一种极柱端子焊接治具的制作方法
本发明涉及加工治具,特别涉及一种极柱端子焊接治具。
背景技术:
1、现有一种极柱端子,包括集流盘、极柱片、密封圈、上塑胶、顶盖片、下塑胶以及端子,在制作所述极柱端子过程中,需要对所述极柱端子进行焊接,在对所述极柱端子进行焊接之前需要夹紧所述极柱端子,以使所述密封圈、上塑胶、顶盖片以及下塑胶被夹持于所述极柱片和所述端子之间,然后对所述极柱片及端子进行激光焊接,以实现所述集流盘、极柱片、密封圈、上塑胶、下塑胶以及端子在所述顶盖片上的组装。但是由于该极柱端子为新开发出的极柱端子,与该端子匹配的焊接治具还处于研发空白期,目前在对所述极柱端子进行焊接前,采用普通夹子对所述极柱端子进行夹紧,采用普通夹子夹紧极柱端子存在以下缺点:
2、1、需要人工手动夹紧所述极柱端子,在夹紧所述极柱端子时不方便;
3、2、不方便对所述集流盘、所述极柱片、所述上塑胶、所述顶盖片、所述下塑胶以及所述端子进行定位,导致焊接精度低。
技术实现思路
1、针对上述现有技术的不足,本发明所要解决的技术问题是:提供一种方便夹紧极柱端子的极柱端子焊接治具。
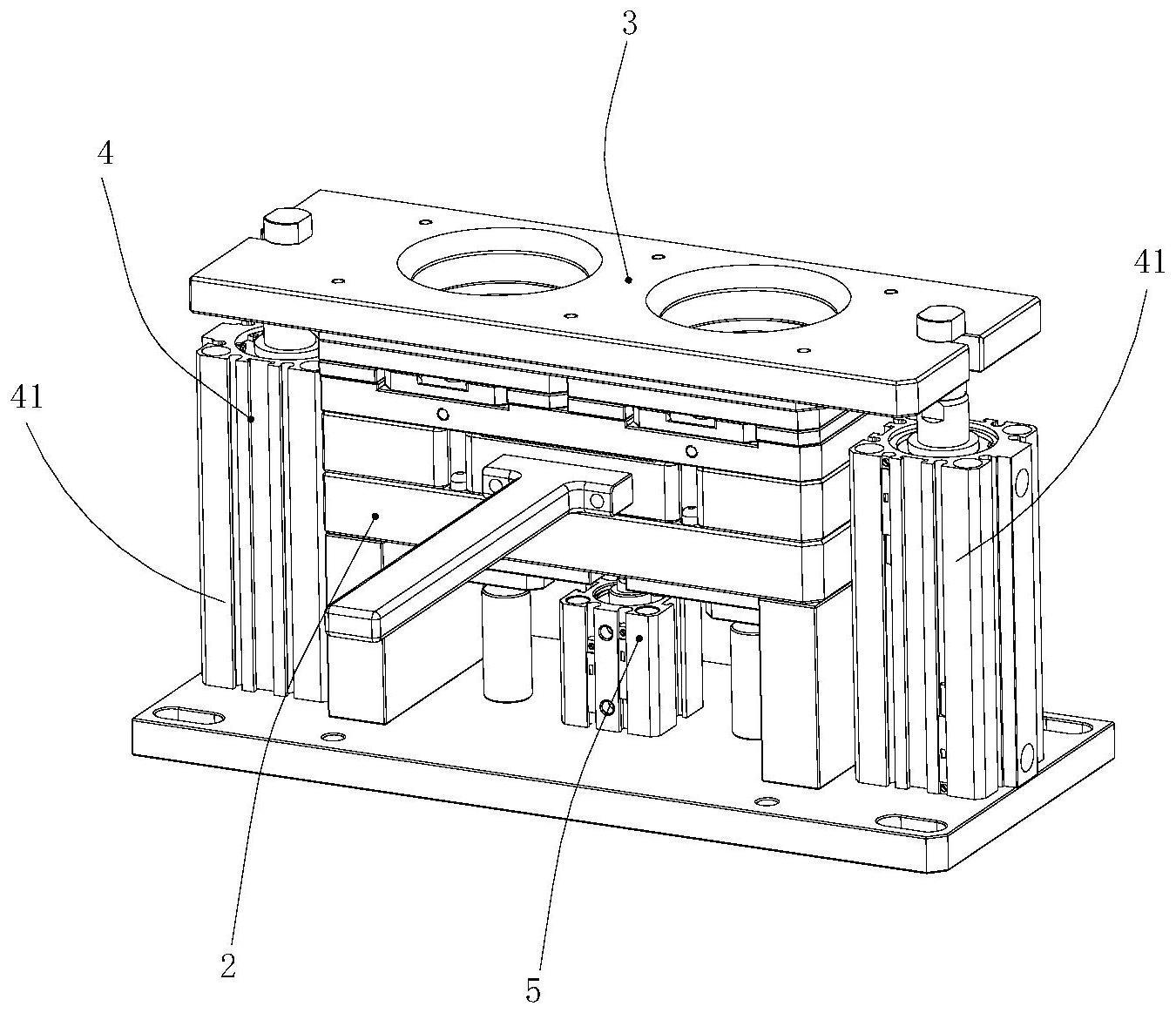
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种极柱端子焊接治具,包括用于对所述极柱端子进行支撑定位的支撑定位机构、设于所述支撑定位机构上侧的压持机构以及用于驱动所述压持机构下降并压持所述极柱端子的压持驱动机构,所述压持驱动机构还用于驱动所述压持机构上升以解除对所述极柱端子的压持;所述压持机构上对应于所述极柱端子的待焊接位置处形成有贯穿其上下侧面的激光穿越通道,所述激光穿越通道用于供激光从所述压持机构的上方向下穿越至所述待焊接位置以焊接所述极柱端子。
3、进一步的,所述支撑定位机构包括支撑座以及支撑定位于所述支撑座上并用于对所述极柱端子进行支撑定位的互换单元,所述压持机构设于所述互换单元的上侧。
4、进一步的,所述互换单元的上表面向下凹陷形成有用于对所述极柱端子进行容纳定位的容纳部;所述容纳部包括自所述互换单元的上表面向下凹陷形成并与所述集流盘相适配的集流盘定位槽、自所述互换单元的上表面向下凹陷形成并与所述上塑胶相适配的上塑胶定位槽、自所述上塑胶定位槽的槽底壁向下凹陷形成并与所述顶盖片相适配的顶盖片定位槽、自所述顶盖片定位槽的底壁向下凹陷形成并与所述下塑胶相适配的下塑胶定位槽以及自所述下塑胶定位槽的底壁向下凹陷形成并与所述端子相适配的端子定位槽,所述集流盘定位槽位于所述上塑胶定位槽的一侧并连通所述上塑胶定位槽。
