一种陪条取放机及陪条取放方法与流程
本发明设计晶圆加工设备领域,具体为一种陪条取放机及陪条取放方法。
背景技术:
1、硅陪条是dfb激光器镀膜工序中所需的必备产品,晶圆经激光加工成若干陪条后,dfb激光器(边发射芯片distributedfeedbacklaser,简称dfb)厂商会提高镀膜产率,往往会多条dfb激光器巴条一起生产,这就要求陪条很长,一般在25mm左右,更有甚在32mm以上。在小功率dfb激光器的尺寸较小,导致陪条宽度较小,一般在0.14mm左右,更有甚在0.11mm。由于陪条又细又长,在扩膜后不产生扭曲变形导致报废,只能牺牲陪条间距,往往在15~30μm左右,而现有的规格较大的陪条的转移是用接巴机,而规格较小的陪条的转移暂无相应的自动化设备(主要是由于陪条过细小,无对应吸附工具)。手动的方式进行转移,使得工作效率低且转移后的陪条良品率低。由于过细过长加上本身硅的特性,导致人工取放时易折断。
2、鉴于此,有必要提供一种陪条取放机及陪条取放方法。
技术实现思路
1、本发明提供的一种陪条取放机及陪条取放方法,有效的解决了现有小规格陪条取放工作效率低、转移后的陪条良品率低的问题。
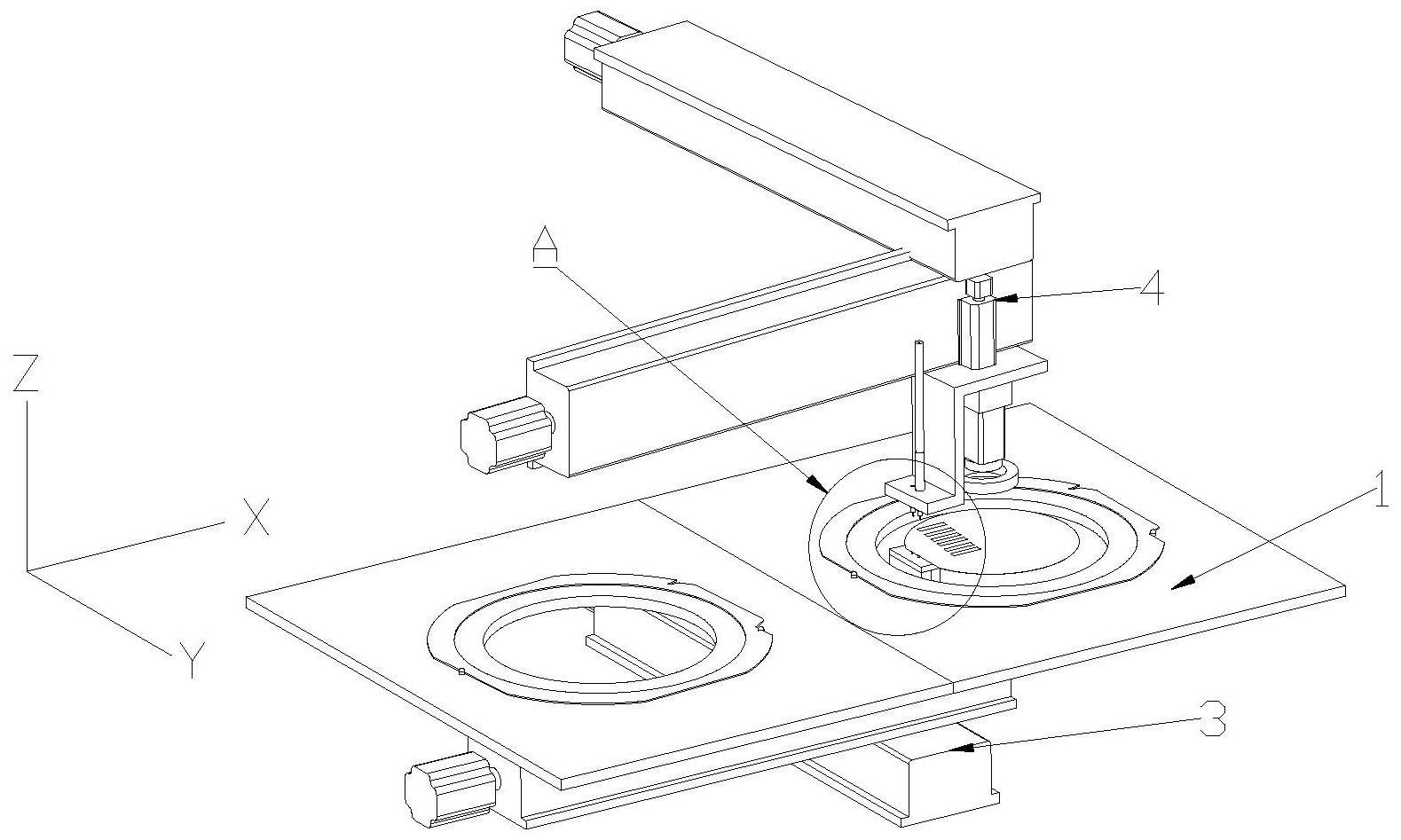
2、本发明所采用的技术方案是:一种陪条取放机,包括一号机架,所述一号机架上设置钢环安装部以及位于钢环安装部内的一号圆孔,还包括设置在一号机架上方的吸取机构和设置在一号机架下方的顶升机构,所述吸取机构包括连接板、驱动连接板运动的一号动力组件、至少两个设置在连接板上的针式吸头、设置在连接板上并与其中一个所述针式吸头同轴的激光同轴位移器以及设置在连接板上的ccd相机。
3、进一步的是:所述针式吸头包括一号针式吸嘴、二号针式吸嘴和弹性件,所述一号针式吸嘴与连接板固定连接,且所述一号针式吸嘴内设置有一号竖向气道,所述二号针式吸嘴通过一号竖向气道与一号针式吸嘴滑动连接,所述二号针式吸嘴设置有与一号竖向气道导通的二号竖向气道,所述弹性件两端分别与连接板和二号针式吸嘴相抵。
4、进一步的是:所述一号动力组件包括沿x方向设置的一号直线模组、沿y方向设置在一号直线模组输出端的二号直线模组以及沿z轴固定设置在二号直线模组输出端的三号直线模组,所述连接板固定设置在三号直线模组的输出端上,所述顶升机构包括沿x方向设置的四号直线模组、沿y方向固定设置在四号直线模组输出端的五号直线模组、沿z轴方向固定设置在五号直线模组输出端的一号气缸以及固定设置在一号气缸输出端的若干顶针,所述顶针与所述二号针式吸嘴偏心设置。
