一种电芯模组堆叠台的制作方法
本技术属于电池制造,尤其涉及一种电芯模组堆叠台。
背景技术:
1、随着汽车新能源行业的蓬勃发展,电池的应用越来越广泛。现有的电池通常需要将单个的电芯组装成模组以满足汽车的动力需求,目前业内已涌现出大、长模组,一模组会包含二十片以上电芯单元。电芯自动化生产线对电芯的组装流程大致包括上料、测试、翻转、堆叠过程,将待加工的电芯进行测试、加工、组装后,将电芯堆叠在一起。
2、经过了测试、加工、组装后,将电芯一层一层对中堆叠时,每两层电芯之间需要加入泡棉,并通过胶水,将电芯和泡棉粘合在一起。现有技术中,一般是通过夹持组件将电芯单元依次推到收料的位置,实现电芯单元的依次粘合。这种方式堆叠的电芯模组的对中误差要大于0.5mm,已无法满足日益提高的市场需求
技术实现思路
1、为了解决相关技术中的问题,本申请提供了一种电芯模组堆叠台在堆叠电芯单元时对电芯模组进行对中定位,有效提高了堆叠精度。
2、技术方案如下:
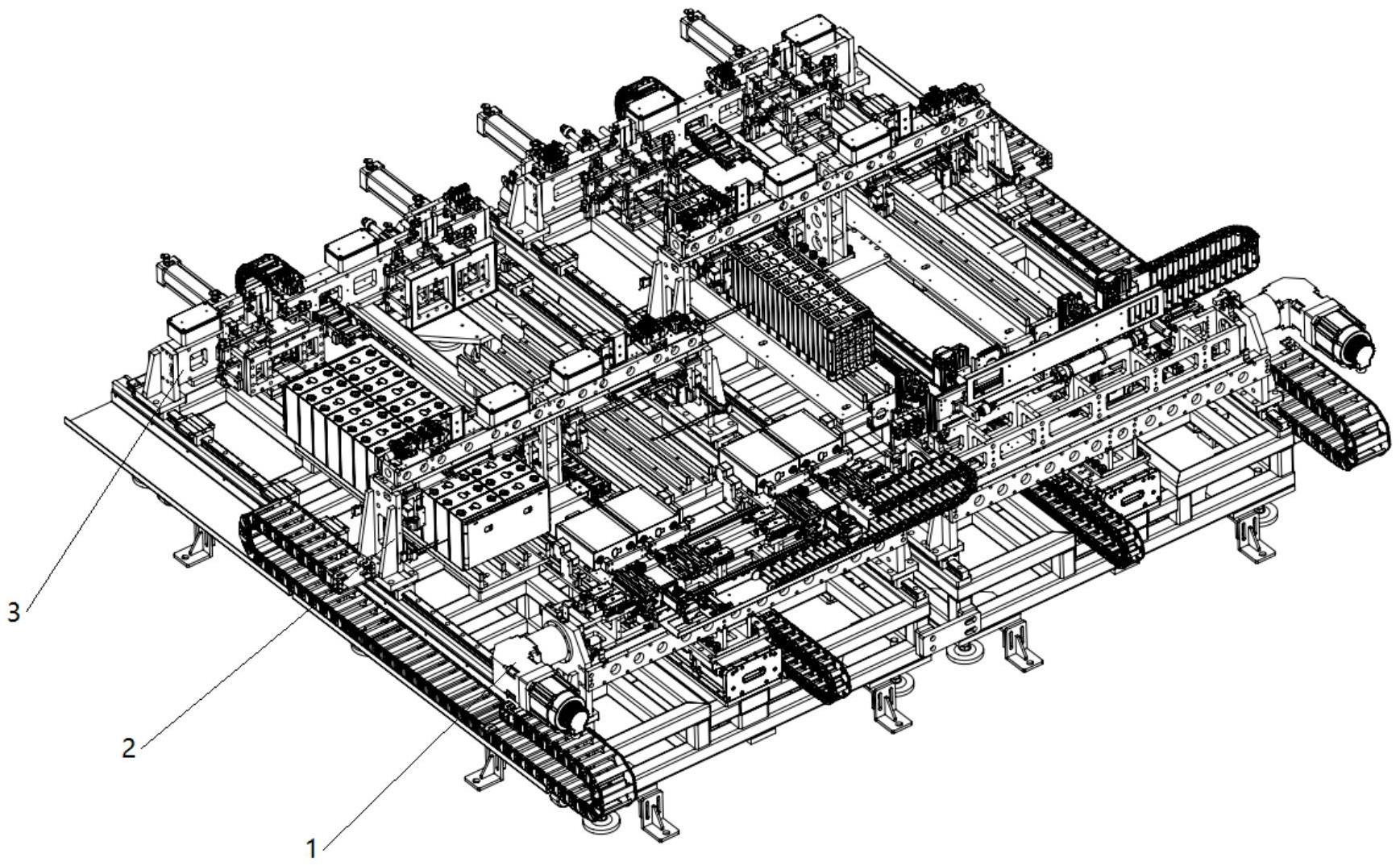
3、一种电芯模组堆叠台,包括接料部、规整部、收料部和滑轨,其中:接料部、规整部和收料部顺次排列,且中心线为共线设置;收料部被配置为定位电芯模组的堆叠初始位置;接料部和规整部滑动连接于滑轨上;接料部被配置为接收电芯单元并将电芯单元转运至规整部;规整部被配置为将电芯单元与收料部对中后,推动电芯单元向收料部移动,以堆叠形成电芯模组。
4、通过接料部、规整部和收料部的中心线共线设置,保证了相邻电芯单元的准确对中,从而保证电芯模组的对中堆叠的准确性,实现了对中误差小于0.5mm。
5、进一步地,接料部包括框架、第一支架、至少一个夹持组件和驱动组件,其中:第一支架滑动连接于滑轨;框架的两端分别转动连接于第一支架上;驱动组件的固定端安装在第一支架上;驱动组件被配置为驱动框架旋转;夹持组件安装在框架上,夹持组件被配置为夹持端板或至少一个电芯单元。
6、进一步地,夹持组件包括托板、第一夹持部和第二夹持部,托板用于承载电芯单元,第一夹持部用于从第一方向夹紧或松开电芯单元,第二夹持部用于从第二方向夹紧或松开电芯单元,第一方向与第二方向在同一平面内垂直,第一夹持部和第二夹持部用于使被夹紧的电芯单元与托板对中。
7、进一步地,夹持组件有两个第二夹持部,夹持组件夹持的电芯单元为两个,每个第二夹持部从第二方向单独夹紧或松开一块电芯单元;接料部包括调整气缸和直线导轨,直线导轨沿框架的长度方向安装在框架上,夹持组件通过直线导轨滑动连接于框架;调整气缸的固定端安装在框架上,调整气缸的驱动端连接于夹持组件上,调整气缸被配置为驱动夹持组件沿框架的长度方向移动。
