一种入壳压装生产线的制作方法
本申请涉及电池加工设备,特别涉及一种入壳压装生产线。
背景技术:
1、锂离子电池是一种大容量、高功率的电池,已广泛应用于数码产品、电子设备上。锂离子电池主要包括电芯、顶盖和外壳。锂离子电池组装时,通常为先将电芯焊接固定在顶盖上,再将外壳压装至电芯,最后焊接固定顶盖和外壳。
2、相关技术中,电芯和顶盖固定后,需要先将外壳上料套设在电芯上,再利用压装设备压装外壳,使得外壳完全套设于顶盖,最后对压装完成的外壳和顶盖进行焊接固定。外壳上料、压装以及焊接均需对应的设备进行加工,完成每一道工序后,需利用机械手将半成品电池转移至下一加工设备处进行加工。
3、但是,外壳的入壳压装工序较多,若利用机械手转运半成品电池,机械手每次往复运动仅完成一次半成品电池的转运,效率较低,另外,需要对应工序对应设置机械手,机械手自身的成本较高,导致入壳的加工成本较高。
技术实现思路
1、本申请实施例提供一种入壳压装生产线,以解决相关技术中外壳入壳压装加工效率慢,成本高的技术问题。
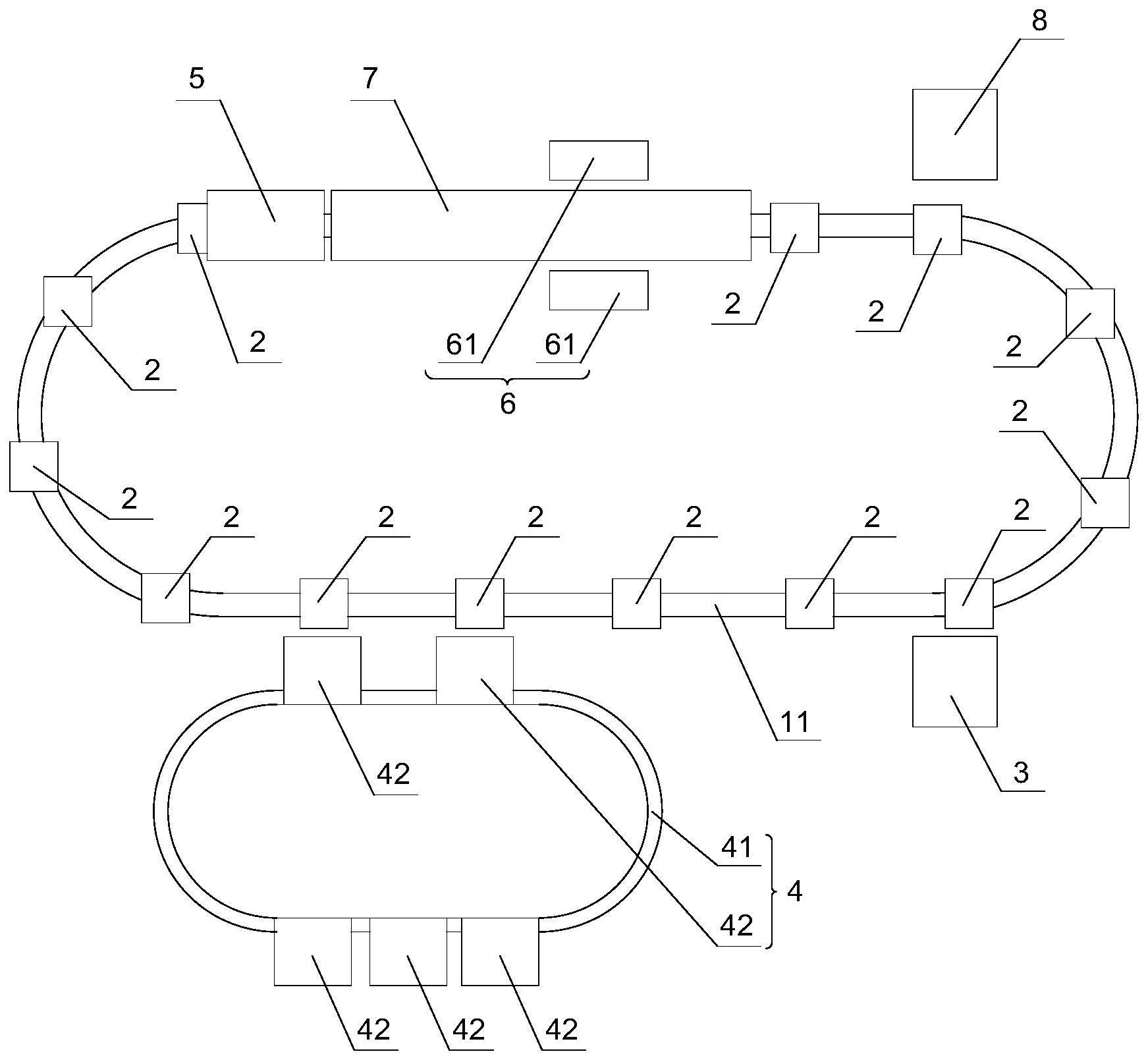
2、一种入壳压装生产线,其包括:
3、载具输送机构,其包括沿规定输送路径循环运动的载具输送件;
4、载具,其连接于所述载具输送件,且载具用于安置顶盖和电芯,所述载具随所述载具输送件流转而依次经过入壳工位、压装工位和预焊工位;
5、入壳机构,其包括拾取件,所述拾取件在取壳工位和所述入壳工位之间切换,所述拾取件适于在所述取壳工位拾取外壳或在所述入壳工位将外壳套设至电芯上;
6、压装机构,其包括压装件,所述压装件适于在所述压装工位压装所述外壳;
7、预焊机构,其包括预焊件,所述预焊件适于在所述预焊工位焊接所述外壳和所述顶盖。
8、一些实施例中,该入壳压装生产线还包括定型机构,所述定型机构包括定型件,所述定型件适于在预焊工位压紧所述外壳,且所述压装件与所述定型件相邻设置,所述外壳经所述压装件压装后随即由所述定型件压紧。
9、一些实施例中,该入壳压装生产线还包括上料机构,其包括上料件,所述上料件在取料工位和上料工位之间切换,所述上料工位处于所述载具的流转路径上,且所述上料工位位于所述入壳工位的上游,所述上料件适于在所述取料工位拾取所述电芯和所述顶盖,或者,所述上料件适于将所述电芯和所述顶盖送至处于所述上料工位的所述载具上。
10、一些实施例中,该入壳压装生产线还包括下料机构,其包括下料件,所述下料件在下料工位和焊接工位之间切换,所述下料工位处于所述载具的流转路径上,且所述下料工位位于所述预壳工位的下游,所述下料件适于将处于所述下料工位的预焊完成电池转移至所述焊接工位。
