用于高压线束加工的一体化设备及加工方法与流程
本发明涉及线束加工设备,具体涉及一种用于高压线束加工的一体化设备及加工方法。
背景技术:
1、线束的铆压、套管以及热缩工艺为线束加工领域的常见工艺形式,在高压线束对应加工过程中,传统的方式都是通过人工手动对去拿去线束依次进行套管、铆压以及热缩,同时套管、铆压和热缩需要三种不同的设备进行,整个工艺过程需要多次对线束进行转移,需要用到多种不同类型的加工设备,消耗大量的人力和物力,同时加工精度和加工效率也无法得到保证,影响线束加工的整个生产进程,另外,传统设备在对线束进行套管时,会因热缩管小于金属端子而出现热缩管无法套管的情况出现。
2、应该注意,上面对技术背景的介绍只是为了方便对本发明的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本发明的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现思路
1、为克服上述缺点,本发明的目的在于提供一种用于高压线束加工的一体化设备及加工方法,从而有效地解决上述技术问题。
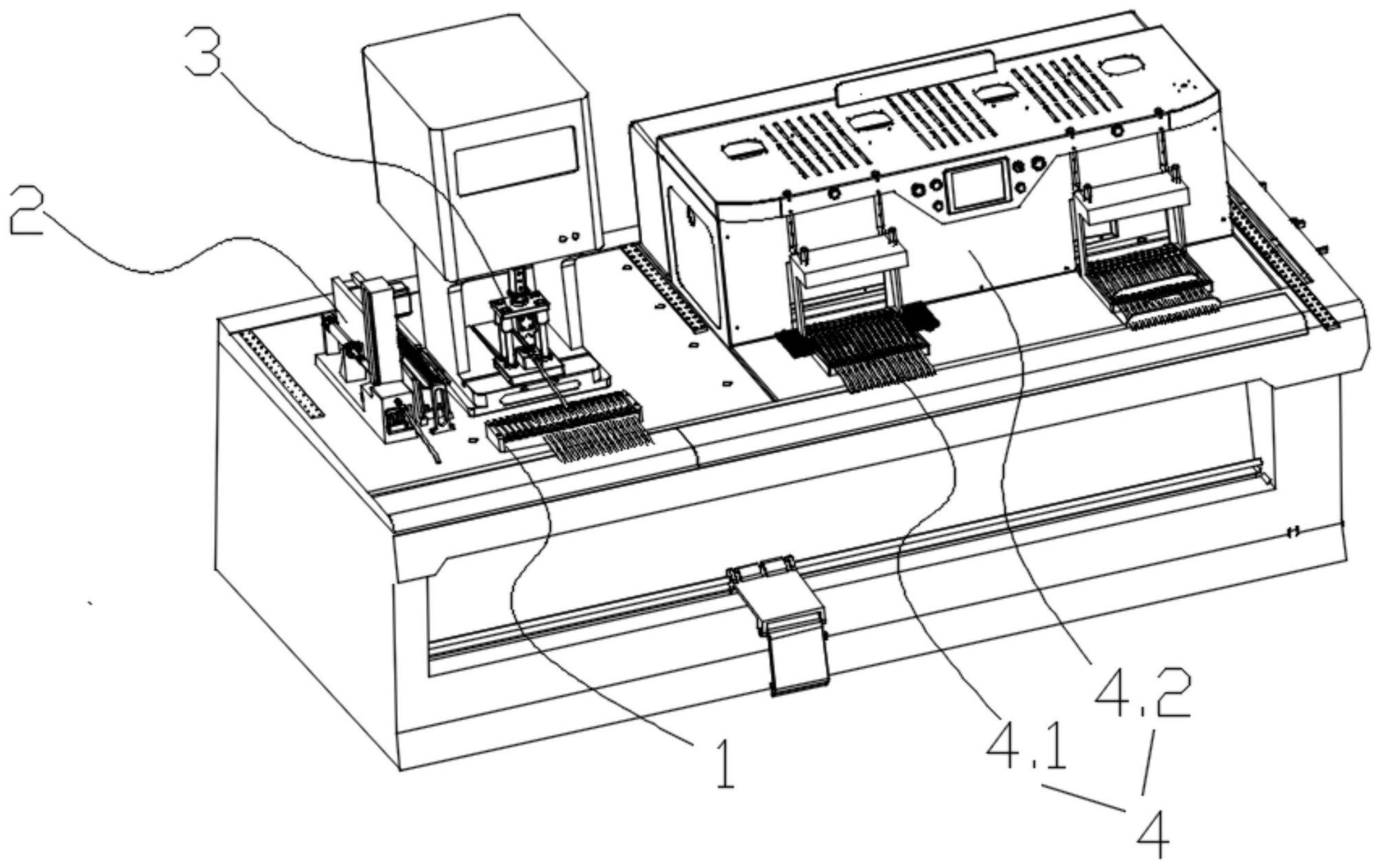
2、为了达到以上目的,本发明采用的技术方案是:一种用于高压线束加工的一体化设备,包括设备本体,所述设备本体包括:
3、转运机构,所述线束转运组件包括治具盘和机械手,待加工的线束放置在所述治具盘上,所述机械手用于夹取线束;
4、套管机构,所述套管机构包括管套上料组件和自动套管组件,所述管套上料组件提供管套,所述自动套管组件将管套套设在线束上;
5、铆压机构,所述铆压机构包括端子上料组件和自动铆压机,所述端子上料组件提供端子,所述自动铆压机将端子铆压在线束的头端;
6、热缩机构,所述热缩机构包括移动托盘和热缩机,线束放置在所述移动托盘上并移动至热缩机内进行热缩。
7、本发明的有益效果为:本方案设计的用于双线束加工的一体化设备,将线束治具盘、线束移载装置、铆压装置以及热缩装置整合成一个生产设备,从而有效地提高双线束加工的工作效率,节省人工成本。
8、进一步地,所述治具盘上开设有定位卡槽,所述定位卡槽用于将线束固定在所述治具盘上;线束放置在治具盘的定位槽内进行定位固定,防止线束出现位置偏移,夹爪机构可以将线束直接从治具盘的定位槽内夹出。
9、进一步地,所述管套上料组件包括料仓、送料通道和推料装置,其中:
10、管套放置在所述料仓内;
11、所述送料通道上开设的进料口与所述料仓连通;
12、所述推料装置包括送料杆,所述送料杆将所述料仓内的管套通过所述进料口推入所述送料通道内。
