刀片电池贴胶装置的制作方法
本技术涉及锂离子电池,特别涉及一种刀片电池贴胶装置。
背景技术:
1、现在行业内关于刀片电池的贴胶方式,都是采用夹爪气缸夹持备胶机构上的胶带,然后采用真空吸块吸取胶带配合移动模组贴胶到相对应的工位。然而目前,行业内的刀片电池贴胶工位普遍都存在若干痛点问题:其一,贴胶机构相对复杂,复杂的机构会导致机构的故障率高和后续的维护困难等问题。其二,整个贴胶工位中,备胶的时间过长,导致整体贴胶工位的整体时间无法压缩,贴胶工序的效率相对较低。其三,由于胶带需要现场的切刀裁断,导致胶带会存在一定差异性。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种刀片电池贴胶装置,以提高整个贴胶工序的效率。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
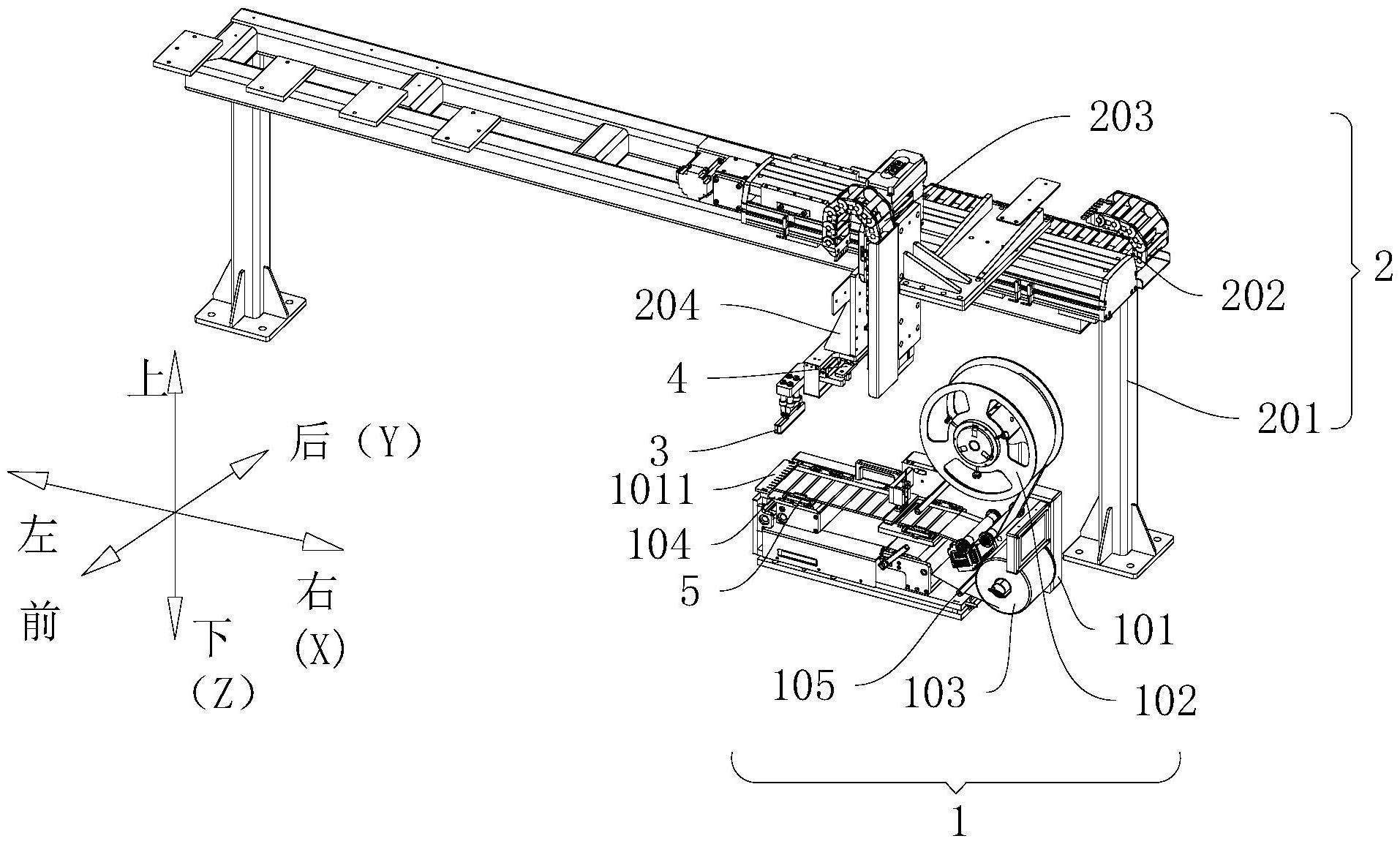
3、一种刀片电池贴胶装置,包括胶带送料机构和胶带吸取机构;
4、所述胶带送料机构用于将卷料胶带上预定尺寸的胶带片输送至预设位置;
5、所述胶带吸取机构用于将位于所述预设位置的所述胶带片吸取至刀片电池上的贴胶位置,且所述胶带吸取机构包括驱动单元,以及与所述驱动单元相连的吸附组件,所述吸附组件具有用于吸附位于所述预设位置的所述胶带片的吸嘴。
6、进一步的,所述胶带吸取机构包括第一机架,所述驱动单元包括设于所述第一机架上的x向驱动装置,设于所述x向驱动装置动力输出端的z向驱动装置,所述吸附组件设于所述z向驱动装置的动力输出端。
7、进一步的,所述吸附组件包括与所述z向驱动装置动力输出端相连的安装架,所述吸嘴为设于所述安装架上间距布置的两个。
8、进一步的,两所述吸嘴沿x向间距设置,且两所述吸嘴之间的间距可调。
9、进一步的,所述安装架上设有用于调节两所述吸嘴之间间距的驱动部。
10、进一步的,所述驱动部采用夹爪气缸。
11、进一步的,所述胶带送料机构包括第二机架,设于所述第二机架上的放卷机构和收卷机构和胶带剥离机构,所述放卷机构用于输送所述卷料胶带,所述胶带剥离机构用于将所述卷料胶带上的所述胶带片与胶带底膜进行剥离,所述收卷机构用于回收所述胶带底膜。
12、进一步的,沿所述卷料胶带输送方向,所述第二机架上设有供所述卷料胶带绕经的多个转辊。
13、进一步的,所述第二机架上设有承载台,所述承载台用于承接剥离后的所述胶带片。
