使电导管变黑的方法与流程
背景技术:
技术实现思路
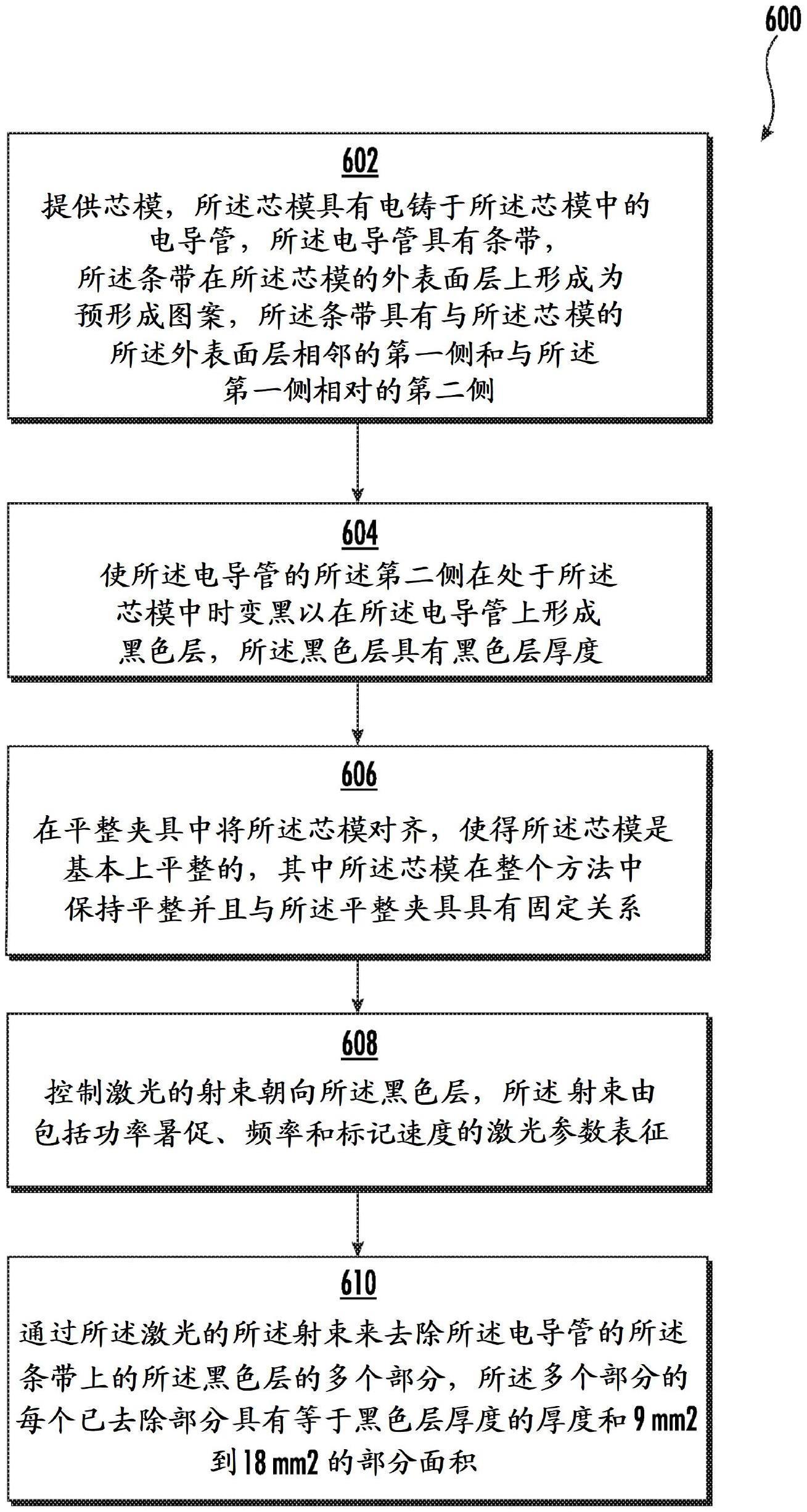
1、公开了一种使光伏电池的金属电导管变黑的方法。所述方法包括提供芯模,所述芯模具有电铸于所述芯模中的电导管。所述电导管具有条带,所述条带在所述芯模的外表面层上形成为预成形图案。所述条带具有与所述芯模的所述外表面层相邻的第一侧和与所述第一侧相对的第二侧。使所述电导管的所述第二侧在处于所述芯模中时变黑以在所述电导管上形成黑色层。所述黑色层具有黑色层厚度。将所述芯模在平整夹具中对齐,使得所述芯模是基本上平整的。所述芯模在整个所述方法中保持平整并且与所述平整夹具具有固定关系。控制激光的射束朝向所述黑色层。所述射束由包括功率输出、频率和标记速度的激光参数表征。通过设置所述功率输出和所述标记速度然后确定所述频率来选择所述激光参数,使得所述射束去除所述黑色层的多个部分。所述激光的所述射束去除所述电导管的所述条带上的所述黑色层的多个部分。所述多个部分中的每个已去除部分具有等于所述黑色层厚度的厚度和9mm2到18mm2的部分面积。所述激光参数包括在10瓦特到25瓦特的范围中的所述功率输出、在100毫米/秒到2000毫米/秒的范围中的所述标记速度和在100赫兹到10,000赫兹的范围中的所述频率。
2、公开了一种使光伏电池的电铸电导管变黑的方法。所述方法包括使所述电铸电导管的第二侧在处于芯模中时变黑以在所述电导管上形成黑色层。所述电导管具有条带,所述条带在所述芯模的外表面层上形成为预成形图案。所述条带具有与所述芯模的所述外表面层相邻的第一侧和与所述第一侧相对的第二侧。所述黑色层具有黑色层厚度。控制激光的射束朝向所述芯模中的所述电导管的所述黑色层。将所述芯模在平整夹具中对齐,使得所述芯模是基本上平整的。所述芯模在整个所述方法中保持平整并且与所述平整夹具具有固定关系。所述射束由包括功率输出、频率和标记速度的激光参数表征。通过设置所述功率输出和所述标记速度然后确定所述频率来选择所述激光参数,使得所述射束去除所述黑色层的多个部分。所述激光的所述射束去除所述电导管的所述条带上的所述黑色层的多个部分。所述多个部分中的每个已去除部分具有等于所述黑色层厚度的厚度和9mm2到18mm2的部分面积。
技术特征:
1.一种使光伏电池的金属电导管变黑的方法,所述方法包括:
2.如权利要求1所述的方法,其中所述变黑包括沉积锡-镍合金。
3.如权利要求1所述的方法,其中所述芯模在+/-500微米内保持相对于所述平整夹具平整。
4.如权利要求1所述的方法,其中所述黑色层的已去除的所述多个部分包括至少六个部分。
5.如权利要求1所述的方法,其中刻写场区域包括所述黑色层的已去除的所述多个部分,并且在200毫米×200毫米的范围中。
6.如权利要求1所述的方法,其中所述黑色层具有0.4微米到1.5微米的黑色层厚度。
