点胶塑封机的制作方法
本申请属于封装设备,更具体地说,是涉及一种点胶塑封机。
背景技术:
1、随着电子元器件产业的不断进步和快速发展,电子元器件产业都在向自动化、模块化发展。绕线片式电感器是一种常规的电子元器件,在绕线片式电感器的生产过程中,点胶封装是铁氧体/陶瓷磁芯绕线片式电感器生产的重要工序。
2、现有的点胶塑封机是在载带上点胶后,将磁芯置于胶料上进行压平、固化等步骤,实现对磁芯的塑封,在载带上点胶量大,胶料容易受环境温湿度的影响,且磁芯在放入载带后会出现下沉,容易造成胶料溢出,导致尺寸公差偏大,易产生气泡,载带上点胶量控制难度大,影响磁芯塑封质量。
技术实现思路
1、本申请实施例的目的在于提供一种点胶塑封机,以解决现有技术中存在的点胶塑封机在载带上点胶量大,载带上点胶量控制难度大,影响磁芯塑封质量的技术问题。
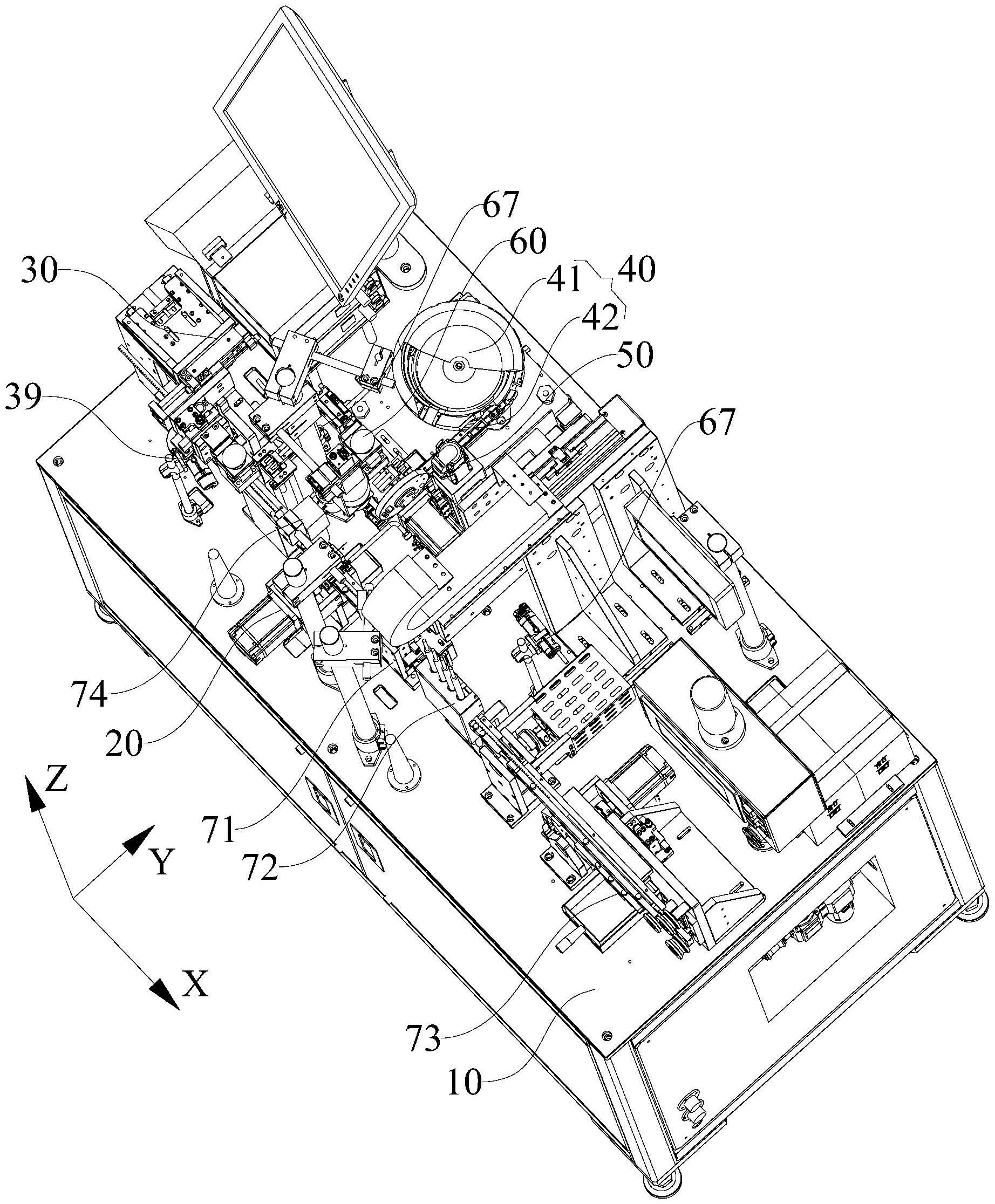
2、为实现上述目的,本申请采用的技术方案是:提供一种点胶塑封机,包括:
3、机台;
4、传输机构,用于传输载带,所述传输机构安装于所述机台上;
5、第一点胶机构,用于在所述载带上进行点胶,所述第一点胶机构安装于所述机台上;
6、供料机构,用于提供磁芯,所述供料机构安装于所述机台上;
7、上料机构,用于将所述磁芯置于所述载带上的点胶位置,所述上料机构安装于所述机台上;以及,
8、第二点胶机构,用于在所述上料机构传输的所述磁芯上点胶,所述第二点胶机构安装于所述机台上,所述第二点胶机构位于所述供料机构与所述传输机构之间。
9、通过第一点胶机构,能够在载带上相应的位置进行点胶,通过采用第二点胶机构,能够在上料机构将磁芯由供料机构传输至载带的过程中对磁芯进行点胶,这样通过第一点胶机构和第二点胶机构分别在载带与磁芯上点胶,能够减少载带上的点胶量,有利于提高载带上点胶量的控制精度,防止环境因素等影响胶料导致载带上胶料溢出。而且,第二点胶机构直接在磁芯上点胶,有利于胶料覆盖磁芯表面,防止磁芯与第二点胶机构点胶的胶料之间产生气泡;在点完胶的磁芯放入载带上的点胶位置时,由于载带上点胶量较少,能够有效的减小磁芯下沉位移,防止磁芯下沉过程中胶料与磁芯之间产生气泡,且磁芯表面胶料具有一定的流动性,磁芯上的胶料与载带上的胶料能够在胶料表面张力作用下自动黏合在一起,相较于现有的点胶塑封机中直接将磁芯置于载带的胶料上,磁芯表面浸润性差易在下沉过程中与胶料之间产生气泡,本申请的点胶塑封机在放置磁芯时利用胶料与胶料接触更有利于避免气泡产生。这样有利于减小气泡的产生,减少了载带上的点胶量,有利于减小磁芯的下沉,使得载带上点胶量更容易控制,有利于提高载带上点胶量的控制精度,提高磁芯塑封质量。
10、在一个实施例中,所述上料机构包括用于夹持所述磁芯的夹持组件、支撑所述夹持组件的转盘、用于驱动所述转盘转动的旋转驱动器、支撑所述旋转驱动器的第一支座、用于驱动所述第一支座升降的第一驱动组件、支撑所述第一驱动组件的第二支座、用于驱动所述第二支座平移的第二驱动组件和支撑所述第二驱动组件的第三支座,所述旋转驱动器与所述转盘相连,所述第一驱动组件与所述第一支座相连,所述第二驱动组件与所述第二支座相连,所述第三支座与所述机台相连。
