一种圆柱电池及其加工方法、加工装置与流程
本发明涉及电池,具体涉及一种圆柱电池及其加工方法、加工装置。
背景技术:
1、圆柱电池包括由极片卷绕成的卷芯,极片的一端预留一段空白箔作为正极耳或者负极耳,然后将卷芯放入到电池壳中。由于极耳容易外翻,在入壳过程中容易刮伤电池壳,产生金属屑,金属屑容易操作极片或隔膜,造成电芯短路。
2、因此,亟需提供一种圆柱电池,以解决上述技术问题。
技术实现思路
1、本发明的实施例提供了一种圆柱电池,可以改善卷芯入壳过程中极耳外翻刮伤电池壳的技术问题。
2、本发明的实施例提供了一种圆柱电池,所述圆柱电池包括:
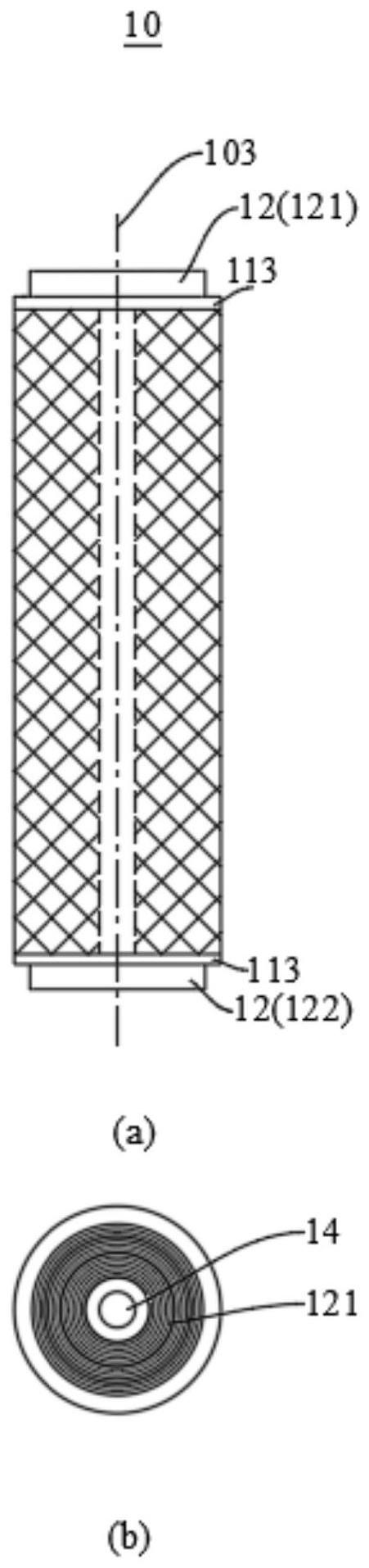
3、卷芯,所述卷芯包括极片,所述极片的一端设有极耳,所述极耳与所述极片的卷绕起始端呈间隔设置,以及所述极耳与所述极片的卷绕末端呈间隔设置。
4、在一实施例中,所述圆柱电池还包括集流盘,所述集流盘包括端盖和沿所述端盖一侧垂直延伸的焊接部,所述焊接部背离所述端盖的一端与所述极耳接触,且所述焊接部的外侧壁与所述极耳的外周侧壁焊接;
5、其中,所述端盖的直径小于或等于所述卷芯的最大直径。
6、在一实施例中,所述卷芯的卷绕中心设有卷芯孔,所述端盖的端面设有贯穿所述集流盘的焊接孔;
7、其中,所述焊接孔的直径大于或等于所述卷芯孔的直径。
8、在一实施例中,所述极耳包括多个分离设置的子极耳,所述子极耳朝向所述卷芯的中心轴方向弯折,相邻的两所述子极耳在垂直于所述卷芯的中心轴的平面上的正投影至少部分重叠。
9、在一实施例中,所述卷芯的卷绕中心设有卷芯孔,所述子极耳在垂直于所述卷芯的中心轴的平面上的正投影位于所述卷芯孔的外围。
10、在一实施例中,所述圆柱电池还包括集流盘,所述集流盘朝向所述子极耳的端面与所述子极耳焊接,所述集流盘的直径小于或等于所述卷芯的最大直径。
11、在一实施例中,所述极耳与所述极片的卷绕起始端的周向间距为5毫米至300毫米,所述极耳与所述极片的卷绕末端的周向间距为5毫米至300毫米。
12、在一实施例中,所述极耳与所述极片之间设置有空白箔,所述空白箔沿卷绕方向的长度与所述极片沿卷绕方向的长度相等。
13、本发明还提供一种圆柱电池的加工方法,用于加工上述的一种圆柱电池,所述圆柱电池的极片包括正极极片和负极极片,所述加工方法包括:
14、提供涂布后的正极极片和负极极片,对所述极片的一端进行模切,形成极耳,所述极耳与所述极片的卷绕起始端呈间隔设置,以及所述极耳与所述极片的卷绕末端呈间隔设置,所述极耳包括多个子极耳;
15、卷绕依次叠置的所述正极极片、隔膜、所述负极极片,形成卷芯;
16、压平所述卷芯两端的子极耳至预设角度;
17、焊接所述子极耳与集流盘。
18、本发明还提供一种圆柱电池的加工装置,用于加工上述的一种圆柱电池,所述加工装置包括:
19、定位夹块,包括上夹块和下夹块,所述上夹块和所述下夹块贴合设置,所述定位夹块的中间区域设有卷芯固定部,所述卷芯固定部用于固定所述圆柱电池的卷芯;
20、压平工装,包括极耳成型部,所述极耳成型部用于容纳所述圆柱电池的极耳,以及所述极耳成型部具有圆锥面,所述圆锥面可使所述圆柱电池的极耳朝向所述圆柱电池的卷芯的中心轴方向弯折。
