一种共模电感器的生产工艺的制作方法
本发明属于电感器制造,具体涉及一种共模电感器的生产工艺。
背景技术:
1、共模电感器主要用于滤除共模干扰信号,两个绕组圈数线径一致,同名端一样,共模信号流过共模电感器时,两路信号产生的磁通耦合加强,对共模信号呈现高阻抗,有良好的滤除效果;正常的差模信号流过共模电感器时,两路信号产生的磁通刚好相互抵消,对差模信号呈现低阻抗特性。
2、现有技术是将制备电感器初品后的线圈无规则地导入浸漆槽中,绝缘漆完全覆盖制备电感器初品后的线圈,浸漆完成后导入托盘烘烤,这样操作会导致线圈的引脚上也浸染到绝缘漆,虽然引脚上的绝缘漆在焊锡时大部分可以熔化,但是少量的漆瘤仍会导致焊锡不全、漏焊等问题,需要人工进行二次补焊,增加了生产成本,降低了产品品质和口碑;而在制备电感器初品后的线圈浸漆后增加一次引脚预热去除漆瘤,这样也会增加生产工序和生产成本;因此,开发一种引脚不浸染绝缘漆的共模电感器生产工艺是亟须解决的问题。
技术实现思路
1、本发明的目的在于提供一种共模电感器的生产工艺,以解决背景技术中的问题。
2、本发明的目的可以通过以下技术方案实现:
3、一种共模电感器的生产工艺,包括以下步骤:
4、步骤s1、制作线圈:将骨架通过振动盘上料到绕线机夹头上,然后将漆包线自动绕线到骨架上,得到线圈;将线圈通过振动盘输送到皮带上,再通过夹具先沾助焊剂然后再焊锡,将线圈的引线锡焊在pin针上,得到带引脚的线圈;
5、步骤s2、制备电感器初品:先用马拉胶带将带引脚的线圈的绕线部分包裹住,得到绝缘线圈;然后将磁芯装配到绝缘线圈上,再转动磁芯,在磁芯周侧包裹马拉胶带,测试电感量合格后,得到电感器初品;
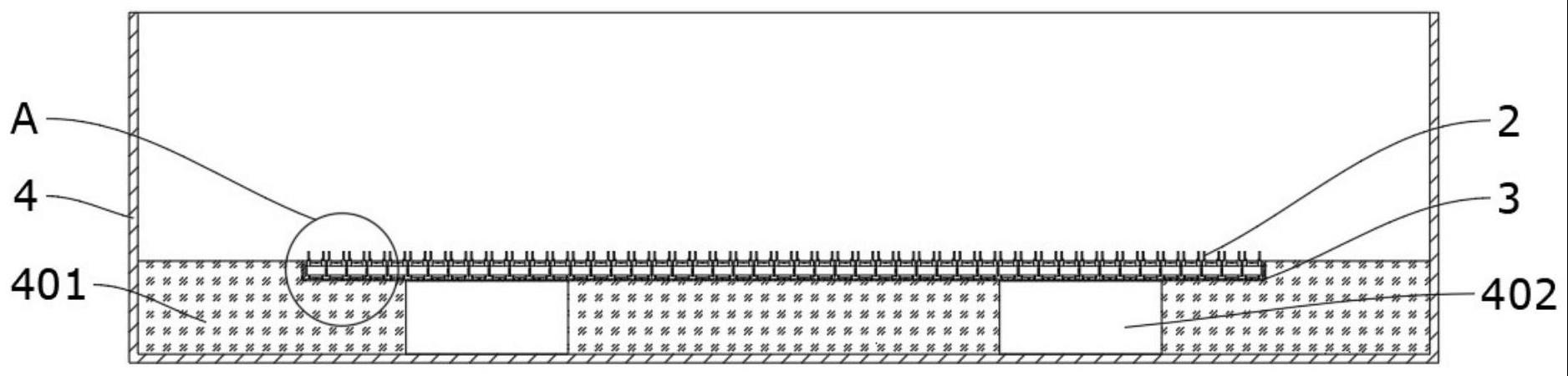
6、步骤s3、浸漆:先将合格的电感器初品引脚向下整齐摆放在摆盘工装中,将浸漆托盘倒扣在摆满电感器初品的摆盘工装上,整体翻转摆盘工装和浸漆托盘后,将浸漆托盘上方的摆盘工装移走,此时电感器初品的引脚全部向上放置在浸漆托盘中,然后将浸漆托盘转运至浸漆槽中,控制绝缘液的液面浸没线圈而又不接触引脚,常压浸泡10-15min;
7、步骤s4、后处理:浸漆后先晾干20min,然后在烘箱内烘烤,使绝缘液干燥;最后通过整脚工装将受热变形的引脚距调整到合格范围内,即得到共模电感器成品。
8、进一步地,所述骨架为卧式双槽骨架,且每个槽的绕线圈数和线径均相同。
9、进一步地,所述绝缘液为绝缘漆和稀释剂按照质量比1:1混合得到,所述绝缘液的比重为0.905-0.925。
10、进一步地,所述烘箱温度设置为100-140℃,所述烘烤时间为2.5h。
11、进一步地,所述磁芯通过以下步骤制得:
12、将fe2o3、mno和zno按照摩尔比11:7:2进行混合并在空气中预烧,得到预烧原料,再向预烧原料中加入sio2、cao、nb2o5和coo,并用砂磨机进行粉碎,粉碎后加入磷化后的铁基纳米晶粉末进行混合,然后加入硅酮树脂进行混合造粒并装入模具压制成型,成型后在1000℃氮气环境中烧结3h,最后对接口进行镜面磨削处理,得到磁芯。
13、进一步地,所述预烧温度为900℃,预烧时间为2h。
14、进一步地,所述sio2、cao、nb2o5和coo的用量分别为预烧原料总重量的0.008%、0.07%、0.05%和0.02%。
15、进一步地,所述磷化后的铁基纳米晶粉末中含有0.03-0.05wt%磷酸,其余铁基纳米晶粉末,两者质量百分数之和为100%;所述铁基纳米晶粉末的牌号为1k107。
16、进一步地,所述磷化后的铁基纳米晶粉末用量为预烧原料总重量的3-5%。
17、进一步地,所述硅酮树脂用量为预烧原料总重量的3-5%。