11、通过采用上述技术手段,能够在磁芯翻转至底部朝上时将胶料点注在磁芯上,以便于胶料包裹磁芯底部,减少气泡的产生。
12、在一个实施例中,所述上料机构还包括用于供所述第二点胶机构擦除多余胶料的第一擦胶组件,所述第一擦胶组件安装于所述转盘上。
13、通过采用上述技术手段,有利于精确控制点胶量。
14、在一个实施例中,所述机台上安装有用于供所述第一点胶机构擦除多余胶料的第二擦胶组件和用于收集多余胶料的收集盒,所述收集盒位于所述第二擦胶组件的下方。
15、通过采用上述技术手段,有利于精确控制点胶量。
16、在一个实施例中,所述第一点胶机构包括第一点胶头、浮动支撑所述第一点胶头的浮动座、用于驱动所述浮动座升降的第一驱动器、支撑所述第一驱动器的第一滑座、用于驱动所述第一滑座沿水平方向移动的第二驱动器和支撑所述第二驱动器的第一安装座,所述浮动座与所述第一驱动器的动力输出端相连,所述第二驱动器的动力输出端与所述第一滑座相连。
17、通过采用上述技术手段,能够避免第一点胶头与载带硬接触,有利于控制点胶量和点胶形状。
18、在一个实施例中,所述浮动座上安装有用于加热所述第一点胶头的第一加热组件,所述第一加热组件套设于所述第一点胶头上。
19、通过采用上述技术手段,能够控制胶料温度。
20、在一个实施例中,所述第一安装座包括与所述第二驱动器连接的第二滑座、滑动支撑所述第二滑座的立架和用于调节所述第二滑座位置的调节组件,所述调节组件安装于所述立架上,且所述调节组件与所述第二滑座相连。
21、通过采用上述技术手段,能够调节点胶位置。
22、在一个实施例中,所述第二点胶机构包括第二点胶头、支撑所述第二点胶头的支撑座、用于驱动所述支撑座靠近所述上料机构的第三驱动器和支撑所述第三驱动器的第二安装座,所述第三驱动器的动力输出端与所述支撑座相连,所述第二安装座与所述机台相连。
23、通过采用上述技术手段,能够与上料机构配合进行点胶作业,简化第二点胶机构的结构。
24、在一个实施例中,所述支撑座上安装有用于加热所述第二点胶头的第二加热组件,所述第二加热组件套设于所述第二点胶头上。
25、通过采用上述技术手段,能够控制胶料温度。
26、在一个实施例中,所述机台上安装有用于吹扫所述载带上的胶料的第一等离子风机和用于吹扫所述磁芯上的胶料的第二等离子风机。
27、通过采用上述技术手段,能够消除静电,有利于提高磁芯、载带和胶料浸润性,防止气泡产生。
28、在一个实施例中,所述点胶塑封机还包括用于抵压所述磁芯的压平组件和用于将所述磁芯与所述载带之间的胶料固化的固化组件,所述上料机构、所述压平组件和所述固化组件沿所述载带传输路径依次设置。
29、通过采用上述技术手段,能够使得磁芯在载带上保持平整,提高胶料固化效率。
技术特征:
1.一种点胶塑封机,其特征在于,包括:
2.如权利要求1所述的点胶塑封机,其特征在于:所述上料机构包括用于夹持所述磁芯的夹持组件、支撑所述夹持组件的转盘、用于驱动所述转盘转动的旋转驱动器、支撑所述旋转驱动器的第一支座、用于驱动所述第一支座升降的第一驱动组件、支撑所述第一驱动组件的第二支座、用于驱动所述第二支座平移的第二驱动组件和支撑所述第二驱动组件的第三支座,所述旋转驱动器与所述转盘相连,所述第一驱动组件与所述第一支座相连,所述第二驱动组件与所述第二支座相连,所述第三支座与所述机台相连。