5、进一步的,所述互换单元包括支撑定位于所述支撑座上的定位座以及支撑定位于所述定位座上的定位板,所述集流盘定位槽以及所述顶盖片定位槽均自所述定位座的上表面向下凹陷形成,所述上塑胶定位槽垂直贯穿所述定位板。
6、进一步的,所述定位座包括支撑定位于所述支撑座上的互换板、可升降式设于所述互换板上侧的定位块、设于所述互换板上并用于向上推压所述定位块的推压部以及设于所述互换板上对应于所述端子定位槽位置处的内镶部;所述定位块上形成有垂直贯穿所述下塑胶定位槽的底壁以及所述互换块下表面的第一通孔,所述内镶部的上部滑动配合于所述第一通孔内,所述内镶部的上端面与所述第一通孔的孔壁组成所述端子定位槽。
7、进一步的,所述内镶部上下滑动式设置于所述互换板上,还包括顶升机构,所述顶升机构用于顶升所述内镶部以使所述内镶部向上顶升所述极柱端子,从而使所述极柱端子向上脱离所述定位块。
8、进一步的,所述互换板的上表面对应于所述第一通孔位置处向下凹陷形成有容纳槽,所述互换板上对应于所述第一通孔位置处形成有垂直贯通所述容纳槽的底壁和所述互换板下表面的第二通孔;所述内镶部包括上部滑动配合于所述第一通孔内、下部滑动配合于所述第二通孔内的滑动柱以及自滑动柱的外表面对应于所述容纳槽位置处向外凸出形成的限位件,所述限位件的下表面支撑于所述容纳槽的底壁上,所述限位件的上表面位于所述互换板上表面的下方,所述滑动柱的上端面与所述通孔的上端侧壁组成所述端子定位槽;所述顶升机构用于向上顶升所述滑动柱以使滑动柱向上移动并顶升所述极柱端子,从而使所述极柱端子向上脱离所述定位块。
9、进一步的,所述支撑座包括底座、设于所述底座上方的支撑板以及用于连接所述底座和所述支撑板的连接部,所述支撑板上对应于所述第二通孔的位置处形成有垂直贯通其上下表面的第三通孔;所述顶升机构包括上端设于所述第三通孔内的顶杆以及设于所述支撑板和所述底座之间并用于驱动所述顶杆上升以向上顶升所述滑动柱的顶升驱动机构,所述顶升驱动机构还用于驱动所述顶杆下降以使所述滑动柱下移复位。
10、进一步的,所述压持机构包括支撑定位于所述支撑定位机构上侧并用于抵触所述极柱端子的抵触件以及设于所述抵触件上方并用于压持所述抵触件的压持部,所述压持驱动机构用于驱动所述压持部下降并压持所述抵触件,从而压持所述极柱端子,所述压持驱动机构还用于驱动所述压持部上升并脱离所述抵触件,从而解除对所述极柱端子的压持。
11、进一步的,所述压持部包括设于所述压持驱动机构输出端的压板以及设于所述压板上并用于压持所述抵触件的弹性块。
12、由于采用了上述技术方案,本发明的有益效果是:
