一种输电装置中滑环装配累计误差消除方法与流程
本发明属于输电装置中滑环装配,尤其涉及一种输电装置中滑环装配累计误差消除方法。
背景技术:
1、某型输电装置能够实现两个相对360°旋转机构的电信号、图形、功率和动力等信号传递的精密电传输装置。主要构件有导电环、电刷、轴承系统、壳体部件及其他零部件组成,导电环为滑环装配灌胶后的加工件,其中滑环装配为模套、左端轴、右端轴、芯轴、滑环的组装结构。每一个刷丝对应一个导电环上的一个环槽,构成一组摩擦副,实现电流和信号的传输。滑环和刷丝构成一组摩擦副,理想情况是两者是点接触,接触压力和接触电阻均小于设定值。当出现对位偏角大的情况不仅会增加跳环的风险,而且增大环和刷丝的接触面积,单位时间产生的磨屑量会大于正常情况的量。随着导电环运行时间的延长,伴随产生大量的磨屑附着在摩擦副的表面,起到了磨粒作用加快滑环和刷丝的磨损。不仅增加接触电阻而且会严重影响到输电装置的使用寿命。理想的装配状态是电刷中的刷丝和导电环中的环槽一一垂直对应,刷丝在轴向不发生偏角。但是导电环环槽和电刷中电刷丝都是采用环氧树脂提前固化,相对位置无法改变,在装配过程中只能在部分区域实现刷丝和环槽的垂直对应,其他区域会出现环槽位置和刷丝对位偏角大现象。因此亟需一种方法能够解决导电环灌胶前的每个环的装配精度。
技术实现思路
1、本发明的目的是在于克服现有技术的不足之处,提供一种输电装置中滑环装配累计误差消除方法。
2、本发明的上述目的通过如下技术方案来实现:
3、一种输电装置中滑环装配累计误差消除方法,其特征在于,包括如下步骤:
4、步骤1、在装配前对零件的表面质量、零件间的配合质量进行检测,并对零件及用到的各辅助装备进行清洗;
5、步骤2、对环片偏差进行装配前标记;
6、步骤3、通过一个标准套对滑环装配的轴向长度进行标定,在标定的轴向长度的基础上,按照环片厚度偏差正负依次搭配的方式,进行环片试装,达到设计的轴向尺寸;
7、步骤4、进行滑环焊接,并按照滑环的厚度偏差进行分组绑扎标记;
8、步骤5、将多组滑环装配对应的滑环放入超声波中清洗;
9、步骤6、在清洗后,进行装配时,每组滑环装配均按照正负环的比例进行分组装配,比如先取第一只滑环,厚度尺寸公差为+0.001;再取出第二只滑环,该滑环尺寸厚度公差为-0.001,以此类推,采用正负相互抵消的方法消除滑环组合后的累计误差。将厚度尺寸引起的误差通过不超过4个滑环进行消除,误差无法抵消的滑环安排在最后装配。
10、进一步的:步骤1包括:
11、1.1、将装配过程所需的工具、工装、仪器及辅料清洗、擦拭干净;
12、1.2、按装配明细表准备足够的零件,零件包括模套、左端轴、右端轴、芯轴、导电环及导线、用显微镜检查零件表面光滑,锐边倒钝,不能有毛刺;
13、1.3、针对用螺纹连接的零件进行试装,包括左端轴与模套左端的螺纹连接、右端轴与模套右端的螺纹连接,芯轴与左端轴的螺纹连接,对不合格的零件进行返修,使其螺纹配合良好;
14、1.4、依次用酒精和石油醚刷洗各零件,然后,在超声波清洗机中用氟里昂溶液清洗;清洗后烘干,并放到密封容器中备用。
15、进一步的:步骤2中,采用记号代替实际尺寸的方法进行标记,将环片的实际尺寸用记号笔记录在环面上,用一种颜色表征正偏差,用另一种颜色表征负偏差,0不做标记、0.001划1、0.002划11、0.003划+、0.004划+1、0.005划+11。
16、进一步的:步骤3包括:
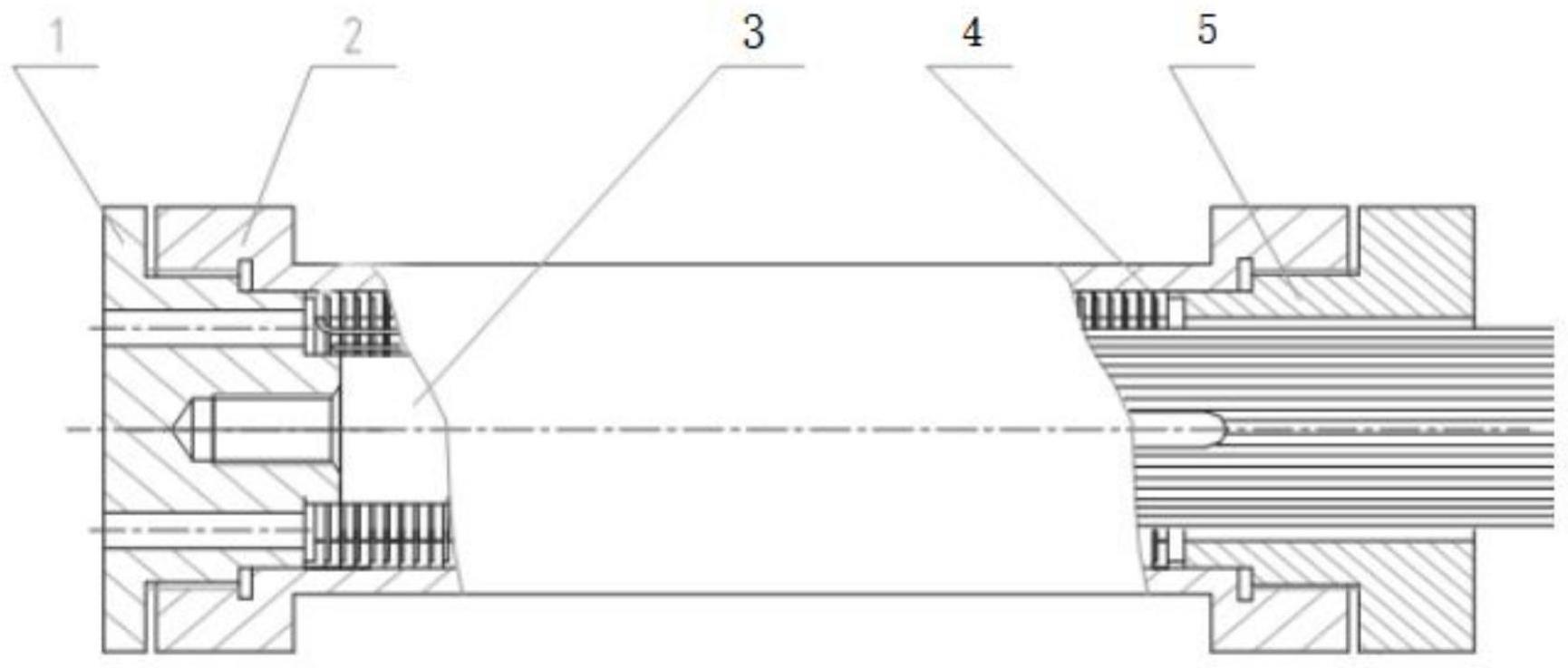
17、3.1、先将芯轴的左端螺纹头与左端轴的内螺纹孔连接;
18、3.2、然后将芯轴及左端轴从模套的左端插入,通过左端轴上的外螺纹与模套上的左端内螺纹连接,实现左端轴及芯轴的安装;