21、本发明的实施例的有益效果:本发明提供一种圆柱电池;所述圆柱电池包括卷芯,所述卷芯包括极片,所述极片的一端设有极耳,所述极耳与所述极片的卷绕起始端呈间隔设置,以及所述极耳与所述极片的卷绕末端呈间隔设置。本发明通过将极耳与极片的卷绕起始端间隔一定距离,将极耳与极片的卷绕末端间隔一定距离,从而使极片卷绕成为卷芯后,极耳的最外圈的直径小于卷芯的其他位置的最外圈的直径,从而改善卷芯入壳过程中极耳外翻刮伤电池壳的问题。
技术特征:
1.一种圆柱电池,其特征在于,包括:
2.根据权利要求1所述的圆柱电池,其特征在于,所述圆柱电池还包括集流盘(20),所述集流盘(20)包括端盖(22)和沿所述端盖(22)一侧垂直延伸的焊接部(21),所述焊接部(21)背离所述端盖(22)的一端与所述极耳(12)接触,且所述焊接部(21)的外侧壁与所述极耳(12)的外周侧壁焊接;
3.根据权利要求2所述的圆柱电池,其特征在于,所述卷芯(10)的卷绕中心设有卷芯孔(14),所述端盖(22)的端面设有贯穿所述集流盘(20)的焊接孔(221);
4.根据权利要求1所述的圆柱电池,其特征在于,所述极耳(12)包括多个分离设置的子极耳(120),所述子极耳(120)朝向所述卷芯(10)的中心轴(103)方向弯折,相邻的两所述子极耳(120)在垂直于所述卷芯(10)的中心轴(103)的平面上的正投影至少部分重叠。
5.根据权利要求4所述的圆柱电池,其特征在于,所述卷芯(10)的卷绕中心设有卷芯孔(14),所述子极耳(120)在垂直于所述卷芯(10)的中心轴(103)的平面上的正投影位于所述卷芯孔(14)的外围。
6.根据权利要求4所述的圆柱电池,其特征在于,所述圆柱电池还包括集流盘(20),所述集流盘(20)朝向所述子极耳(120)的端面与所述子极耳(120)焊接,所述集流盘(20)的直径小于或等于所述卷芯(10)的最大直径。
7.根据权利要求1-6任一项所述的圆柱电池,其特征在于,所述极耳(12)与所述极片(11)的卷绕起始端(101)的周向间距为5毫米至300毫米,所述极耳(12)与所述极片(11)的卷绕末端(102)的周向间距为5毫米至300毫米。
8.根据权利要求1-6任一项所述的圆柱电池,其特征在于,所述极耳(12)与所述极片(11)之间设置有空白箔(113),所述空白箔(113)沿卷绕方向的长度与所述极片(11)沿卷绕方向的长度相等。
9.一种圆柱电池的加工方法,其特征在于,用于加工如权利要求4至6任一项所述的圆柱电池,所述圆柱电池的极片(11)包括正极极片和负极极片,所述加工方法包括:
10.一种圆柱电池的加工装置,其特征在于,用于加工如权利要求4至6任一项所述的圆柱电池,所述加工装置包括:
技术总结
本发明提供一种圆柱电池及其加工方法、加工装置;圆柱电池包括卷芯,卷芯包括极片,极片的一端设有极耳,极耳与极片的卷绕起始端呈间隔设置,以及极耳与极片的卷绕末端呈间隔设置;本发明通过将极耳与极片的卷绕起始端间隔一定距离,将极耳与极片的卷绕末端间隔一定距离,从而使极片卷绕成为卷芯后,极耳的最外圈的直径小于卷芯的其他位置的最外圈的直径,从而改善卷芯入壳过程中极耳外翻刮伤电池壳的问题。
技术研发人员:王国乾,刘升起,宋鹏元
受保护的技术使用者:惠州亿纬锂能股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!