13、在使用本发明所述的一种极柱端子焊接治具对极柱端子进行夹紧时,通过所述支撑定位机构对所述极柱端子进行支撑定位,然后通过所述压持驱动机构驱动所述压持机构下降并压持所述极柱端子,以此即能实现对所述极柱端子的夹紧。然后即能通过激光焊机对所述极柱端子的待焊接位置进行焊接,激光焊机所产生的激光穿越所述激光穿越通道并作用于所述待焊接位置,以此即能实现对所述极柱端子的焊接。在焊接完成后,通过所述压持驱动机构驱动所述压持机构上升以解除对所述极柱端子的压持,然后即能从所述支撑定位机构上取出焊接完成的极柱端子。本发明所述的一种极柱端子焊接治具方便夹紧所述极柱端子。
技术特征:
1.一种极柱端子焊接治具,其特征在于:包括用于对所述极柱端子进行支撑定位的支撑定位机构、设于所述支撑定位机构上侧的压持机构以及用于驱动所述压持机构下降并压持所述极柱端子的压持驱动机构,所述压持驱动机构还用于驱动所述压持机构上升以解除对所述极柱端子的压持;所述压持机构上对应于所述极柱端子的待焊接位置处形成有贯穿其上下侧面的激光穿越通道,所述激光穿越通道用于供激光从所述压持机构的上方向下穿越至所述待焊接位置以焊接所述极柱端子。
2.如权利要求1所述的一种极柱端子焊接治具,其特征在于:所述支撑定位机构包括支撑座以及支撑定位于所述支撑座上并用于对所述极柱端子进行支撑定位的互换单元,所述压持机构设于所述互换单元的上侧。
3.如权利要求2所述的一种极柱端子焊接治具,其特征在于:所述互换单元的上表面向下凹陷形成有用于对所述极柱端子进行容纳定位的容纳部;所述容纳部包括自所述互换单元的上表面向下凹陷形成并与所述集流盘相适配的集流盘定位槽、自所述互换单元的上表面向下凹陷形成并与所述上塑胶相适配的上塑胶定位槽、自所述上塑胶定位槽的槽底壁向下凹陷形成并与所述顶盖片相适配的顶盖片定位槽、自所述顶盖片定位槽的底壁向下凹陷形成并与所述下塑胶相适配的下塑胶定位槽以及自所述下塑胶定位槽的底壁向下凹陷形成并与所述端子相适配的端子定位槽,所述集流盘定位槽位于所述上塑胶定位槽的一侧并连通所述上塑胶定位槽。
4.如权利要求3所述的一种极柱端子焊接治具,其特征在于:所述互换单元包括支撑定位于所述支撑座上的定位座以及支撑定位于所述定位座上的定位板,所述集流盘定位槽以及所述顶盖片定位槽均自所述定位座的上表面向下凹陷形成,所述上塑胶定位槽垂直贯穿所述定位板。
5.如权利要求4所述的一种极柱端子焊接治具,其特征在于:所述定位座包括支撑定位于所述支撑座上的互换板、可升降式设于所述互换板上侧的定位块、设于所述互换板上并用于向上推压所述定位块的推压部以及设于所述互换板上对应于所述端子定位槽位置处的内镶部;所述定位块上形成有垂直贯穿所述下塑胶定位槽的底壁以及所述互换块下表面的第一通孔,所述内镶部的上部滑动配合于所述第一通孔内,所述内镶部的上端面与所述第一通孔的孔壁组成所述端子定位槽。