13、套管机构可自动完成管套自动上料和线束自动套管工作,多个管套依次堆叠放置在料仓内,当需要出料时,送料杆通过送料气缸的驱动下将位于料仓最底部的管套从料仓内推至送料管道内,而上层的管套会自动下落,从而达到管套依次出料的效果。
14、所述自动套管组件包括推料杆,所述推料杆将所述送料通道内的管套从所述送料通道上开设的出料口推出并套在线束上;当管套进入送料通道后,通过推料杆将管套从通道内推出,而夹取线束的机械手将线束对准送料通道的出料口,管套在出料时可以直接套在线束上。
15、进一步地,所述送料通道的进料口与所述料仓底部开设的出口连通,所述送料杆连接送料气缸,且所述送料杆设置在所述料仓的底部。
16、进一步地,所述送料通道靠近所述出料口前端的部位为直径逐渐减小的锥桶形状;由于管套为软管,一些管套的初始状态下是扁的,没有张开,这样会出现管套无法套在线束上的情况,而锥桶形状送料通道内部的斜锥面可以对送料通道内的管套起到挤压作用,从而对管套起到导向作用,让管套张开,方便管套套在线束上。
17、进一步地,所述推料杆为空心管结构;推料杆可以直接抵住管套并推动其从送料通道的出料口出料,线束对准送料通道的出料口,这样管套可以直接套在线束上,完成线束套管的工作。
18、进一步地,所述推料杆设置在安装座上,所述安装座连接升降气缸作用端,所述升降气缸的底座与推料气缸的作用端连接;所述送料通道的底部开设有供所述推料杆通过的通孔;推料杆在完成推动套管出料的动作时一定是在送料通道内的,而如果直接将推料杆设置在送料通道内,那么管套在进入送料通道时会受到推料杆的阻挡,所以推料杆初始状态下需要设置在送料通道外部,当管套进入送料通道内部后,推料杆先通过升降气缸带动上升从送料通道底部开设的通孔处进入送料通道内部,然后再通过推料气缸驱动使推料杆推着管套出料并完成最后的线束套管工作。
19、进一步地,所述端子上料组件包括端子输送线和机械夹爪,用于铆压的端子放置在所述输送线上进行输送,所述机械夹爪将所述输送线上的端子夹取并放置在所述自动铆压机与线束进行铆压。
20、一种高压线束加工方法,所述加工方法通过使用上述的用于高压线束加工的一体化设备进行,其包括如下步骤:
21、步骤一:通过操作人员人工上料或者机械手自动上料的方式将线束放置在治具盘上;
22、步骤二:通过机械手夹取治具盘上的线束,并将线束转移至套管机构处,通过套管机构在线束上套设管套;
23、步骤三:线束完成套管后,通过机械手直接转移至自动铆压机处;同时,机械夹爪夹取输送线上的端子并送入自动铆压机处,通过自动铆压机将端子铆压在线束的头端;
