一种圆柱电芯立式包胶设备的制作方法
本发明涉及电池加工,尤其涉及一种圆柱电芯立式包胶设备。
背景技术:
1、电芯是电池最重要的组件,电芯在依次经过机械/超声波揉平、包胶、入壳、集流盘焊接等工序的处理后,才能组装形成电池。由此,电芯的性能对电池性能起到直接的影响,在电池组装前的电芯制备过程十分重要。
2、由于电芯的外侧壁和电池壳的内侧壁具有十分精密的装配尺寸,电芯经过揉平处理后,如果直接进行入壳操作,极易被电池的外壳刮伤,从而需要对揉平后电芯的外侧壁包裹一层绝缘胶。
3、然而,现有的电芯包胶系统大多是基于电芯步送线设置的,以用于对电芯步送线上水平布置的电芯进行包胶,这类电芯包胶系统占用的场地空间较大,并在胶带卷上的胶带使用完后,往往需要整条电芯包胶产线停机,以进行胶带卷的更换,严重限制了对电芯的包胶效率。
技术实现思路
1、本发明提供一种圆柱电芯立式包胶设备,用以解决现有的电芯包胶系统存在占用场地空间大和包胶效率低下的问题。
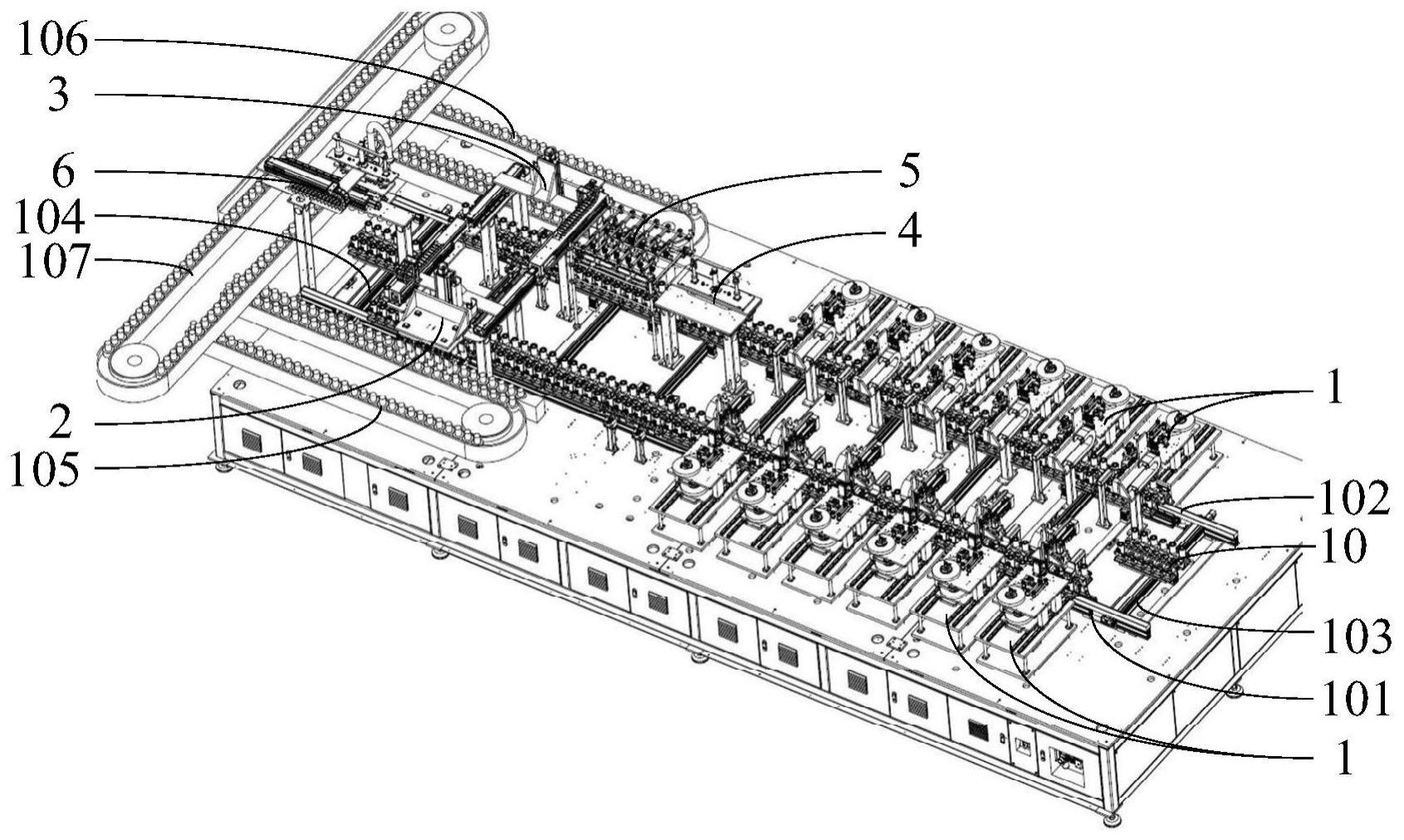
2、本发明提供一种圆柱电芯立式包胶设备,第一载具输送线、第二载具输送线、第一载具接驳线、电芯载具和电芯包胶机构;
3、所述第一载具输送线和所述第二载具输送线平行设置,所述第一载具输送线通过所述第一载具接驳线和所述第二载具输送线连接;
4、所述电芯载具可顺次沿所述第一载具输送线、所述第一载具接驳线和所述第二载具输送线移动;所述电芯载具上可转动地放置有竖直分布的电芯;
5、沿所述第一载具输送线和所述第二载具输送线的输送方向均设置有多个所述电芯包胶机构,所述电芯包胶机构用于对所述电芯的上端进行包胶。
6、根据本发明提供的一种圆柱电芯立式包胶设备,所述电芯包胶机构包括:升降台架、固定支架、送胶组件和旋转组件;
7、所述升降台架和所述固定支架间隔设置;
8、所述送胶组件设置有多套,多套所述送胶组件在所述升降台架上呈分层设置,每层所述送胶组件均可在所述升降台架的驱动下移动至与所述电芯的上端相对应的层位高度,以使得所述送胶组件能够将胶带递送至所述电芯的周壁;
9、所述旋转组件沿立式方向可移动地设于所述固定支架;所述旋转组件包括旋转压头,所述旋转压头用于压持于所述电芯的上端,以驱动所述电芯沿其中轴线转动。
10、根据本发明提供的一种圆柱电芯立式包胶设备,所述升降台架包括第一平台、第二平台和第一升降驱动组件;所述送胶组件包括第一送胶组件和第二送胶组件;
11、所述第一送胶组件设于所述第一平台上,所述第二送胶组件设于所述第二平台上;
12、所述第一平台和所述第二平台分别设于所述第一升降驱动组件上,所述第一平台设于所述第二平台的上侧;所述第一升降驱动组件用于驱动所述第一平台和所述第二平台当中的任一者移动至与所述电芯的上端相对应的层位高度。
13、根据本发明提供的一种圆柱电芯立式包胶设备,所述第一平台和所述第二平台分别沿第一方向可移动地设于所述第一升降驱动组件上;
