燃料电池用隔板的制造方法和燃料电池用隔板与流程
本发明涉及一种燃料电池用隔板的制造方法和燃料电池用隔板(fuel cellseparator)。
背景技术:
1、例如,如专利文献1所示,已知一种由一对接合隔板(下面,也简称为“隔板”)夹持电解质膜来确保密封性的燃料电池单元。隔板是将分别具有平坦部和呈凸状的压条(bead)部的第1金属隔板和第2金属隔板通过焊接接合而形成的。在压条部的顶端配置有由橡胶等形成的密封部件。通过夹持着电解质膜的隔板的压条部彼此相向来形成密封区域。该隔板能够通过压条部的反作用力和与密封部件的跟随性来提高密封性。
2、在重叠的平坦部,沿着压条部的延伸设置方向形成有焊接部。当有压力作用于燃料电池单元的厚度方向上时,该焊接部能够限制压条部要在平面方向上扩展的动作。据此,能够将压条部的反作用力保持得较高,能够维持较高的密封性。
3、[现有技术文献]
4、[专利文献]
5、专利文献1:日本发明专利授权公报特许第6368807号
技术实现思路
1、[发明所要解决的技术问题]
2、优选隔板的压条部的反作用力整体上恒定。然而,由于在隔板上形成有多个通孔、压花、肋、凸部等,因此各位置处的刚性不同。因此,难以使压条部的反作用力恒定。
3、另外,在隔板的周向整体和通孔的周围,需要沿着压条部进行焊接,因此不可避免地形成焊接部彼此合流的焊接合流部。与其他部位相比,焊接合流部在焊接时受到的热量输入变得过大,因此产生将与焊接合流部相邻的压条部在平面方向上拉伸的力,有可能使压条部的高度变低并且密封性也下降。这样的现象在隔板内外的焊接部彼此合流时也有可能产生。
4、本发明是为了解决上述技术问题而发明的,其目的在于提供一种能够抑制密封性下降的燃料电池用隔板的制造方法和燃料电池用隔板。
5、[用于解决技术问题的技术方案]
6、本发明用于解决上述技术问题,其特征在于,包括:重叠工序,使分别具有平坦部以及从所述平坦部突出的压条部的第1金属隔板与第2金属隔板重叠;和焊接工序,将重叠的所述平坦部彼此沿所述压条部进行焊接,在所述焊接工序中,将焊接部彼此合流的焊接合流部形成于在焊接路径上成为刚性较高的高刚性部的位置且/或远离所述压条部的位置。
7、另外,本发明是一种燃料电池用隔板,该燃料电池用隔板是将分别具有平坦部以及从所述平坦部突出的压条部的第1金属隔板和第2金属隔板通过焊接接合而成,其特征在于,通过焊接而形成的焊接部彼此合流的焊接合流部形成于在焊接路径上成为刚性较高的高刚性部的位置且/或远离所述压条部的位置。
