变压器撑条自动加工系统及加工方法与流程
本发明属于变压器生产制造,具体涉及一种变压器撑条自动加工系统及加工方法,用于实现变压器撑条智能化加工生产。
背景技术:
1、在变压器绕组结构中,变压器撑条通常作为绕组的层间支撑和绝缘,并起到形成散热油道或风道等作用。
2、目前,变压器撑条加工以人工方式为主,每一个工作流程都配置对应的生产工序,人工操作标准化水平低,因此劳动强度较大,生产成本较高,生产效率低,不能满足大批量、多尺寸变压器撑条生产的需求。因此,市场上迫切需要一种变压器撑条加工设备和自动加工生产线,以解放人工,提高生产效率。
技术实现思路
1、针对上述技术问题,本发明提供一种变压器撑条自动加工系统和加工方法。本发明所采用的技术方案如下:
2、一种变压器撑条自动加工系统,包括:纸条加工生产线、纸条粘接和撑条打磨生产线、物料管理系统、自动化搬运机构及控制系统;所述的控制系统通过以太网与被控制设备连接实现数据交互,物料管理系统与企业的mes及物料系统对接,自动化搬运机构由agv小车、智能行车、多层堆高车及立体货架组成;
3、纸条加工生产线包括:原料桁架机械手、上料纠正平台、纸板滚剪机、半成品桁架机械手、去毛机和成品下料机构,所述的上料纠正平台、纸板滚剪机、去毛机和成品下料机构依次顺序相邻设置,原料桁架机械手固定安装在上料纠正平台的上方,半成品桁架机械手固定安装在去毛机和成品下料机构之间的上方;
4、所述的纸条粘接和撑条打磨生产线包括纸条粘接设备和撑条锯切齐头打磨设备,所述的纸条粘接设备包括:纸条粘接桁架机械手、纸条粘接机和纸条二次定位机构,纸条二次定位机构设置在纸条粘接机的一侧,纸条粘接机和纸条二次定位机构的长度方向相互平行,纸条粘接桁架机械手的移动范围覆盖纸条粘接机和纸条二次定位机构,纸条二次定位机构由支撑脚、上定位板和视觉检测机构组成,所述的上定位板为长条板状结构,上定位板的宽度方向的一端设置端部挡板,上定位板的长度方向设置传送带,上定位板的长度方向的一侧设置若干个侧面挡板,与侧面挡板相对的另一侧设置若干个侧定位气缸;所述的纸条粘接机包括粘接工作台,所述的粘接工作台的上侧面固定安装龙门桁架,龙门桁架上设置直线模组、直线滑块、自动喷胶装置和第二伺服电机,在粘接工作台的上侧面固定安装若干个定位柱,在定位柱的侧方设置压板放置架及压板,所述的自动喷胶装置包括:精密点胶阀、不锈钢密封储胶罐、胶液涂敷缺失检测机构、超声波清洁仪及自清洁系统。
5、优选的,所述的原料桁架机械手和半成品桁架机械手包括支撑桁架以及在支撑桁架上水平和垂直移动的吸附机械手。
6、优选的,所述的上料纠正平台设置有检测装置和纸板位置调节装置,纸板位置调节装置由气缸和履带组成。
7、优选的,成品下料机构包括一对固定支架和设置在固定支架上方的成品料箱,成品料箱为长方体结构,在内部设置若干个格挡组成多个成品纸条存放位,固定支架上安装有直线导轨及伺服电机直线模组。
8、优选的,所述的纸条粘接桁架机械手包括支撑框架,支撑框架由四根竖支撑梁和四根横支撑梁焊接或者螺栓连接组成,在横支撑梁上分别设置x轴组件和y轴组件,在y轴组件上设置z轴组件,在z轴组件的下端固定安装吸盘。
9、优选的,所述的x轴组件、y轴组件和z轴组件均采用齿轮齿条搭配直线导轨和直线滑块的传动方式,x轴组件、y轴组件和z轴组件的两端均安装有机械限位和电气软限位,且z轴组件安装有外置的杆式气动防坠落装置。
10、优选的,压板的材质为不锈钢。
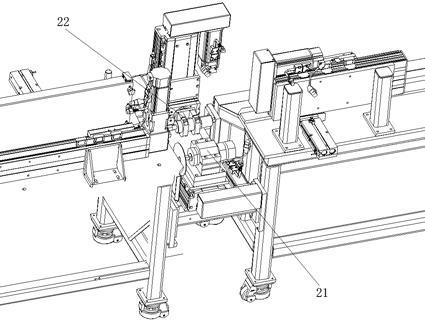
11、优选的,锯切齐头设备和打磨设备固定安装在撑条锯切齐头打磨工作台上。
12、一种变压器撑条自动加工方法,应用前述的一种变压器撑条自动加工系统,包括以下步骤:
13、步骤1、利用原料桁架机械手、上料纠正平台和纸板滚剪机,将纸板原料分切为半成品纸条;
14、步骤2、利用半成品桁架机械手和去毛机,对半成品纸条进行自动倒角、去毛刺处理,加工成为成品纸条;
15、步骤3、利用纸条粘接桁架机械手、纸条二次定位机构和撑条粘接设备,将成品纸条粘接成半成品撑条;
16、步骤4、利用撑条锯切齐头打磨设备,将半成品撑条锯切、齐头及打磨,得到成品撑条。
