一种双螺旋灯丝绕制装置的制作方法
本技术涉及x射线管,特别涉及一种双螺旋灯丝绕制装置。
背景技术:
1、x射线管主要由灯丝(阴极)和金属(阳极)组成,灯丝为螺旋状,当灯丝通电加热后,发射热电子。灯丝用比头发丝还细得多的钨丝制成,为提高灯丝的发光效率,一般绕成单螺旋丝或双螺旋丝。把钨丝做成螺旋状主要是为了减少钨丝的蒸发,延长寿命。双螺旋灯丝相比于单螺旋灯丝,螺距更短,灯丝长度更长,阻值更大,不容易将灯丝烧断,寿命更长,能够减少能源损耗。
2、目前双螺旋灯丝绕丝工艺主要是用钨丝绕成一次螺旋后,再在芯线上二次绕制而成,这样可使单螺旋的长度缩短二分之一。但上述工艺操作复杂,加工效率低下,生产成本高。
技术实现思路
1、为了解决上述问题,本实用新型提供一种双螺旋灯丝绕制装置。
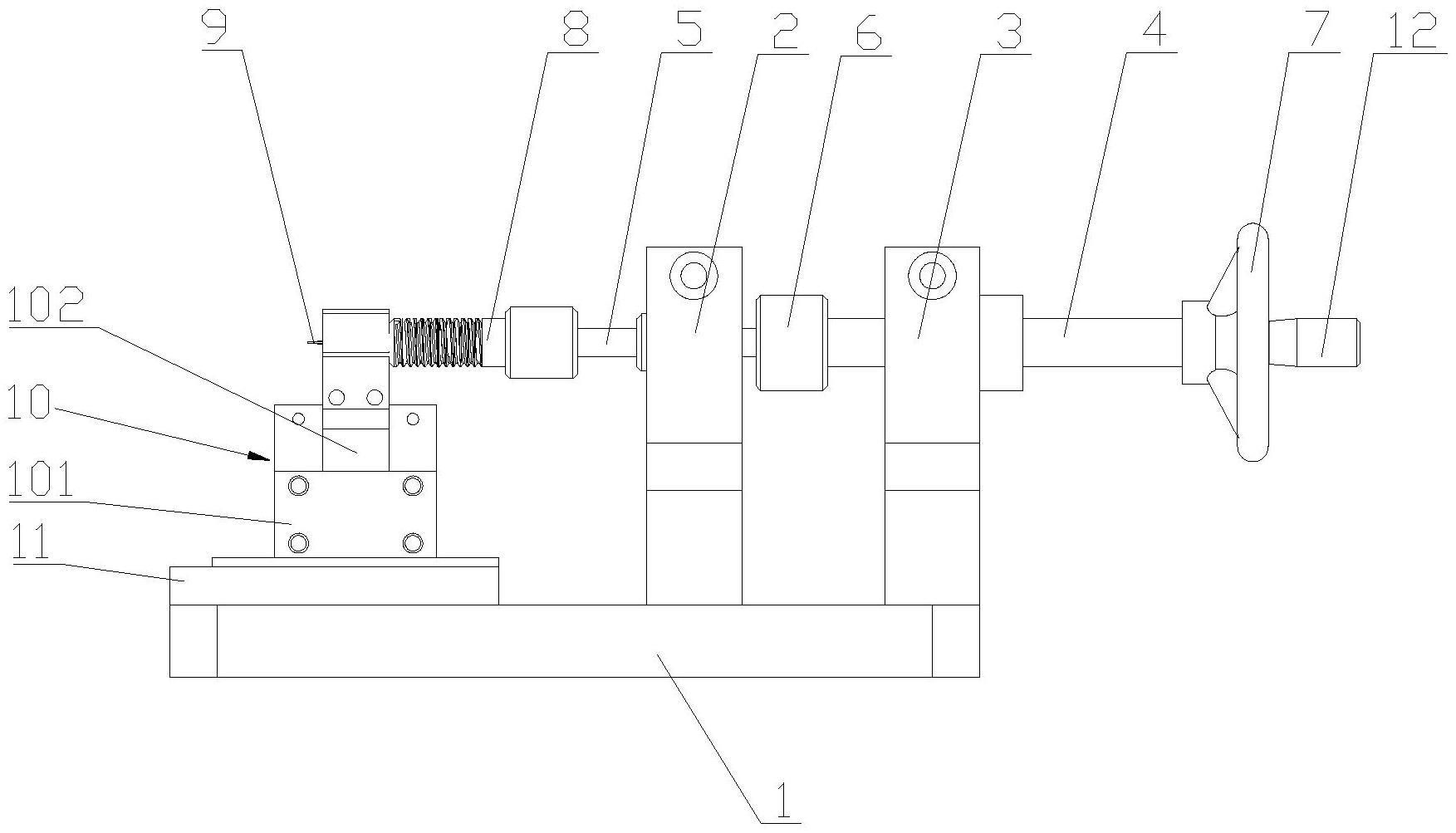
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:一种双螺旋灯丝绕制装置,包括底板,所述底板上间隔布置有第一固定座和第二固定座,所述第二固定座上螺纹连接有传动杆,所述第一固定座上滑动设置有螺纹杆,所述传动杆与螺纹杆之间通过连接块连接,所述传动杆远离第一固定座一端设置有摇柄,所述螺纹杆远离第二固定座一端设置有钨棒固定块,所述钨棒固定块上连接钨棒,所述底板上滑动设置有灯丝成型块,所述钨棒穿过灯丝成型块且端部用于连接待绕制灯丝。
3、通过采用上述技术方案,设置传动杆、螺纹杆、钨棒固定块和钨棒,将待绕制灯丝对折后的两端都固定到钨棒上,通过传动杆驱动运动,在灯丝成型块的作用下将待绕制灯丝绕制成双螺旋状,操作简单,加工效率高;整体结构也较为简单,小巧轻便,便于携带,成本低。
4、进一步的,所述灯丝成型块包括工字型的底座,所述底座上设置有灯丝槽柱体,所述灯丝槽柱体上设置有灯丝槽。
5、通过采用上述技术方案,设置底座、灯丝槽柱体和灯丝槽,钨棒穿过灯丝槽柱体上的灯丝槽,在灯丝槽的作用下便于灯丝的装螺旋结构成型。
6、进一步的,所述底板上设置有滑轨,所述灯丝成型块的底座滑动设置在滑轨上。
7、通过采用上述技术方案,在底板上设置滑轨,将灯丝成型块的底座滑动设置在滑轨上,使得灯丝成型块可以在传动杆的带动作用下沿底座滑动,滑轨连接可以使得运动更加稳定。
8、进一步的,所述灯丝槽整体呈中间大两端小的腰型。
9、通过采用上述技术方案,将灯丝槽整体设置成中间大两端小的腰型,边与灯丝的成型。
10、进一步的,所述摇柄为与传动杆端部连接的圆环状,其圆环上设置有把手。
11、通过采用上述技术方案,将摇柄设置为圆环状,并在其圆环上设置有把手,这样手握把手进行转动即可转动传动杆,操作省力便捷。