6.如权利要求5所述的一种极柱端子焊接治具,其特征在于:所述内镶部上下滑动式设置于所述互换板上,还包括顶升机构,所述顶升机构用于顶升所述内镶部以使所述内镶部向上顶升所述极柱端子,从而使所述极柱端子向上脱离所述定位块。
7.如权利要求6所述的一种极柱端子焊接治具,其特征在于:所述互换板的上表面对应于所述第一通孔位置处向下凹陷形成有容纳槽,所述互换板上对应于所述第一通孔位置处形成有垂直贯通所述容纳槽的底壁和所述互换板下表面的第二通孔;所述内镶部包括上部滑动配合于所述第一通孔内、下部滑动配合于所述第二通孔内的滑动柱以及自滑动柱的外表面对应于所述容纳槽位置处向外凸出形成的限位件,所述限位件的下表面支撑于所述容纳槽的底壁上,所述限位件的上表面位于所述互换板上表面的下方,所述滑动柱的上端面与所述通孔的上端侧壁组成所述端子定位槽;所述顶升机构用于向上顶升所述滑动柱以使滑动柱向上移动并顶升所述极柱端子,从而使所述极柱端子向上脱离所述定位块。
8.如权利要求7所述的一种极柱端子焊接治具,其特征在于:所述支撑座包括底座、设于所述底座上方的支撑板以及用于连接所述底座和所述支撑板的连接部,所述支撑板上对应于所述第二通孔的位置处形成有垂直贯通其上下表面的第三通孔;所述顶升机构包括上端设于所述第三通孔内的顶杆以及设于所述支撑板和所述底座之间并用于驱动所述顶杆上升以向上顶升所述滑动柱的顶升驱动机构,所述顶升驱动机构还用于驱动所述顶杆下降以使所述滑动柱下移复位。
9.如权利要求1-8中任一项所述的一种极柱端子焊接治具,其特征在于:所述压持机构包括支撑定位于所述支撑定位机构上侧并用于抵触所述极柱端子的抵触件以及设于所述抵触件上方并用于压持所述抵触件的压持部,所述压持驱动机构用于驱动所述压持部下降并压持所述抵触件,从而压持所述极柱端子,所述压持驱动机构还用于驱动所述压持部上升并脱离所述抵触件,从而解除对所述极柱端子的压持。
10.如权利要求1所述的一种极柱端子焊接治具,其特征在于:所述压持部包括设于所述压持驱动机构输出端的压板以及设于所述压板上并用于压持所述抵触件的弹性块。
技术总结
本发明公开了一种极柱端子焊接治具,包括用于对极柱端子进行支撑定位的支撑定位机构、设于支撑定位机构上侧的压持机构以及用于驱动压持机构下降并压持极柱端子的压持驱动机构,压持驱动机构还用于驱动压持机构上升以解除对极柱端子的压持;压持机构上对应于极柱端子的待焊接位置处形成有贯穿其上下侧面的激光穿越通道,激光穿越通道用于供激光从压持机构的上方向下穿越至待焊接位置以焊接极柱端子。由于采用了上述技术方案,本发明一种极柱端子焊接治具方便夹紧极柱端子。
技术研发人员:陈小硕,吕立琨
受保护的技术使用者:深圳市长盈精密技术股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!