17、本发明的有益效果:
18、本自动加工系统生产线对变压器撑条进行智能化生产,进行纸板分切、纸条自动去毛刺、撑条自动粘接及控制工序间自动转运,实现设备一键启动,全自动运行,完成后自动停止,声光报警,提示操作者工作完成,形成流水线作业。本发明整体设计结构合理,维护方便,保证长期可靠运行,实现了撑条自动加工的精准化作业。
技术特征:
1.变压器撑条自动加工系统,其特征在于,包括:纸条加工生产线、纸条粘接和撑条打磨生产线、物料管理系统、自动化搬运机构及控制系统;所述的控制系统通过以太网与被控制设备连接实现数据交互,物料管理系统与企业的mes及物料系统对接,自动化搬运机构由agv小车、智能行车、多层堆高车及立体货架组成;
2.根据权利要求1所述的变压器撑条自动加工系统,其特征在于,所述的原料桁架机械手(1)和半成品桁架机械手(4)包括支撑桁架以及在支撑桁架上水平和垂直移动的吸附机械手。
3.根据权利要求1所述的变压器撑条自动加工系统,其特征在于,所述的上料纠正平台(2)设置有检测装置和纸板位置调节装置,纸板位置调节装置由气缸和履带组成。
4.根据权利要求1所述的变压器撑条自动加工系统,其特征在于,成品下料机构(6)包括一对固定支架和设置在固定支架上方的成品料箱,成品料箱为长方体结构,在内部设置若干个格挡组成多个成品纸条存放位,固定支架上安装有直线导轨及伺服电机直线模组。
5.根据权利要求1所述的变压器撑条自动加工系统,其特征在于,所述的纸条粘接桁架机械手包括支撑框架(10),支撑框架(10)由四根竖支撑梁和四根横支撑梁焊接或者螺栓连接组成,在横支撑梁上分别设置x轴组件(11)和y轴组件(12),在y轴组件(12)上设置z轴组件(13),在z轴组件(13)的下端固定安装吸盘(14)。
6.根据权利要求5所述的变压器撑条自动加工系统,其特征在于,所述的x轴组件(11)、y轴组件(12)和z轴组件(13)均采用齿轮齿条搭配直线导轨和直线滑块的传动方式,x轴组件(11)、y轴组件(12)和z轴组件(13)的两端均安装有机械限位和电气软限位,且z轴组件(13)安装有外置的杆式气动防坠落装置。
7.根据权利要求1所述的变压器撑条自动加工系统,其特征在于,压板的材质为不锈钢。
8.根据权利要求1所述的变压器撑条自动加工系统,其特征在于,锯切齐头设备(21)和打磨设备(22)固定安装在撑条锯切齐头打磨工作台上。
9.变压器撑条自动加工方法,其特征在于,应用如权利要求1所述的变压器撑条自动加工系统,包括以下步骤:
10.根据权利要求9所述的变压器撑条自动加工方法,其特征在于,在控制系统中输入或通过mes导入纸条分切宽度及数量;更换不同的加工厚度纸条时,系统自动提醒更换倒角刀具,根据纸条厚度人工调整去毛机(5)的倒角刀具;加工完成后的成品纸条,使用高压气体清理表面浮尘,系统自动标识转运箱存放位置、规格、数量;自动测量装置测量每根撑条厚度、宽度、长度及拼接缝公差并与设计值对照,超差报警,完成后自动停止,声光报警,提示操作者工作完成;控制系统设置粘胶固化时间,到时间后移放到成品料箱内;自动加工系统采用分布式控制,采用profinet通讯方式,每条生产线独立配置相应plc,采用以太网进行通讯。
技术总结
本发明属于变压器制造领域,涉及一种变压器撑条自动加工系统及加工方法,自动加工系统包括:纸条加工生产线、纸条粘接和撑条打磨生产线、物料管理系统、自动化搬运机构及控制系统;所述的控制系统通过以太网与被控制设备连接实现数据交互,物料管理系统与企业的MES及物料系统对接,自动化搬运机构由AGV小车、智能行车、多层堆高车及立体货架组成;纸条加工生产线包括:原料桁架机械手、上料纠正平台、纸板滚剪机、半成品桁架机械手、去毛机和成品下料机构,纸条粘接和撑条打磨生产线包括纸条粘接设备和撑条锯切齐头打磨设备。本发明对变压器撑条进行智能化生产,实现设备一键启动,全自动运行。
技术研发人员:曲福喜,韩志伟,潘玉华,陈朋,聂伟,窦雪平,刘相镇,赵义香
受保护的技术使用者:山东未来智能技术有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!