一种线圈三连绕线成型工艺的制作方法
本发明涉及线圈成型,尤其是涉及一种线圈三连绕线成型工艺。
背景技术:
1、线圈通常指呈环形的导线绕组,最常见的线圈应用有:马达、电感、变压器和环形天线等。电路中的线圈是指电感器。是指导线一根一根绕起来,导线彼此互相绝缘,而绝缘管可以是空心的,也可以包含铁芯或磁粉芯,简称电感。电感又可分为固定电感和可变电感,固定电感线圈简称电感或线圈。
2、随着技术的发展,线圈的使用也愈发频繁,对于其绕线工艺我们的要求也就越来越高,同时对线圈的生产效率要求也越来越高。在现有技术中,因此在后续与其他元器件的连接难度较大,这导致了产品不能满足大批量、质量稳定的生产方式。
3、由此可见,现有的绕线工艺仍存在不能大批量生产,产品质量和稳定性较差的问题。
技术实现思路
1、本发明的目的是提供一种线圈三连绕线成型工艺,用于解决不能大批量生产,产品质量和稳定性较差的问题。
2、为实现上述目的,本发明提供了一种线圈三连绕线成型工艺,步骤如下:
3、s1、线材搬运,绕线机构中的拨板组件将线材从张力器组件拉到左上轴模具部分;
4、s2、一段绕线,模具二向前延伸,电机二控制旋转轴二向左上轴组件方向移动至接触到左上轴模具,旋转轴一、旋转轴二开始旋转,配合模具二绕出第一段线圈;
5、s3、调整机位,旋转轴二退回,模具二缩回,排线组件调整位置;
6、s4、二段绕线,旋转轴二向前延伸至模具一,配合右旋转组件完成第二段线圈绕线,旋转轴二退回;
7、s5、三段绕线,模具三向前延伸,旋转轴二向前延伸,配合右旋转组件完成最后一段绕线;
8、s6、线材定型,绕线结束,由左上轴组件中的切刀配合拨板组件切断线材,通过热风枪组件完成线材定型。
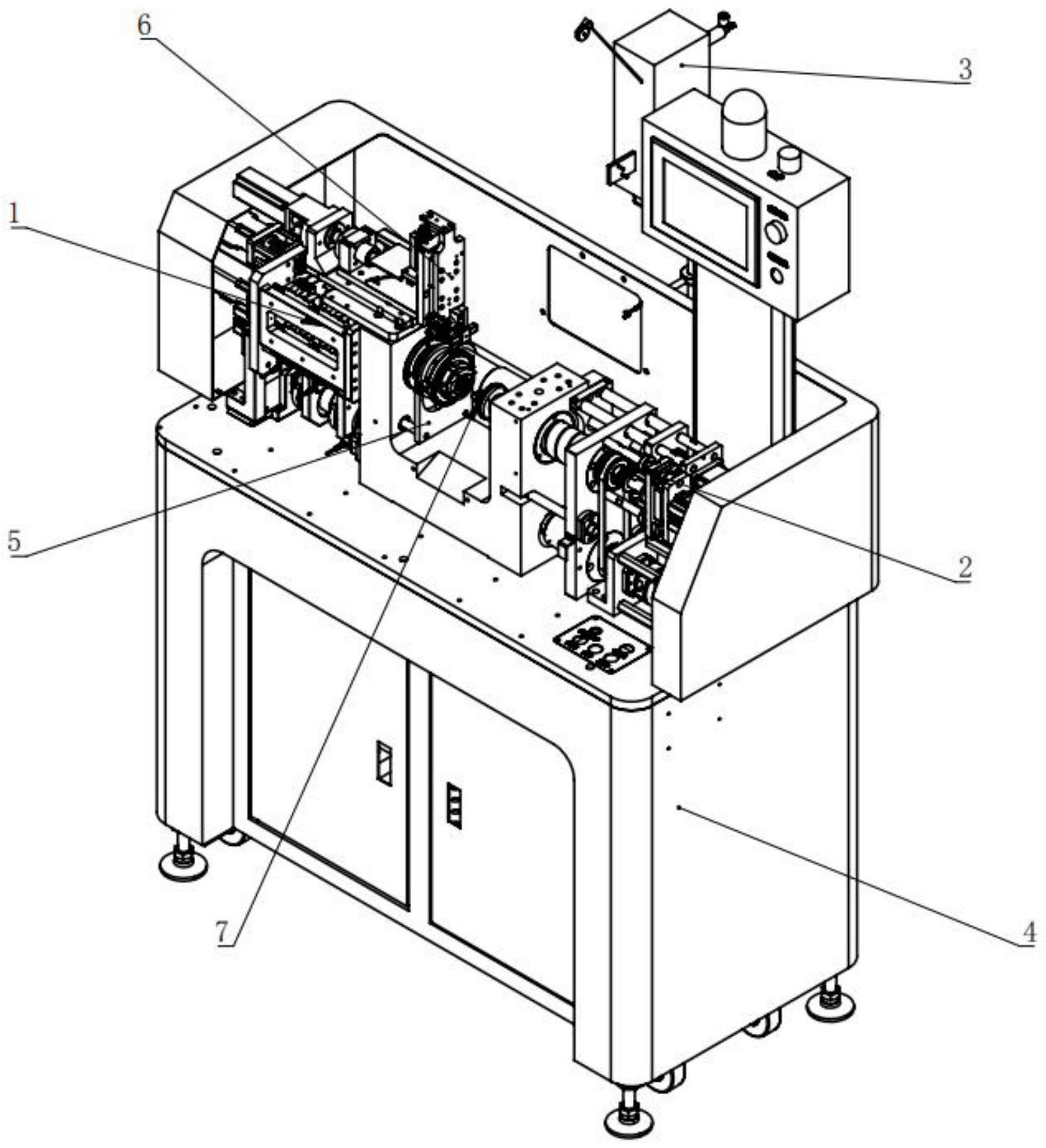
9、优选的,在s1中,绕线机构包括:左上轴组件、右旋转组件、拨板组件、排线组件、热风枪组件、张力器组件和机箱,所述机箱上表面的一侧与所述左上轴组件连接,所述左上轴组件上方与所述排线组件连接,所述左上轴组件一侧与所述拨板组件连接,所述机箱上表面中部与所述张力器组件连接,所述机箱上表面的另一侧与所述右旋转组件连接,所述右旋转组件的一侧与所述热风枪组件连接。
