电芯极耳折弯及顶盖焊接生产线的制作方法
本技术涉及锂离子电池加工,特别涉及一种电芯极耳折弯及顶盖焊接生产线。
背景技术:
1、目前,动力电池一般由电池模组组成,电池模组中包括很多个电池。一个电池包含一个电芯,当然不同的电池根据工艺不同包含的电芯数量也不同。为了满足电芯的放电能力,每个电芯都自带正极顶盖。一般电芯有两个顶盖,分别为正极顶盖和负极顶盖,分布在电芯的两端。电芯在加工组装过程中需要对极耳折弯,对顶盖和铝壳进行压装预点焊,然后检测,最终检测合格的电芯通过物流线流入下一个工段。
2、现有动力电池极耳折弯、顶盖压装和预点焊设备大多由折弯预压装设备和顶盖压装及预点焊设备两台组成,大多为直线循环线结构,使得设备结构复杂,且整机尺寸太长,占地面积大,并根据电芯工艺进行功能部件进行简单的线性布局,导致设备过长,占地面积大,不好进行加工和运输。另外,具有分散折弯预压装的情况,即电芯定位一个工位,除尘一个工位,折弯一个工位,预压装一个工位,增加了整体的成本及设备的占地面积。而且,现有设备一次加工一个电芯,效率较低,不能满足现有的生产产能。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种电芯极耳折弯及顶盖焊接生产线,以提高电芯上下料的便利性,并使得生产布局更加合理。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
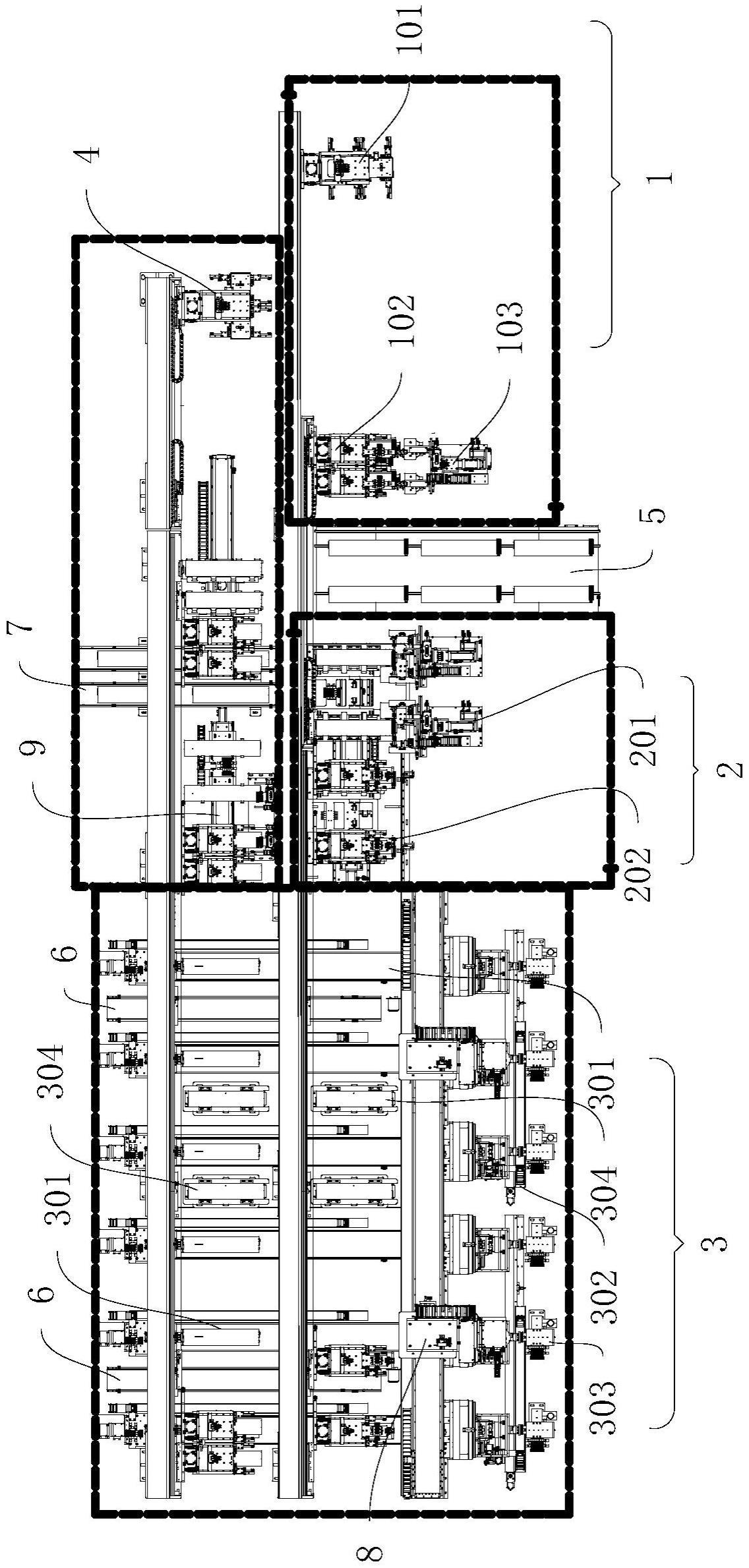
3、一种电芯极耳折弯及顶盖焊接生产线,包括依次设置的电芯上料区、极耳折弯及顶盖压装区、顶盖焊接区及下料输送区,所述电芯上料区和所述极耳折弯及顶盖压装区沿直线布置,并与所述下料输送区并列布置在所述顶盖焊接区的一侧;
4、所述电芯上料区和所述极耳折弯及顶盖压装区之间设有第一不良品带,所述第一不良品带用于将所述电芯上料区上的不合格电芯输送至预定位置;
5、所述顶盖焊接区内设有焊前检测装置和第二不良品带,所述焊前检测装置用于对压装有顶盖的电芯进行检测,所述第二不良品带用于输出焊前不合格电芯;
6、所述下料输送区内设有焊后检测装置和第三不良品带,所述焊后检测装置用于对焊接效果及电芯外观进行检测,所述第三不良品带用于输出焊后不合格电芯。
7、进一步的,所述电芯上料区设有依次布置的电芯上料单元和电芯旋转单元,所述电芯旋转单元用于将所述电芯上料单元上的电芯旋转预定角度。
8、进一步的,所述电芯旋转单元上设有用于对所述电芯的壳口进行除尘的壳口除尘机构,所述第一不良品带位于所述电芯旋转单元和所述极耳折弯及顶盖压装区之间。
9、进一步的,所述极耳折弯及顶盖压装区设有依次布置的极耳折弯单元和顶盖压装单元,所述极耳折弯单元用于对电芯极耳进行折弯,所述顶盖压装单元用于将所述顶盖预压装在所述电芯的壳口上。
10、进一步的,所述焊前检测装置包括用于对所述顶盖压装效果进行检测的3d轮廓仪。
11、进一步的,所述焊后检测装置包括用于对焊接效果及电芯外观进行检测的ccd相机。
12、进一步的,所述顶盖焊接区设有上下料机构、顶盖预点焊单元和顶盖焊接单元,所述上下料机构用于将经所述极耳折弯及顶盖压装区压装后的合格电芯输送至所述顶盖预点焊单元,以及用于将焊接完成后的电芯输送至所述下料输送区的一侧。
13、进一步的,所述顶盖焊接区还设有中转缓冲单元,所述中转缓冲单元用于存放经压装后的合格电芯。
14、进一步的,所述上下料机构为沿所述下料输送区的输送方向间隔布置的多个。