5、进一步的是:所述一号机架上端设置有若干一号定位柱,若干所述一号定位柱与一号机架共同构成钢环安装部,所述一号定位柱上端设置有圆弧顶角。
6、进一步的是:所述二号针式吸嘴包括吸嘴本体、设置在吸嘴本体上端的圆柱端头、设置在吸嘴本体下端且向下收缩的圆锥端以及设置在圆锥端下方的吸取端,所述一号针式吸头内设置有与圆柱端头配合的台阶。
7、进一步的是:所述一号机架上还设置有二号安装部以及设置在二号安装部内的二号圆孔。
8、一种陪条取放机的陪条取放方法,包括如下步骤:
9、s1、将产品放置在钢环安装部上。
10、s2、ccd相机对陪条进行拍照。
11、s3、随后四号直线模组驱动五号直线模组沿x轴运动、五号直线模组驱动一号气缸沿y轴运动,一号气缸驱动顶针向上运动,使得顶针从待转移的陪条下方将uv膜顶起。
12、s4、一号直线模组驱动二号直线模组沿x轴方向运动,二号直线模组驱动三号直线模组沿z轴方向运动,三号直线驱动连接板下移,当激光同轴位移器检测到二号针式吸嘴的高度到达预设的高度时,三号直线模组驱动连接板下降的速度降低,使得二号针式吸嘴与陪条接触。
13、s5、二号吸针式吸嘴与陪条接触后通过一号竖向气道和二号竖向气道产生的负压将陪条吸附,随后一号动力组件驱动针式吸头将陪条移载至相应位置。
14、发明的有益效果:
15、1、能够有效的完成对小规格陪条的吸附,相比较现有的陪条吸附方式,工作效率更高,且不会对陪条造成损伤,使得陪条良品率高。
16、2、二号针式吸嘴的结构设计以及具体实施方式能够有效的防止二号针式吸嘴因为一号竖向通孔内的负压完全伸入一号针式吸嘴内,还能够防止二号针式吸嘴在下移的过程中对陪条的作用力过大造成陪条碎裂。
技术特征:
1.一种陪条取放机,其特征在于:包括一号机架(1),所述一号机架(1)上设置钢环安装部以及位于钢环安装部内的一号圆孔(2),还包括设置在一号机架(1)上方的吸取机构(4)和设置在一号机架(1)下方的顶升机构(3),所述吸取机构(4)包括连接板(41)、驱动连接板(41)运动的一号动力组件(42)、至少两个设置在连接板(41)上的针式吸头(43)、设置在连接板(41)上并与其中一个所述针式吸头(43)同轴的激光同轴位移器(44)以及设置在连接板(41)上的ccd相机(45)。
2.根据权利要求1所述的陪条取放机,其特征在于:所述针式吸头(43)包括一号针式吸嘴(431)、二号针式吸嘴(432)和弹性件(433),所述一号针式吸嘴(431)与连接板(41)固定连接,且所述一号针式吸嘴(431)内设置有一号竖向气道(310),所述二号针式吸嘴(432)通过一号竖向气道(310)与一号针式吸嘴(431)滑动连接,所述二号针式吸嘴(432)设置有与一号竖向气道(310)导通的二号竖向气道(320),所述弹性件(433)两端分别与连接板(41)和二号针式吸嘴(432)相抵。
