一种流水线化的移动式线束预装配装置的制作方法
本技术涉及线束装配,特别是一种流水线化的移动式线束预装配装置。
背景技术:
1、为了建立汽车的基本性能、安全性、可使用性和舒适性,因此在汽车中安装有各种不同的电子装置,这些电子设备利用线束传输控制信号。现有线束的生产流程包括总库、开线生产线、压接生产线、预装生产线、总装生产线。因为各电子装置的种类、电流值、布设位置等不同,线束需要各种类型(长度、直径和绝缘材料)的电线,所以通过预装装配对各电子装置的线束分别进行预装后再通过总装生产进行组装。
2、线束预装是在线束预装架上完成的,而现有的线束预装一般分为若干工位,每个工位采取固定式预装架为线束进行预装,导致每个护套端子和线束预装之后需要盘起,在下次上线时,需要再次展开未装配完成的线束,才能进行剩余未预装孔位的穿线,如此以来,不但增加人工劳动强度,耗费工时,同时液大大降低了装配效率。
技术实现思路
1、为了解决上述技术问题,本实用新型具体采用以下技术方案。
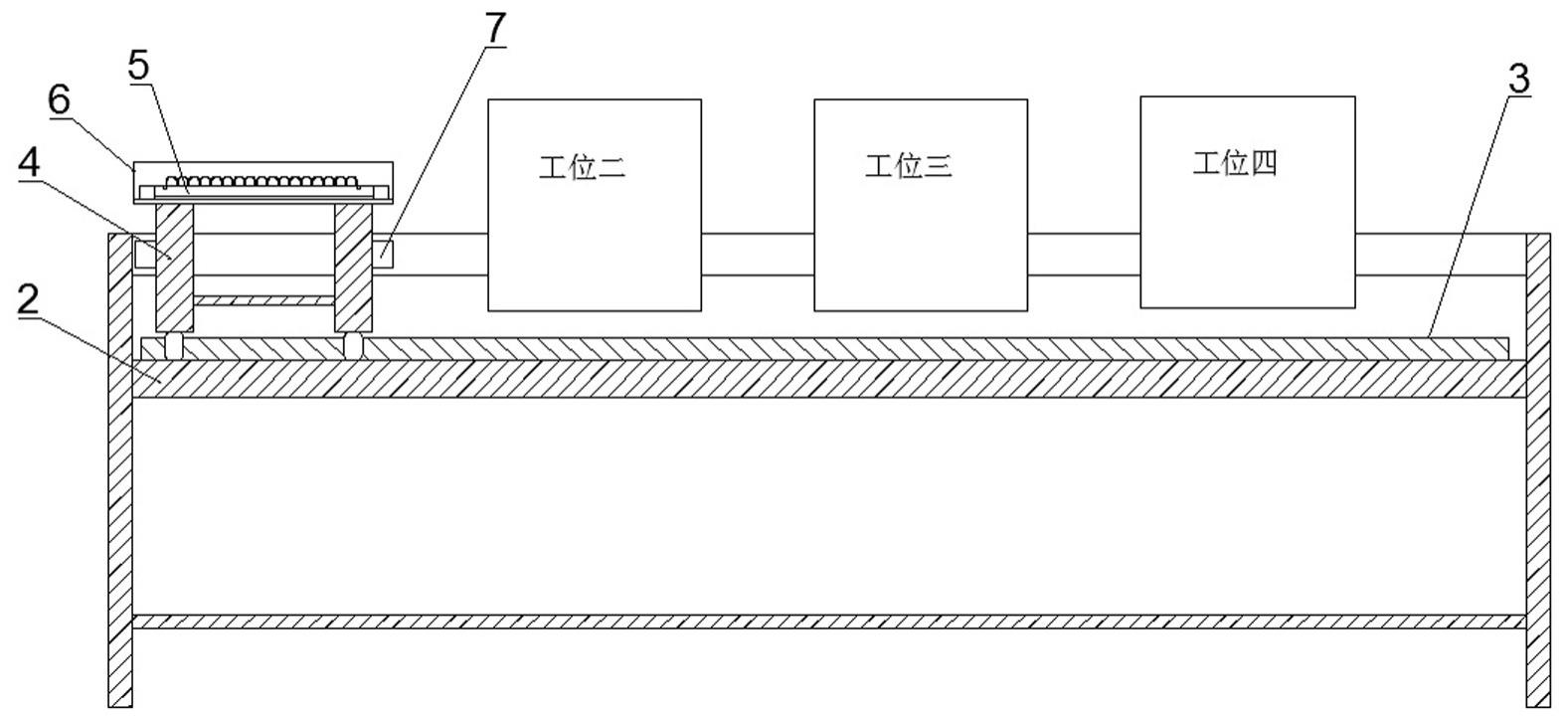
2、设计一种流水线化的移动式线束预装配装置,包括支撑主体,在所述支撑主体上设有作业平台,在所述作业平台上设有多个预装配工位,且多个预装配工位沿作业平台的长度方向直线排列分布,在首个预装配工位上设有预装台车,所述预装台车包括支撑腿和位于支撑腿顶部的预装板,在所述支撑腿的底部设有移动轮,所述预装板倾斜设置,且孔位图位于高端处,夹持机构位于最低端一侧设置,在所述预装板的上表面布置有预装所需的孔位图和位于孔位图前端的夹持机构。
3、优选的,所述夹持机构包括沿预装板长度方向分布的安装板,在所述安装板的上表面开设有滑槽,在所述滑槽内滑动设有多个弧形夹片,预装后的线束夹持在相邻的两个弧形夹片之间。
4、优选的,所述弧形夹片为软质塑料材质。
5、优选的,在所述安装板上位于首尾两个弧形夹片处分别设有限位机构。
6、优选的,所述限位机构为固定在安装板上的限位板或粘贴在安装板上的胶带。
7、优选的,在每个支撑腿的外侧分别设有防碰橡胶垫。
8、本实用新型的有益效果在于:
9、1.本实用新型通过在作业平台上设置移动式的预装台车,在首个预装工位装配完成后,在轨道上推动预装台车传递给下一工位上的预装人员进行下一步操作预装,从而减少多次线束预装半成品盘起再拆开的动作,降低人工劳动强度,节约工时;同时将预装板依次移动至下一预装配工位,实现流水线化作业预装,减少操作人员的来回走动,提高线束插件穿设护套端子的一次满孔率,进而提高装配效率。
10、2.本实用新型通过将预装板倾斜设置,且使最低端处的夹持机构靠近操作人员,便于预装人员对应孔位图进行预装后,将线束夹持在夹持机构内,可以防止移动预装台车至下一工位时线束掉落;而且夹持机构采用软质塑料型的弧形夹片,并使其滑动设在安装板的滑槽内,并采用限位机构将多个弧形夹片紧挨设置,通过手动移动弧形夹片将线束夹持在相邻的两个弧形夹片之间,操作简单方便,便于线束的夹持工作。