14、其中,所述第一方向与所述电芯载具的输送方向垂直。
15、根据本发明提供的一种圆柱电芯立式包胶设备,所述送胶组件包括开卷机构、张力调节机构、夹带机构和剪切机构;所述电芯包胶机构还包括拉带机构;
16、所述开卷机构、所述张力调节机构、所述夹带机构和所述剪切机构沿胶带的输送方向依次设置;
17、所述开卷机构用于对胶带卷上绕制的所述胶带进行开卷,所述张力调节机构用于调节所述胶带卷与所述夹带机构之间的所述胶带上的张紧力,所述夹带机构用于对所述胶带进行夹持定位,所述剪切机构用于对所述胶带进行剪切;
18、所述拉带机构沿第一方向可移动地设于所述固定支架,所述拉带机构用于驱动所述胶带移动至所述电芯的周壁。
19、根据本发明提供的一种圆柱电芯立式包胶设备,所述拉带机构包括直线滑台模组、连接臂和夹持件;
20、所述直线滑台模组沿第一方向设于所述固定支架,所述连接臂的一端与所述直线滑台模组的滑台连接,所述连接臂的二端和所述夹持件连接,所述夹持件用于夹持所述胶带。
21、根据本发明提供的一种圆柱电芯立式包胶设备,还包括:电芯上料机构和电芯上料输送线;
22、所述电芯上料机构和所述电芯上料输送线分别设于所述第一载具输送线的一侧,至少部分所述电芯上料输送线沿所述第一载具输送线的输送方向延伸设置;
23、所述电芯上料机构用于将所述电芯上料输送线上输送的电芯移载至设置于所述第一载具输送线的所述电芯载具上。
24、根据本发明提供的一种圆柱电芯立式包胶设备,还包括:电芯收胶机构和电芯视觉检测机构;
25、所述电芯收胶机构和所述电芯视觉检测机构沿所述第二载具输送线的输送方向顺次设置;
26、其中,所述电芯收胶机构用于对经过包胶后的所述电芯进行收胶,以将露出于所述电芯的上端的胶带贴合于所述电芯的上端面;所述电芯视觉检测机构用于对所述电芯的上端的包胶质量进行视觉检测。
27、根据本发明提供的一种圆柱电芯立式包胶设备,还包括:第二载具接驳线、剔除机构和不良品缓存线;
28、所述第二载具接驳线设于所述第一载具输送线的第一端和所述第二载具输送线的第一端之间,所述第一载具接驳线设于所述第一载具输送线的第二端和所述第二载具输送线的第二端之间;
29、所述剔除机构设置于所述第一载具接驳线的一侧;在所述电芯视觉检测机构检测到包胶的所述电芯为不良品的情形下,所述电芯载具能够承载着所述不良品从所述第二载具输送线移载至所述第二载具接驳线上;所述剔除机构用于将所述第二载具接驳线上的所述电芯载具承载的所述不良品移载至所述不良品缓存线上。
30、根据本发明提供的一种圆柱电芯立式包胶设备,还包括:电芯下料机构和电芯下料输送线;
31、所述电芯下料机构和所述电芯下料输送线分别设于所述第二载具输送线的一侧,至少部分所述电芯下料输送线沿所述第二载具输送线的输送方向延伸设置;
32、所述电芯下料机构沿所述第二载具输送线的输送方向设于所述电芯视觉检测机构的后侧;在所述电芯视觉检测机构检测到包胶的所述电芯为合格品的情形下,所述电芯下料机构用于将所述合格品移载至所述电芯下料输送线上。