3.根据权利要求2所述的陪条取放机,其特征在于:所述一号动力组件(42)包括沿x方向设置的一号直线模组(421)、沿y方向设置在一号直线模组(421)输出端的二号直线模组(422)以及沿z轴固定设置在二号直线模组(422)输出端的三号直线模组(423),所述连接板(41)固定设置在三号直线模组(423)的输出端上,所述顶升机构(3)包括沿x方向设置的四号直线模组(31)、沿y方向固定设置在四号直线模组(31)输出端的五号直线模组(32)、沿z轴方向固定设置在五号直线模组(32)输出端的一号气缸(33)以及固定设置在一号气缸(33)输出端的若干顶针(34),所述顶针(34)与所述二号针式吸嘴(432)偏心设置。
4.根据权利要求1所述的陪条取放机,其特征在于:所述一号机架(1)上端设置有若干一号定位柱(6),若干所述一号定位柱(6)与一号机架(1)共同构成钢环安装部,所述一号定位柱(6)上端设置有圆弧顶角。
5.根据权利要求2所述的陪条取放机,其特征在于:所述二号针式吸嘴(432)包括吸嘴本体(4321)、设置在吸嘴本体(4321)上端的圆柱端头(4322)、设置在吸嘴本体(4321)下端且向下收缩的圆锥端(4323)以及设置在圆锥端(4323)下方的吸取端(4324),所述一号针式吸头(43)内设置有与圆柱端头(4322)配合的台阶。
6.根据权利要求1所述的陪条取放机,其特征在于:所述一号机架(1)上还设置有二号安装部以及设置在二号安装部内的二号圆孔(8)。
7.一种陪条取放机的陪条取放方法,其特征在于:包括如下步骤:
技术总结
本发明提供了一种陪条取放机及陪条取放方法,包括一号机架,所述一号机架上设置钢环安装部以及位于钢环安装部内的一号圆孔,还包括设置在一号机架上方的吸取机构和设置在一号机架下方的顶升机构,所述吸取机构包括连接板、驱动连接板运动的一号动力组件、至少两个设置在连接板上的针式吸头、设置在连接板上并与其中一个所述针式吸头同轴的激光同轴位移器以及设置在连接板上的CCD相机。优点:能够有效的完成对小规格陪条的吸附,相比较现有的陪条吸附方式,工作效率更高,且不会对陪条造成损伤,使得陪条良品率高。
技术研发人员:陶为银,蔡正道,闫兴,乔赛赛
受保护的技术使用者:河南通用智能装备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!