12、综上所述,本实用新型具有以下有益效果:本申请中,通过设置传动杆、螺纹杆、钨棒固定块和钨棒,将待绕制灯丝对折后的两端都固定到钨棒上,通过传动杆驱动运动,在灯丝成型块的作用下将待绕制灯丝绕制成双螺旋状,操作简单,加工效率高;整体结构也较为简单,小巧轻便,便于携带,成本低。
技术特征:
1.一种双螺旋灯丝绕制装置,其特征是:包括底板(1),所述底板(1)上间隔布置有第一固定座(2)和第二固定座(3),所述第二固定座(3)上螺纹连接有传动杆(4),所述第一固定座(2)上滑动设置有螺纹杆(5),所述传动杆(4)与螺纹杆(5)之间通过连接块(6)连接,所述传动杆(4)远离第一固定座(2)一端设置有摇柄(7),所述螺纹杆(5)远离第二固定座(3)一端设置有钨棒固定块(8),所述钨棒固定块(8)上连接钨棒(9),所述底板(1)上滑动设置有灯丝成型块(10),所述钨棒(9)穿过灯丝成型块(10)且端部用于连接待绕制灯丝。
2.根据权利要求1所述的一种双螺旋灯丝绕制装置,其特征是:所述灯丝成型块(10)包括工字型的底座(101),所述底座(101)上设置有灯丝槽柱体(102),所述灯丝槽柱体(102)上设置有灯丝槽(103)。
3.根据权利要求2所述的一种双螺旋灯丝绕制装置,其特征是:所述底板(1)上设置有滑轨(11),所述灯丝成型块(10)的底座(101)滑动设置在滑轨(11)上。
4.根据权利要求3所述的一种双螺旋灯丝绕制装置,其特征是:所述灯丝槽(103)整体呈中间大两端小的腰型。
5.根据权利要求1所述的一种双螺旋灯丝绕制装置,其特征是:所述摇柄(7)为与传动杆(4)端部连接的圆环状,其圆环上设置有把手(12)。
技术总结
本申请属于X射线管技术领域,公开了一种双螺旋灯丝绕制装置,包括底板,底板上间隔布置有第一固定座和第二固定座,第二固定座上螺纹连接有传动杆,第一固定座上滑动设置有螺纹杆,传动杆与螺纹杆之间通过连接块连接,传动杆远离第一固定座一端设置有摇柄,螺纹杆远离第二固定座一端设置有钨棒固定块,钨棒固定块上连接钨棒,底板上滑动设置有灯丝成型块,钨棒穿过灯丝成型块且端部用于连接待绕制灯丝。通过设置传动杆、螺纹杆、钨棒固定块和钨棒,将待绕制灯丝对折后的两端都固定到钨棒上,通过传动杆驱动运动,在灯丝成型块的作用下将待绕制灯丝绕制成双螺旋状,操作简单,加工效率高;整体结构也较为简单,小巧轻便,便于携带,成本低。
技术研发人员:唐天权,王炳
受保护的技术使用者:爱克斯瑞真空技术(苏州)有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!