10、优选的,所述左上轴组件包括旋转轴一和左上轴模具,所述左上轴模具包括模具一、模具二和模具三,所述模具一、所述模具二和所述模具三均与所述旋转轴一连接,所述模具一为固定模具,所述模具二和所述模具三为可伸缩模具。
11、优选的,所述右旋转组件包括电机一、电机二、旋转轴二、链接杆和同步带,所述电机二与所述旋转轴二连接,所述旋转轴二通过所述同步带与所述电机一连接,所述电机一通过所述链接杆与所述旋转轴一连接。
12、优选的,所述排线组件包括电机三、气缸和导针,所述电机三和所述气缸均与所述导针连接。
13、优选的,在s1中,张力器组件调整对线材的拉力至线材舒展,拨板组件将线材拉到左上轴模具部分。
14、优选的,在s3中,排线组件在绕线时通过排线组件中的电机和气缸分别控制排线组件中的导针前后和上下方向的移动。
15、优选的,在s3、s4和s5中,三段绕线均为单轴绕线并且三个线圈为不同心线圈。
16、优选的,在s6中,拨板组件的气缸控制整体的前后运动,在绕线完成后将线拉到左上轴组件的切刀位置,切断线材。
17、优选的,在s6中,热风枪组件的热风枪口对准绕线时线材,在绕线时吹出设定的温度,破坏线材外表层的漆,让线材与线材之间粘到一起,温度降低后线圈定型完成产品。
18、因此,本发明采用上述提供的一种线圈三连绕线成型工艺,实现了单轴将线圈三连绕至指定的形状的绕线成型工艺,本工艺可以在自动化设备中实现,完成大批量生产指定形状的线圈,并且提升了产品线圈的质量和稳定性,节约了投入成本,提高了生产效率。
19、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.一种线圈三连绕线成型工艺,步骤如下:
2.根据权利要求1所述的一种线圈三连绕线成型工艺,其特征在于:在s1中,绕线机构包括:左上轴组件、右旋转组件、拨板组件、排线组件、热风枪组件、张力器组件和机箱,所述机箱上表面的一侧与所述左上轴组件连接,所述左上轴组件上方与所述排线组件连接,所述左上轴组件一侧与所述拨板组件连接,所述机箱上表面中部与所述张力器组件连接,所述机箱上表面的另一侧与所述右旋转组件连接,所述右旋转组件的一侧与所述热风枪组件连接。
3.根据权利要求2所述的一种线圈三连绕线成型工艺,其特征在于:所述左上轴组件包括旋转轴一和左上轴模具,所述左上轴模具包括模具一、模具二和模具三,所述模具一、所述模具二和所述模具三均与所述旋转轴一连接,所述模具一为固定模具,所述模具二和所述模具三为可伸缩模具。