11、一些实施例中,所述入壳机构还包括入壳输送机构,其包括沿规定输送路径循环运动的入壳输送件,所述拾取件与所述入壳输送件连接。
12、一些实施例中,所述拾取件包括:
13、拾取座,其与所述入壳输送件连接;
14、拾取头,其滑动设于所述拾取座,且所述拾取头适于拾取外壳;
15、拾取驱动件,其带动所述拾取头相对于所述拾取座在竖直方向运动。
16、一些实施例中,所述入壳输送机构包括入壳输送环线,所述入壳输送环线上铺设有入壳动子部,所述入壳输送件包括入壳定子部,所述入壳动子部和所述入壳定子部配合,以利用磁驱的方式使所述入壳输送件在所述入壳输送环线上运动。
17、一些实施例中,所述载具包括:
18、安装座,其与所述载具输送件连接,且用于承载所述顶盖和所述电芯;
19、对中夹紧组件,其设于所述安装座上,且适于夹紧所述顶盖。
20、一些实施例中,所述压装机构还包括:
21、压装座,所述压装件活动设于所述压装座上;
22、压装驱动件,所述压装驱动件带动所述压装件升降运动。
23、一些实施例中,其特征在于,所述载具输送机构包括载具输送环线,所述载具输送环线上铺设有载具动子部,所述载具输送件包括载具定子部,所述载具动子部和所述载具定子部配合,以利用磁驱的方式使所述载具输送件在所述载具输送环线上运动。
24、本申请提供的技术方案带来的有益效果包括:
25、本申请实施例提供了一种入壳压装生产线,由于载具输送机构的设置,承载有顶盖和电芯的载具可依次流转至入壳工位、压装工位和预焊工位,以分别将外壳套设在电芯上、将外壳压装而套设于电芯和顶盖以及将顶盖和外壳预焊。外壳的入壳压装的多个工序依次进行,且半成品电池在不同工位之间的流转更加方便,方便连续加工半成品电池,提高了外壳入壳压装的加工效率,由于载具随着载具输送件循环运动,因此载具携带半成品电池完成一轮入壳压装工序后,可将完成入壳压装的半成品电池取下,重新放置顶盖和电芯至载具上,而继续加工,进一步提高了外壳入壳压装的加工效率。另外,在相邻工位之间无需设置机械手转运半成品电池,大幅降低了成本。
技术特征:
1.一种入壳压装生产线,其特征在于,其包括:
2.根据权利要求1所述的入壳压装生产线,其特征在于,还包括定型机构,所述定型机构包括定型件,所述定型件适于在预焊工位压紧所述外壳,且所述压装件与所述定型件相邻设置,所述外壳经所述压装件压装后随即由所述定型件压紧。