8、根据本发明,由于使焊接合流部位于刚性较高的高刚性部,因此,假设发生因热收缩导致的压条部的反作用力下降,也能够确保密封所需的面压力(线压)。或者,通过使焊接合流部位于远离压条部的位置,能够减小或消除热收缩造成影响,因此能够确保密封所需的面压力(线压)。
9、另外,优选为,所述第1金属隔板及所述第2金属隔板的所述压条部具有成为直线状的直线部和成为曲线状的曲线部,在所述焊接路径上,在形成于沿着所述压条部的曲线部的位置的所述高刚性部形成所述焊接合流部。
10、另外,优选为,所述第1金属隔板及所述第2金属隔板具有与所述压条部连接的肋,在所述焊接路径上,在形成于沿着所述肋的位置的所述高刚性部形成所述焊接合流部。
11、另外,优选为,所述第1金属隔板及所述第2金属隔板具有压花,在所述焊接路径上,在形成于沿着所述压花的位置的所述高刚性部形成所述焊接合流部。
12、根据本发明,通过在沿着高刚性部即压条部的曲线部、肋或压花的位置形成焊接合流部,能够抑制压条部的高度变低。
13、根据本发明的燃料电池用隔板的制造方法和燃料电池用隔板,能够抑制密封性下降。
技术特征:
1.一种燃料电池用隔板的制造方法,其特征在于,
2.根据权利要求1所述的燃料电池用隔板的制造方法,其特征在于,
3.根据权利要求1所述的燃料电池用隔板的制造方法,其特征在于,
4.根据权利要求1所述的燃料电池用隔板的制造方法,其特征在于,
5.一种燃料电池用隔板,该燃料电池用隔板是将分别具有平坦部以及从所述平坦部突出的压条部的第1金属隔板和第2金属隔板通过焊接接合而成,其特征在于,
技术总结
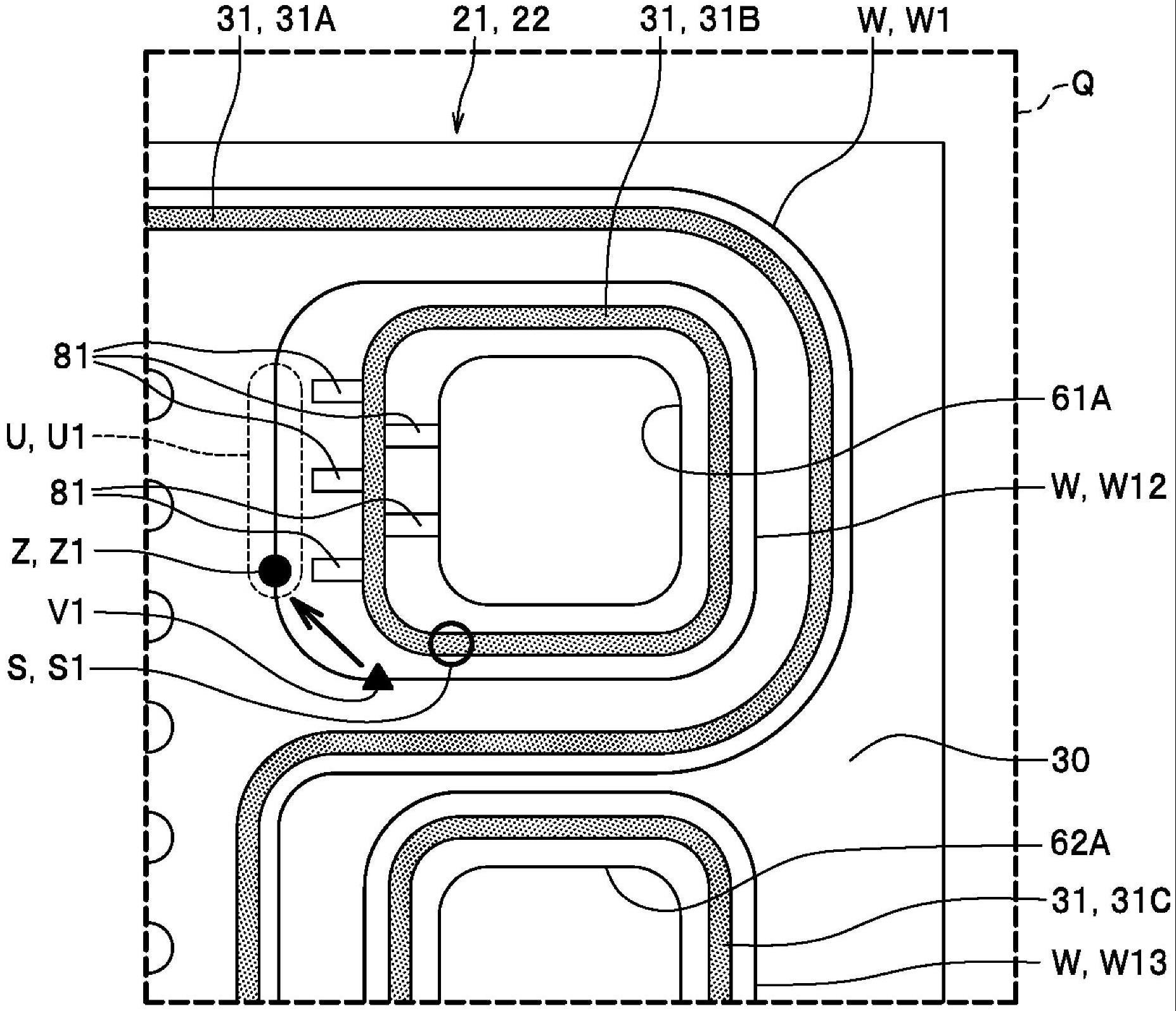
本发明提供一种能够抑制密封性下降的燃料电池用隔板的制造方法和燃料电池用隔板。包括使分别具有平坦部(30)以及从平坦部突出的压条部(31)的第1金属隔板(21)与第2金属隔板(22)重叠的重叠工序、和将重叠的平坦部彼此沿压条部焊接的焊接工序,在焊接工序中,将焊接部彼此合流的焊接合流部(Z)形成于在焊接路径上成为刚性较高的高刚性部(U)的位置且/或远离压条部(31)的位置。
技术研发人员:铃木健斗,金子真辉,大久保拓郎,小山贤,仪贺章仁
受保护的技术使用者:NOK株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!