技术特征:
1.一种流水线化的移动式线束预装配装置,包括支撑主体(1),其特征在于,在所述支撑主体(1)上设有作业平台(2),在所述作业平台(2)上设有多个预装配工位,且多个预装配工位沿作业平台的长度方向直线排列分布,在首个预装配工位上设有预装台车,所述预装台车包括支撑腿(4)和位于支撑腿(4)顶部的预装板(6),在所述支撑腿(4)的底部设有移动轮(8),在所述作业平台(2)上设有与预装台车滑动配合的轨道(3),所述移动轮(8)滑动位于轨道(3)内,并可沿轨道(3)移动,在所述预装板(6)的上表面布置有预装所需的孔位图和位于孔位图前端的夹持机构。
2.如权利要求1所述的流水线化的移动式线束预装配装置,其特征在于:所述夹持机构包括沿预装板(6)长度方向分布的安装板(5),在所述安装板(5)的上表面开设有滑槽(11),在所述滑槽(11)内滑动设有多个弧形夹片(12)片,预装后的线束夹持在相邻的两个弧形夹片(12)片之间。
3.如权利要求2所述的流水线化的移动式线束预装配装置,其特征在于:所述弧形夹片(12)片为软质塑料材质。
4.如权利要求2所述的流水线化的移动式线束预装配装置,其特征在于:在所述安装板(5)上位于首尾两个弧形夹片(12)片处分别设有限位机构(10)。
5.如权利要求4所述的流水线化的移动式线束预装配装置,其特征在于:所述限位机构(10)为固定在安装板(5)上的限位板或粘贴在安装板(5)上的胶带。
6.如权利要求1所述的流水线化的移动式线束预装配装置,其特征在于:在每个支撑腿(4)的外侧分别设有防碰橡胶垫(7)。
7.如权利要求1或2所述的流水线化的移动式线束预装配装置,其特征在于:所述预装板(6)倾斜设置,且孔位图位于高端处,夹持机构位于最低端一侧设置。
技术总结
本技术涉及线束装配技术领域,特别是一种流水线化的移动式线束预装配装置,包括支撑主体,其在支撑主体上设有作业平台,在作业平台上设有多个预装配工位,且多个预装配工位沿作业平台的长度方向直线排列分布,在首个预装配工位上设有预装台车,预装台车包括支撑腿和位于支撑腿顶部的预装板,在支撑腿的底部设有移动轮,预装板倾斜设置,且孔位图位于高端处,夹持机构位于最低端一侧设置,在预装板的上表面布置有预装所需的孔位图和位于孔位图前端的夹持机构。本技术具有流水线化作业、结构简单、节约工时、预装效率高的优点。
技术研发人员:王欢,张世坤,张国伟,李金芳,胡广涛
受保护的技术使用者:郑州上河电器股份有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!