3.根据权利要求1所述的入壳压装生产线,其特征在于,还包括上料机构,其包括上料件,所述上料件在取料工位和上料工位之间切换,所述上料工位处于所述载具的流转路径上,且所述上料工位位于所述入壳工位的上游,所述上料件适于在所述取料工位拾取所述电芯和所述顶盖,或者,所述上料件适于将所述电芯和所述顶盖送至处于所述上料工位的所述载具上。
4.根据权利要求1所述的入壳压装生产线,其特征在于,还包括下料机构,其包括下料件,所述下料件在下料工位和焊接工位之间切换,所述下料工位处于所述载具的流转路径上,且所述下料工位位于所述预壳工位的下游,所述下料件适于将处于所述下料工位的预焊完成电池转移至所述焊接工位。
5.根据权利要求1-4中任一项所述的入壳压装生产线,其特征在于,所述入壳机构还包括入壳输送机构,其包括沿规定输送路径循环运动的入壳输送件,所述拾取件与所述入壳输送件连接。
6.根据权利要求5所述的入壳压装生产线,其特征在于,所述拾取件包括:
7.根据权利要求5中任一项所述的入壳压装生产线,其特征在于,所述入壳输送机构包括入壳输送环线,所述入壳输送环线上铺设有入壳动子部,所述入壳输送件包括入壳定子部,所述入壳动子部和所述入壳定子部配合,以利用磁驱的方式使所述入壳输送件在所述入壳输送环线上运动。
8.根据权利要求1-4中任一项所述的入壳压装生产线,其特征在于,所述载具包括:
9.根据权利要求1-4中任一项所述的入壳压装生产线,其特征在于,所述压装机构还包括:
10.根据权利要求1-4中任一项所述的入壳压装生产线,其特征在于,所述载具输送机构包括载具输送环线,所述载具输送环线上铺设有载具动子部,所述载具输送件包括载具定子部,所述载具动子部和所述载具定子部配合,以利用磁驱的方式使所述载具输送件在所述载具输送环线上运动。
技术总结
本申请涉及一种入壳压装生产线,其包括:载具输送机构,其包括沿规定输送路径循环运动的载具输送件;载具,其连接于载具输送件,且载具用于安置顶盖和电芯,载具随载具输送件流转而依次经过入壳工位、压装工位和预焊工位;入壳机构,其包括拾取件,拾取件在取壳工位和入壳工位之间切换,拾取件适于在取壳工位拾取外壳或在入壳工位将外壳套设至电芯上;压装机构,其包括压装件,压装件适于在压装工位压装外壳;预焊机构,其包括预焊件,预焊件适于在预焊工位焊接外壳和顶盖。本申请利用载具输送机构带动承载有顶盖和电芯的载具依次流转至多个工位进行加工,方便了半成品电池的转运,提高了入壳压装效率,且大幅降低了成本。
技术研发人员:吴磊,姚志辉,陈绍雄,周静,刘国忠
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!