4.根据权利要求3所述的一种线圈三连绕线成型工艺,其特征在于:所述右旋转组件包括电机一、电机二、旋转轴二、链接杆和同步带,所述电机二与所述旋转轴二连接,所述旋转轴二通过所述同步带与所述电机一连接,所述电机一通过所述链接杆与所述旋转轴一连接。
5.根据权利要求4所述的一种线圈三连绕线成型工艺,其特征在于:所述排线组件包括电机三、气缸和导针,所述电机三和所述气缸均与所述导针连接。
6.根据权利要求5所述的一种线圈三连绕线成型工艺,其特征在于:在s1中,张力器组件调整对线材的拉力至线材舒展,拨板组件将线材拉到左上轴模具部分。
7.根据权利要求6所述的一种线圈三连绕线成型工艺,其特征在于:在s3中,排线组件在绕线时通过排线组件中的电机和气缸分别控制排线组件中的导针前后和上下方向的移动。
8.根据权利要求7所述的一种线圈三连绕线成型工艺,其特征在于:在s3、s4和s5中,三段绕线均为单轴绕线并且三个线圈为不同心线圈。
9.根据权利要求8所述的一种线圈三连绕线成型工艺,其特征在于:在s6中,拨板组件的气缸控制整体的前后运动,在绕线完成后将线拉到左上轴组件的切刀位置,切断线材。
10.根据权利要求9所述的一种线圈三连绕线成型工艺,其特征在于:在s6中,热风枪组件的热风枪口对准绕线时线材,在绕线时吹出设定的温度,破坏线材外表层的漆,让线材与线材之间粘到一起,温度降低后线圈定型完成产品。
技术总结
本发明公开了一种线圈三连绕线成型工艺,属于线圈成型技术领域。包括:线材搬运、一段绕线、调整机位、二段绕线、三段绕线和线材定型以上步骤。本发明提供的一种线圈三连绕线成型工艺采用利用高精度旋转轴、高精度丝杆配合伺服电机做驱动,配合左上轴模具以及左上轴组件、拨板组件、排线组件、热风枪组件、右旋转部件、张力器组件、机箱以上零部件的机械结构,再配合工控机程序完成本绕线成型工艺。本发明实现了单轴将线圈三连绕至指定的形状的绕线成型工艺,并且可以在自动化设备中实现,完成大批量,高质量生产指定形状的线圈,节约了人力成本的投入,增强了线圈生产的效率。
技术研发人员:请求不公布姓名
受保护的技术使用者:深圳市星特科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!