18、有益效果:
19、本发明在传统锰锌铁氧体磁芯的材料基础上,掺入了3-5%的磷化后的铁基纳米晶粉末(磷酸含量0.03-0.05wt%),提高了磁芯的饱和磁通密度、初始磁导率以及居里温度,使得磁芯具有更好的磁性能;与传统纯锰锌铁氧体磁芯制得的共模电感器相比,本发明制得的共模电感器的电感系数得到了显著的提升(从3500提高到4500),在实际应用中,相同电感量下,可以减少共模电感器的漆包线绕线圈数,可以有效降低耗铜量,降低温升;而相同绕线圈数下,则可以获得更高的电感量;
20、本发明的生产工艺先将电感器初品引脚向下整齐摆放在摆盘工装中,摆盘工装的设置使得电感初品的摆放更加快捷高效,且夹具不会触碰到引脚,减少引脚变形的可能性,然后通过倒扣浸漆托盘并整体翻转摆盘工装和浸漆托盘,在移去摆盘工装后,电感器初品即可全部引脚向上、整齐排列在浸漆托盘中,浸漆时,浸漆托盘放置在浸漆槽的垫块上,只用简单地控制浸漆槽中绝缘液的液面高度,即可实现绝缘液的液面浸没电感器初品的线圈而又不接触引脚,确保了引脚不会沾绝缘液,避免了引脚上漆瘤的产生,使得生产工序和生产成本可控,并提高了产品的品质。
技术特征:
1.一种共模电感器的生产工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种共模电感器的生产工艺,其特征在于,所述骨架为卧式双槽骨架,且每个槽的绕线圈数和线径均相同。
3.根据权利要求1所述的一种共模电感器的生产工艺,其特征在于,所述绝缘液(401)为绝缘漆和稀释剂按照质量比1:1混合得到,所述绝缘液(401)的比重为0.905-0.925。
4.根据权利要求1所述的一种共模电感器的生产工艺,其特征在于,所述烘箱温度设置为100-140℃,所述烘烤时间为2.5h。
5.根据权利要求1所述的一种共模电感器的生产工艺,其特征在于,所述磁芯通过以下步骤制得:
6.根据权利要求5所述的一种共模电感器的生产工艺,其特征在于,所述预烧温度为900℃,预烧时间为2h。
7.根据权利要求5所述的一种共模电感器的生产工艺,其特征在于,所述sio2、cao、nb2o5和coo的用量分别为预烧原料总重量的0.008%、0.07%、0.05%和0.02%。
8.根据权利要求5所述的一种共模电感器的生产工艺,其特征在于,所述磷化后的铁基纳米晶粉末中含有0.03-0.05wt%磷酸,其余铁基纳米晶粉末。
9.根据权利要求8所述的一种共模电感器的生产工艺,其特征在于,所述磷化后的铁基纳米晶粉末用量为预烧原料总重量的3-5%。
10.根据权利要求5所述的一种共模电感器的生产工艺,其特征在于,所述硅酮树脂用量为预烧原料总重量的3-5%。
技术总结
本发明公开了一种共模电感器的生产工艺,属于电感器制造技术领域,包括以下步骤:步骤S1、制作线圈;步骤S2、制备电感器初品;步骤S3、将电感器初品引脚向下整齐摆放在摆盘工装中并倒扣上浸漆托盘,整体翻转摆盘工装和浸漆托盘后移走摆盘工装,电感器初品引脚全部向上放置在浸漆托盘中,然后将浸漆托盘转运至浸漆槽中浸泡绝缘液;步骤S4、烘干和调整引脚间距后,即得共模电感器成品;本发明只用简单地控制浸漆槽中绝缘液的液面高度,即可实现绝缘液的液面浸没电感器初品的线圈而又不接触引脚,确保了引脚不会沾绝缘液,避免了引脚上漆瘤的产生,使得生产工序和生产成本可控,并提高了产品的品质。
技术研发人员:孙磊,任广,范雪梅,高轶,李梅,马宁东,陈宇
受保护的技术使用者:安徽省昌盛电子有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!