8、设置两个第二夹持部可以提高同时夹持电芯单元的数量,提高加工效率。
9、进一步地,夹持组件至少为两组,接料部还包括关节轴承,关节轴承的两端分别连接于相邻两个夹持组件,关节轴承被配置为将多个夹持组件相对固定,调整气缸的驱动端连接于任一夹持组件上。
10、设置关节轴承可以在驱动任一夹持组件时同步驱动另一夹持组件,实现了单或双列电芯模组的同步适配,不需要更换夹具,提高了设备的应用范围。
11、进一步地,规整部包括第二支架、压持组件和定位组件,其中:第二支架滑动连接于滑轨;压持组件安装在第二支架靠近接料部的一侧;定位组件安装在第二支架靠近收料部的一侧;压持组件被配置为夹持接料部递送的电芯单元,并将电芯单元推入电芯模组使其紧密粘合;定位组件被配置为在压持组件将电芯单元推入电芯模组之前,将电芯模组最外侧的单元进行对中。
12、设置定位组件用于对中电芯模组最外侧的电芯单元,防止堆叠过长后,误差累计后导致电芯模组倾斜,起到预防倾斜的作用。
13、进一步地,压持组件包括双头气缸、第一夹爪和第二夹爪,其中:第一夹爪和第二夹爪的结构相同,且均设置为l型结构,第一夹爪的第一侧面贴合电芯单元的宽度方向端面,第一夹爪的第二侧面贴合电芯单元的长度方向端面,第一侧面与第二侧面垂直;第一夹爪和第二夹爪对称设置;第一夹爪和第二夹爪均滑动连接于第二支架;双头气缸两端的驱动端分别连接于第一夹爪和第二夹爪。
14、设置l型的夹爪可以方便地推动电芯单元,保证相邻的电芯单元紧密粘合。
15、进一步地,定位组件包括定位气缸、第一定位爪和第二定位爪,其中:第一定位爪和第二定位爪对向设置;第一定位爪和第二定位爪均滑动连接于第二支架;定位气缸被配置为驱动第一定位爪和第二定位爪同步相向运动。
16、设置定位组件可以防止电芯模组由于堆叠过长导致倾斜。
17、进一步地,收料部包括钢架、至少一组夹固组件和驱动气缸,其中:钢架滑动连接于滑轨;夹固组件安装在钢架上;驱动气缸被配置为驱动钢架沿滑轨移动;夹固组件被配置为夹持电芯模组的端板。
18、设置收料部可以定位固定电芯模组。
19、进一步地,夹固组件包括安装在钢架上的背板、横向夹爪组和竖向夹爪组,其中:背板选用绝缘材质;横向夹爪组的夹持端设于背板的横向两侧;竖向夹爪组的夹持端设于背板的竖向两侧;横向夹爪组和竖向夹爪组被配置为夹持电芯模组的端板;背板被配置为抵接电芯模组的端板。
20、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本实用新型。
技术特征:
1.一种电芯模组堆叠台,其特征在于,所述电芯模组堆叠台包括接料部、规整部、收料部和滑轨,其中:
2.根据权利要求1所述的电芯模组堆叠台,其特征在于,所述接料部包括框架、第一支架、至少一个夹持组件和驱动组件,其中:
3.根据权利要求2所述的电芯模组堆叠台,其特征在于,所述夹持组件包括托板、第一夹持部和第二夹持部,所述托板用于承载电芯单元,所述第一夹持部用于从第一方向夹紧或松开电芯单元,所述第二夹持部用于从第二方向夹紧或松开电芯单元,所述第一方向与第二方向在同一平面内垂直,所述第一夹持部和所述第二夹持部用于使被夹紧的电芯单元与所述托板对中。
4.根据权利要求3所述的电芯模组堆叠台,其特征在于,所述夹持组件有两个第二夹持部,所述夹持组件夹持的电芯单元为两个,每个所述第二夹持部从第二方向单独夹紧或松开一块电芯单元;
5.根据权利要求4所述的电芯模组堆叠台,其特征在于,所述夹持组件至少为两组,所述接料部还包括关节轴承,所述关节轴承的两端分别连接于相邻两个所述夹持组件,所述关节轴承被配置为将多个所述夹持组件相对固定,所述调整气缸的驱动端连接于任一所述夹持组件上。
6.根据权利要求1所述的电芯模组堆叠台,其特征在于,所述规整部包括第二支架、压持组件和定位组件,其中:
7.根据权利要求6所述的电芯模组堆叠台,其特征在于,所述压持组件包括双头气缸、第一夹爪和第二夹爪,其中:
8.根据权利要求6所述的电芯模组堆叠台,其特征在于,所述定位组件包括定位气缸、第一定位爪和第二定位爪,其中:
9.根据权利要求1所述的电芯模组堆叠台,其特征在于,所述收料部包括钢架、至少一组夹固组件和驱动气缸,其中:
10.根据权利要求9所述的电芯模组堆叠台,其特征在于,所述夹固组件包括安装在所述钢架上的背板、横向夹爪组和竖向夹爪组,其中:
技术总结
本技术公开了一种电芯模组堆叠台,包括接料部、规整部、收料部和滑轨,其中:接料部、规整部和收料部顺次排列,且中心线为共线设置;收料部被配置为定位电芯模组的堆叠初始位置;接料部和规整部滑动连接于滑轨上;接料部被配置为接收电芯单元并将电芯单元转运至规整部;规整部被配置为将电芯单元与收料部对中后,推动电芯单元向收料部移动,以堆叠形成电芯模组。通过接料部、规整部和收料部的中心线共线设置,保证了相邻电芯单元的准确对中,从而保证电芯模组的对中堆叠的准确性。
技术研发人员:解志俊,蔡斌,袁晶
受保护的技术使用者:无锡奥特维智能装备有限公司
技术研发日:20221221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!