24、步骤四:线束完成铆压后,通过机械手将线束转移至移动托盘上,然后,移动托盘带着线束进入热缩机内对线束上的管套进行热缩。
技术特征:
1.一种用于高压线束加工的一体化设备,包括设备本体,其特征在于:所述设备本体包括:
2.根据权利要求1所述的用于高压线束加工的一体化设备,其特征在于:所述治具盘上开设有定位卡槽,所述定位卡槽用于将线束固定在所述治具盘上。
3.根据权利要求1所述的用于高压线束加工的一体化设备,其特征在于:所述管套上料组件包括料仓、送料通道和推料装置,其中:
4.根据权利要求3所述的用于高压线束加工的一体化设备,其特征在于:所述自动套管组件包括推料杆,所述推料杆将所述送料通道内的管套从所述送料通道上开设的出料口推出并套在线束上。
5.根据权利要求3所述的用于高压线束加工的一体化设备,其特征在于:所述送料通道的进料口与所述料仓底部开设的出口连通,所述送料杆连接送料气缸,且所述送料杆设置在所述料仓的底部。
6.根据权利要求3所述的用于高压线束加工的一体化设备,其特征在于:所述送料通道靠近所述出料口前端的部位为直径逐渐减小的锥桶形状。
7.根据权利要求4所述的用于高压线束加工的一体化设备,其特征在于:所述推料杆为空心管结构。
8.根据权利要求4所述的用于高压线束加工的一体化设备,其特征在于:所述推料杆设置在安装座上,所述安装座连接升降气缸作用端,所述升降气缸的底座与推料气缸的作用端连接。
9.根据权利要求1所述的用于高压线束加工的一体化设备,其特征在于:所述端子上料组件包括端子输送线和机械夹爪,用于铆压的端子放置在所述输送线上进行输送,所述机械夹爪将所述输送线上的端子夹取并放置在所述自动铆压机与线束进行铆压。
10.一种高压线束加工方法,其特征在于:所述加工方法通过使用上述权利要求1~9中任一项所述的用于高压线束加工的一体化设备进行,其包括如下步骤:
技术总结
本发明公开了一种用于高压线束加工的一体化设备及加工方法,包括设备本体,所述设备本体包括:转运机构,所述线束转运组件包括治具盘和机械手;还包括套管机构,所述套管机构包括管套上料组件和自动套管组件;还包括铆压机构,所述铆压机构包括端子上料组件和自动铆压机;还包括热缩机构,所述热缩机构包括移动托盘和热缩机;本方案设计的用于双线束加工的一体化设备,将线束治具盘、线束移载装置、铆压装置以及热缩装置整合成一个生产设备,从而有效地提高双线束加工的工作效率,节省人工成本。
技术研发人员:顾方华
受保护的技术使用者:苏州工业园区六旭自动化设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!