3.如权利要求2所述的点胶塑封机,其特征在于:所述上料机构还包括用于供所述第二点胶机构擦除多余胶料的第一擦胶组件,所述第一擦胶组件安装于所述转盘上;和/或,
4.如权利要求1所述的点胶塑封机,其特征在于:所述第一点胶机构包括第一点胶头、浮动支撑所述第一点胶头的浮动座、用于驱动所述浮动座升降的第一驱动器、支撑所述第一驱动器的第一滑座、用于驱动所述第一滑座沿水平方向移动的第二驱动器和支撑所述第二驱动器的第一安装座,所述浮动座与所述第一驱动器的动力输出端相连,所述第二驱动器的动力输出端与所述第一滑座相连。
5.如权利要求4所述的点胶塑封机,其特征在于:所述浮动座上安装有用于加热所述第一点胶头的第一加热组件,所述第一加热组件套设于所述第一点胶头上。
6.如权利要求4所述的点胶塑封机,其特征在于:所述第一安装座包括与所述第二驱动器连接的第二滑座、滑动支撑所述第二滑座的立架和用于调节所述第二滑座位置的调节组件,所述调节组件安装于所述立架上,且所述调节组件与所述第二滑座相连。
7.如权利要求1所述的点胶塑封机,其特征在于:所述第二点胶机构包括第二点胶头、支撑所述第二点胶头的支撑座、用于驱动所述支撑座靠近所述上料机构的第三驱动器和支撑所述第三驱动器的第二安装座,所述第三驱动器的动力输出端与所述支撑座相连,所述第二安装座与所述机台相连。
8.如权利要求7所述的点胶塑封机,其特征在于:所述支撑座上安装有用于加热所述第二点胶头的第二加热组件,所述第二加热组件套设于所述第二点胶头上。
9.如权利要求1至8任一项所述的点胶塑封机,其特征在于:所述机台上安装有用于吹扫所述载带上的胶料的第一等离子风机和用于吹扫所述磁芯上的胶料的第二等离子风机。
10.如权利要求1至8任一项所述的点胶塑封机,其特征在于:所述点胶塑封机还包括用于抵压所述磁芯的压平组件和用于将所述磁芯与所述载带之间的胶料固化的固化组件,所述上料机构、所述压平组件和所述固化组件沿所述载带传输路径依次设置。
技术总结
本申请提供了一种点胶塑封机,包括:机台;传输机构,用于传输载带,传输机构安装于机台上;第一点胶机构,用于在载带上进行点胶,第一点胶机构安装于机台上;供料机构,用于提供磁芯,供料机构安装于机台上;上料机构,用于将磁芯置于载带上的点胶位置,上料机构安装于机台上;以及,第二点胶机构,用于在上料机构传输的磁芯上点胶,第二点胶机构安装于机台上,第二点胶机构位于供料机构与传输机构之间。本申请提供的点胶塑封机,通过第一点胶机构和第二点胶机构分别在载带与磁芯上点胶,有利于减小气泡的产生,减少了载带上的点胶量,有利于提高载带上点胶量的控制精度,提高磁芯塑封质量。
技术研发人员:刘杰云,肖倩,刘季超,王英峰,苏伊敏,谢少波,王斌
受保护的技术使用者:深圳振华富电子有限公司
技术研发日:20221228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!