15、进一步的,所述顶盖预点焊单元包括对应各所述上下料机构设置的多个预点焊治具,所述顶盖焊接单元包括位于所述顶盖预点焊单元上方的多个焊机。
16、相对于现有技术,本实用新型具有以下优势:
17、本实用新型所述的电芯极耳折弯及顶盖焊接生产线,其通过依次设置电芯上料区、极耳折弯区及顶盖压装区用于生产电芯,有利于提高电芯上下料的便利性,同时能够合理布局,减少整个生产线占用的空间,提高产能。
18、此外,在电芯的上料区设有电芯旋转单元,有利于实现电芯姿态的变换,利于后续加工过程的顺利进行。而在电芯旋转单元上设有用于对电芯的壳口除尘的壳口除尘机构,有利于对电芯除尘,以防止在电芯极耳折弯过程中,异物损伤极耳,从而提高产品质量。在极耳折弯及顶盖压装区设有极耳折弯单元和顶盖压装单元,分别用于折弯极耳和预压装顶盖,以方便后续焊接过程的顺利进行。将焊前检测装置设置为包括3d轮廓仪,同时将焊后检测装置设置为ccd相机,其产品成熟,便于设置。
19、另外,在顶盖焊接区设有上下料机构,便于电芯的上料,提高上料效率,提升产能。并将上下料机构设置为沿下料输送区输送方向间隔布置的多个,有利于进一步提高生产效率。而顶盖预电焊单元包括多个与电焊治具,有利于多工位同时进行焊接过程,提高生产效率。
技术特征:
1.一种电芯极耳折弯及顶盖焊接生产线,其特征在于:
2.根据权利要求1所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
3.根据权利要求2所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
4.根据权利要求1所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
5.根据权利要求1所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
6.根据权利要求1所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
7.根据权利要求1至6中任一项所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
8.根据权利要求7所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
9.根据权利要求7所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
10.根据权利要求9所述的电芯极耳折弯及顶盖焊接生产线,其特征在于:
技术总结
本技术提供了一种电芯极耳折弯及顶盖焊接生产线,其包括依次设置的电芯上料区、极耳折弯及顶盖压装区、顶盖焊接区及下料输送区,电芯上料区和极耳折弯及顶盖压装区沿直线布置,并与下料输送区并列布置在顶盖焊接区的一侧,电芯上料区和极耳折弯及顶盖压装区之间设有第一不良品带,顶盖焊接区内设有焊前检测装置和第二不良品带,下料输送区内设有焊后检测装置和第三不良品带。本技术的电芯极耳折弯及顶盖焊接生产线,其通过依次设置电芯上料区、极耳折弯区及顶盖压装区用于生产电芯,有利于提高电芯上下料的便利性,同时能够合理布局,减少整个生产线占用的空间,提高产能。
技术研发人员:刘世玉
受保护的技术使用者:蜂巢能源科技(上饶)有限公司
技术研发日:20221221
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!