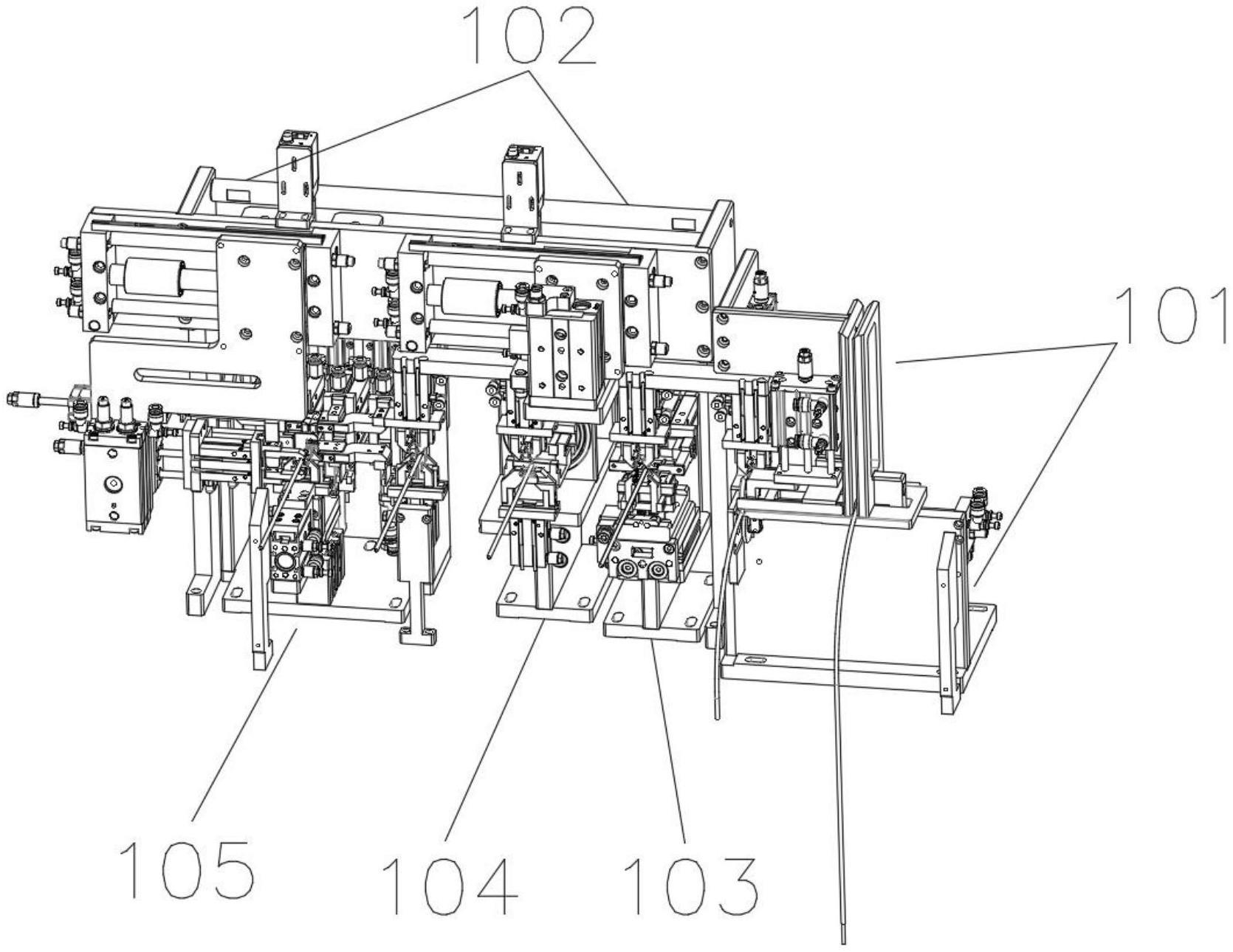
3、一种半自动排线机,包括工作台面,工作台面右侧安装有上线组件,上方安装有送线组件、工作台面下方从右向左依次安装有拉线组件、定线组件和排线组件;所述上线组件包括固定底座,固定底座上固定有送线托板,送线托板的左端形成有下凹的卡槽;送线托板上方安装有固定在固定底座上的两个挡线板,两个挡线板之间为与卡槽配合的导向间隙;挡线板左侧安装有压线气缸,压线气缸底部连接有压线钣金,压线气缸左侧安装有惰轮升降气缸,惰轮升降气缸连接有移线惰轮;送线托板上还固定有移线电机,移线电机连接有与移线惰轮配合的移线主动轮;移线惰轮上方安装有用于检测线材的线头的光电开关。
4、进一步的改进,所述送线组件包括送线安装支架,送线安装支架两侧分别安装有横向移动的第一移位气缸和第二移位气缸,其中第一移位气缸连接有取线升降气缸,取线升降气缸连接有四个从左向右依次排列的取线夹爪气缸;第二移位气缸连接有放线升降气缸,放线升降气缸连接有放线旋转气缸,放线旋转气缸连接有放线夹爪气缸,送线安装支架上形成有与放线夹爪气缸配合的卡线齿。
5、进一步的改进,所述拉线组件包括拉线安装支架,安装支架顶部后端安装有夹线气缸,安装支架前端安装有拉线气缸,拉线气缸通过拉线缓冲滑块连接有拉线夹爪气缸。
6、进一步的改进,所述定线组件包括定线安装支架,定线安装支架上安装有旋转电机和夹线气缸,旋转电机连接有旋转夹线气缸;旋转夹线气缸与夹线气缸之间的上方安装有第一ccd镜头。
7、进一步的改进,所述排线组件包括排线安装支架,排线安装支架底部安装有夹线升降气缸,夹线升降气缸连接有纵向移动的夹线移位气缸,夹线移位气缸连接有夹线气缸,排线安装支架上部安装有排线电机,排线电机连接有排线夹爪气缸,排线夹爪气缸连接有排线齿。
8、本实用新型的有益效果在于:
9、设备操作简单,动作流畅,用机器来代替人工操作,减除工站之中所用人力的同时提升产品的质量,提高生产效率及节省生产成本。
技术特征:
1.一种半自动排线机,其特征在于,包括工作台面,工作台面右侧安装有上线组件(101),上方安装有送线组件(102)、工作台面下方从右向左依次安装有拉线组件(103)、定线组件(104)和排线组件(105);所述上线组件(101)包括固定底座(201),固定底座(201)上固定有送线托板(204),送线托板(204)的左端形成有下凹的卡槽(212);送线托板(204)上方安装有固定在固定底座(201)上的两个挡线板(202),两个挡线板(202)之间为与卡槽(212)配合的导向间隙(213);挡线板(202)左侧安装有压线气缸(205),压线气缸(205)底部连接有压线钣金(206),压线气缸(205)左侧安装有惰轮升降气缸(207),惰轮升降气缸(207)连接有移线惰轮(208);送线托板(204)上还固定有移线电机(209),移线电机(209)连接有与移线惰轮(208)配合的移线主动轮(210);移线惰轮(208)上方安装有用于检测线材的线头的光电开关(211)。