19、3.3、将一标准套从模套的右端装入到模套内,标准套的长度为一组滑环装配的设计长度;
20、3.4、将右端轴通过螺纹连接固定于模套的右端,此时,左端轴的右端及右端轴的左端分别与标准套的两端压紧接触;
21、3.5、分别在左端轴与模套的左端外圆上及右端轴与模套的右端外圆上刻画一条对准线作为后续装配时确定轴向尺寸的标记;
22、3.6、拧松拆除右端轴后,将标准套从模套从取出;
23、3.7、按每一个环片实际计量尺寸选配一组环片,选配时按环厚度尺寸公差的正负搭配,避免引起环片与环片间出现过大的累积误差;将环片从模套的左端依次装入模套中,在模套的右端再次拧紧右端轴;
24、3.8、通过右端轴与模套右端的对准线情况,判断滑环装配的轴向尺寸是否达到图纸尺寸的要求;若未对准,则更换右端的环片,直至右端轴与模套右端的对准线呈一条直线对准。
25、进一步的:步骤4包括:
26、4.1、将一组环片拆卸下来,按滑环图纸技术要求焊接,完成滑环的加工;
27、4.2、将焊接后的滑环按实际厚度尺寸进行分组,分组后分别放入不同的零件盒中,每个尺寸组的滑环用一个标记牌进行绑扎,在标记牌上通过激光方式刻蚀有对应的厚度偏差;
28、4.3、将分组绑扎后的滑环放入无水乙醇中,用超声波进行清洗;
29、4.4、在每个尺寸的标记牌不拆卸的情况下,将一组滑环装配对应的所有滑环绑扎在一起。
30、本发明具有的优点和积极效果:
31、1、本发明提高了导电环在灌胶前每个滑环按照其实际尺寸完成装配,将零件尺寸误差控制在很小的范围内,提高了导电环整体的装配精度。
32、2、本发明工序所需要的工具简单通用,工序间的衔接要求低,总体的生产成本低。
33、3、本发明在制备过程中操作简单,对车间工人的操作技术无太高的要求,适用的操作人员的范围比较广。
技术特征:
1.一种输电装置中滑环装配累计误差消除方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的输电装置中滑环装配累计误差消除方法,其特征在于:步骤1包括:
3.根据权利要求1所述的输电装置中滑环装配累计误差消除方法,其特征在于:步骤2中,采用记号代替实际尺寸的方法进行标记,将环片的实际尺寸用记号笔记录在环面上,用一种颜色表征正偏差,用另一种颜色表征负偏差,0不做标记、0.001划1、0.002划11、0.003划+、0.004划+1、0.005划+11。
4.根据权利要求1所述的输电装置中滑环装配累计误差消除方法,其特征在于:步骤3包括:
5.根据权利要求1所述的输电装置中滑环装配累计误差消除方法,其特征在于:步骤4包括:
技术总结
本发明涉及一种输电装置中滑环装配累计误差消除方法,步骤为:1、在装配前对零件的表面质量、零件间的配合质量进行检测,并对零件及用到的各辅助装备进行清洗;2、对环片偏差进行装配前标记;3、通过一个标准套对滑环装配的轴向长度进行标定,在标定的轴向长度的基础上,按照环片厚度偏差正负依次搭配的方式,进行环片试装,达到设计的轴向尺寸;4、进行滑环焊接,并按照滑环的厚度偏差进行分组绑扎标记;5、将多组滑环装配对应的滑环放入超声波中清洗;6、在清洗后,进行装配时,每组滑环装配均按照正负环的比例进行分组装配,将厚度尺寸引起的误差通过不超过4个滑环进行消除,误差无法抵消的滑环安排在最后装配。本发明提高了导电环整体的装配精度。
技术研发人员:周强,张缨,孙玥,高岭,黄金龙
受保护的技术使用者:中国船舶集团有限公司第七〇七研究所
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!