14、进一步的,所述第二机架上设有用于对所述胶带片位置进行检测的检测装置。
15、相对于现有技术,本实用新型具有以下优势:
16、本实用新型所述的刀片电池贴胶装置,通过设置胶带送料机构输送预定尺寸的胶带片,以及设置胶带吸取机构将胶带片吸取移动至贴胶位置,有利于实现贴胶的自动化,从而提高对电池的贴胶效率。
17、此外,胶带吸取机构包括第一机架,驱动单元包括x向驱动装置和z向驱动装置,而吸附组件包括安装架和两个吸嘴,其结构简单,便于设置。而两个吸嘴之间的间距可调,有利于兼容不同电池模组的贴胶。安装架上用于驱动两个吸嘴之间间距的驱动部设置为夹爪气缸,其结构简单,便于设置。
18、另外,胶带送料机构包括设于第二机架上的放卷机构、收卷机构和胶带剥离机构,有利于自动实现对胶带底膜的剥离,节省贴胶时间。在第二机架上设有工卷料胶带绕经的多个转辊,有利于保持胶带的平顺性。而在第二机架上设有对胶带位置进行检测的检测装置,可为后续胶带吸取机构反馈胶带信息,方便后续过程的顺利实现。
技术特征:
1.一种刀片电池贴胶装置,其特征在于:
2.根据权利要求1所述的刀片电池贴胶装置,其特征在于:
3.根据权利要求2所述的刀片电池贴胶装置,其特征在于:
4.根据权利要求3所述的刀片电池贴胶装置,其特征在于:
5.根据权利要求4所述的刀片电池贴胶装置,其特征在于:
6.根据权利要求5所述的刀片电池贴胶装置,其特征在于:
7.根据权利要求1至6中任一项所述的刀片电池贴胶装置,其特征在于:
8.根据权利要求7所述的刀片电池贴胶装置,其特征在于:
9.根据权利要求7所述的刀片电池贴胶装置,其特征在于:
10.根据权利要求7所述的刀片电池贴胶装置,其特征在于:
技术总结
本技术提供了一种刀片电池贴胶装置,其包括胶带送料机构和胶带吸取机构。其中,胶带送料机构用于将卷料胶带上预定尺寸的胶带片输送至预设位置。而胶带吸取机构用于将位于预设位置的胶带片吸取至刀片电池上的贴胶位置,且所胶带吸取机构包括驱动单元,以及与驱动单元相连的吸附组件,吸附组件具有用于吸附位于预设位置的胶带片的吸嘴。本技术所述的刀片电池贴胶装置,通过设置胶带送料机构输送预定尺寸的胶带片,以及设置胶带吸取机构将胶带片吸取移动至贴胶位置,有利于实现贴胶的自动化,从而提高对电池的贴胶效率。
技术研发人员:高志伟,陈鹏峰
受保护的技术使用者:蜂巢能源科技股份有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!