2.如权利要求1所述的半自动排线机,其特征在于,所述送线组件(102)包括送线安装支架(301),送线安装支架(301)两侧分别安装有横向移动的第一移位气缸(302)和第二移位气缸(3021),其中第一移位气缸(302)连接有取线升降气缸(303),取线升降气缸(303)连接有四个从左向右依次排列的取线夹爪气缸(304);第二移位气缸(3021)连接有放线升降气缸(305),放线升降气缸(305)连接有放线旋转气缸(306),放线旋转气缸(306)连接有放线夹爪气缸(308),送线安装支架(301)上形成有与放线夹爪气缸(308)配合的卡线齿(307)。
3.如权利要求1所述的半自动排线机,其特征在于,所述拉线组件(103)包括拉线安装支架(401),安装支架(401)顶部后端安装有第一夹线气缸(402),安装支架(401)前端安装有拉线气缸(403),拉线气缸(403)通过拉线缓冲滑块(404)连接有拉线夹爪气缸(405)。
4.如权利要求1所述的半自动排线机,其特征在于,所述定线组件(104)包括定线安装支架(501),定线安装支架(501)上安装有旋转电机(504)和第二夹线气缸(502),旋转电机(504)连接有旋转夹线气缸(503);旋转夹线气缸(503)与第二夹线气缸(502)之间的上方安装有第一ccd镜头(505)。
5.如权利要求1所述的半自动排线机,其特征在于,所述排线组件(105)包括排线安装支架(601),排线安装支架(601)底部安装有夹线升降气缸(602),夹线升降气缸(602)连接有纵向移动的夹线移位气缸(603),夹线移位气缸(603)连接有第三夹线气缸(604),排线安装支架(601)上部安装有排线电机(606),排线电机(606)连接有排线夹爪气缸(607),排线夹爪气缸(607)连接有排线齿(608)。
技术总结
本技术公开了一种半自动排线机构,包括上线组件、送线组件、拉线组件、定线组件、排线组件。所述的上线组件、送线组件、拉线组件、定线组件、排线组件安装在工作台面上。本技术通过人工将线材依次放入上线组件中,上线组件完成线材的自动出料和线头的初定位,送线组件完成线材的取放移位,将各工位线材依次送入下一工位,拉线组件进行线头的精准定位,定线工位通过CCD拍照检测,将线材旋转至适合排线的角度,排线组件对芯线进行排线,最后由送线组件进行下线,设备操作简单,动作流畅,用机器来代替人工操作,减除工站之中所用人力的同时提升产品的质量,提高生产效率及节省生产成本。
技术研发人员:张渊,陈启东,谢来华,王强鑫,舒超帆,陈驰
受保护的技术使用者:常德富博智能科技有限公司
技术研发日:20221213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!