33、本发明提供的一种圆柱电芯立式包胶设备,通过设置第一载具输送线、第二载具输送线、第一载具接驳线、电芯载具和电芯包胶机构,由于电芯载具上设有呈竖直分布的电芯,在电芯载具顺次沿第一载具输送线、第一载具接驳线和第二载具输送线移动时,既可以通过沿第一载具输送线设置的电芯包胶机构对电芯载具上的电芯进行包胶,也可以通过沿第二载具输送线设置的电芯包胶机构对电芯载具上的电芯进行包胶,这种包胶设置方式不仅可确保电芯包胶机构沿电芯载具的移动方向布设的紧凑性,能够减小圆柱电芯立式包胶设备对场地空间的占用,而且一次性可以对多个电芯进行包胶,提高了对电芯的包胶效率。
技术特征:
1.一种圆柱电芯立式包胶设备,其特征在于,包括:第一载具输送线、第二载具输送线、第一载具接驳线、电芯载具和电芯包胶机构;
2.根据权利要求1所述的圆柱电芯立式包胶设备,其特征在于,所述电芯包胶机构包括:升降台架、固定支架、送胶组件和旋转组件;
3.根据权利要求2所述的圆柱电芯立式包胶设备,其特征在于,所述升降台架包括第一平台、第二平台和第一升降驱动组件;所述送胶组件包括第一送胶组件和第二送胶组件;
4.根据权利要求3所述的圆柱电芯立式包胶设备,其特征在于,所述第一平台和所述第二平台分别沿第一方向可移动地设于所述第一升降驱动组件上;
5.根据权利要求2所述的圆柱电芯立式包胶设备,其特征在于,所述送胶组件包括开卷机构、张力调节机构、夹带机构和剪切机构;所述电芯包胶机构还包括拉带机构;
6.根据权利要求5所述的圆柱电芯立式包胶设备,其特征在于,所述拉带机构包括直线滑台模组、连接臂和夹持件;
7.根据权利要求1至6任一项所述的圆柱电芯立式包胶设备,其特征在于,还包括:电芯上料机构和电芯上料输送线;
8.根据权利要求1至6任一项所述的圆柱电芯立式包胶设备,其特征在于,还包括:电芯收胶机构和电芯视觉检测机构;
9.根据权利要求8所述的圆柱电芯立式包胶设备,其特征在于,还包括:第二载具接驳线、剔除机构和不良品缓存线;
10.根据权利要求8所述的圆柱电芯立式包胶设备,其特征在于,还包括:电芯下料机构和电芯下料输送线;
技术总结
本发明涉及电池加工技术领域,提供一种圆柱电芯立式包胶设备,包括:第一载具输送线、第二载具输送线、第一载具接驳线、电芯载具和电芯包胶机构;第一载具输送线和第二载具输送线平行设置,第一载具输送线通过第一载具接驳线和第二载具输送线连接;电芯载具可顺次沿第一载具输送线、第一载具接驳线和第二载具输送线移动;电芯载具上可转动地放置有竖直分布的电芯;沿第一载具输送线和第二载具输送线的输送方向均设置有多个电芯包胶机构,电芯包胶机构用于对电芯的上端进行包胶。本发明所示的圆柱电芯立式包胶设备占用的场地空间小,能够确保对电芯的包胶效率。
技术研发人员:冉昌林,蔡汉钢,米仁兵
受保护的技术使用者:武汉逸飞激光股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!