7.如权利要求1所述的方法,其中所述条带具有至少90毫米的长度、至少5毫米的宽度和80微米到100微米的厚度。
8.如权利要求1所述的方法,其中在所述去除期间,所述电导管和所述芯模不被所述激光的所述射束损坏。
9.如权利要求1所述的方法,其中所述激光的所述射束的直径为10微米到1000微米。
10.如权利要求1所述的方法,其中所述功率输出在16瓦特到20瓦特的范围中,所述标记速度在1450毫米/秒到1550毫米/秒的范围中,并且所述频率在1900赫兹到2100赫兹的范围中。
11.如权利要求1所述的方法,其中所述功率输出在16瓦特到20瓦特的范围中,所述标记速度在950毫米/秒到1250毫米/秒的范围中,并且所述频率在950赫兹到1250赫兹的范围中。
12.一种使光伏电池的电铸电导管变黑的方法,所述方法包括:
13.如权利要求12所述的方法,其中所述激光参数包括:
14.如权利要求12所述的方法,其中所述变黑包括沉积锡-镍合金。
15.如权利要求12所述的方法,其中所述芯模在+/-500微米内保持相对于所述平整夹具平整。
16.如权利要求12所述的方法,其中刻写场区域包括所述黑色层的已去除的所述多个部分,并且在200毫米×200毫米的范围中。
17.如权利要求12所述的方法,其中所述黑色层具有0.4微米到1.5微米的黑色层厚度。
18.如权利要求12所述的方法,其中在所述去除期间,所述电导管和所述芯模不被所述激光的所述射束损坏。
19.如权利要求12所述的方法,其中所述功率输出在16瓦特到20瓦特的范围中,所述标记速度在1450毫米/秒到1550毫米/秒的范围中,并且所述频率在1900赫兹到2100赫兹的范围中。
20.如权利要求12所述的方法,其中所述功率输出在16瓦特到20瓦特的范围中,所述标记速度在950毫米/秒到1250毫米/秒的范围中,并且所述频率在950赫兹到1250赫兹的范围中。
技术总结
一种方法包括提供芯模,所述芯模具有电铸于所述芯模中的电导管。使所述电导管的第二侧在位于所述芯模中时变黑以在所述电导管上形成黑色层。将所述芯模在平整夹具中对齐,使得所述芯模是基本上平整的。所述芯模在整个所述方法中保持平整并且与所述平整夹具具有固定关系。控制激光的射束朝向所述黑色层。所述射束具有激光参数,所述激光参数包括功率输出、频率和标记速度,并且通过设置所述功率输出和所述标记速度然后确定所述频率来选择。所述射束去除所述黑色层的多个部分。所述多个部分中的每个已去除部分具有等于黑色层厚度的厚度和9mm<supgt;2</supgt;到18mm<supgt;2</supgt;的部分面积。
技术研发人员:E·德尚派,V·穆拉利,S·普罗姆帕纳特,C·奇萨玛特,N·拉帕纳潘
受保护的技术使用者:梅林太阳能科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!