一种基板防焊的自动控制方法、装置、设备、存储介质与流程
本发明涉及半导体防焊,特别涉及一种基板防焊的自动控制方法、装置、设备、存储介质。
背景技术:
1、防焊是基板制造的常见工艺,通常包括烤箱加热和uv光固化处理。在现有的工艺中,烤箱加热主要采用立式烤箱完成,由工人将多个基板放置在烤架上推入立式烤箱进行加热,在完成加热后,再将基板从烤箱中取出并放置在uv光固化机进行uv光照射。但是,现有工艺需要人工操作,人工成本较高,而且基板加热后温度较高,完成加热后需要等基板冷却后才能取出,再安装到uv光固化机进行uv光固化处理,导致防焊工艺耗费的时间较多,效率低下。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种基板防焊的自动控制方法、装置、设备、存储介质,能够自动完成防焊工艺,提高生产效率。
2、第一方面,本发明实施例提供了一种基板防焊的自动控制方法,应用于防焊设备的控制设备,所述防焊设备还包括传输带、防焊隧道烤炉、uv光固化机和存储单元,所述传输带安装有多个夹件,所述基板防焊的自动控制方法包括:
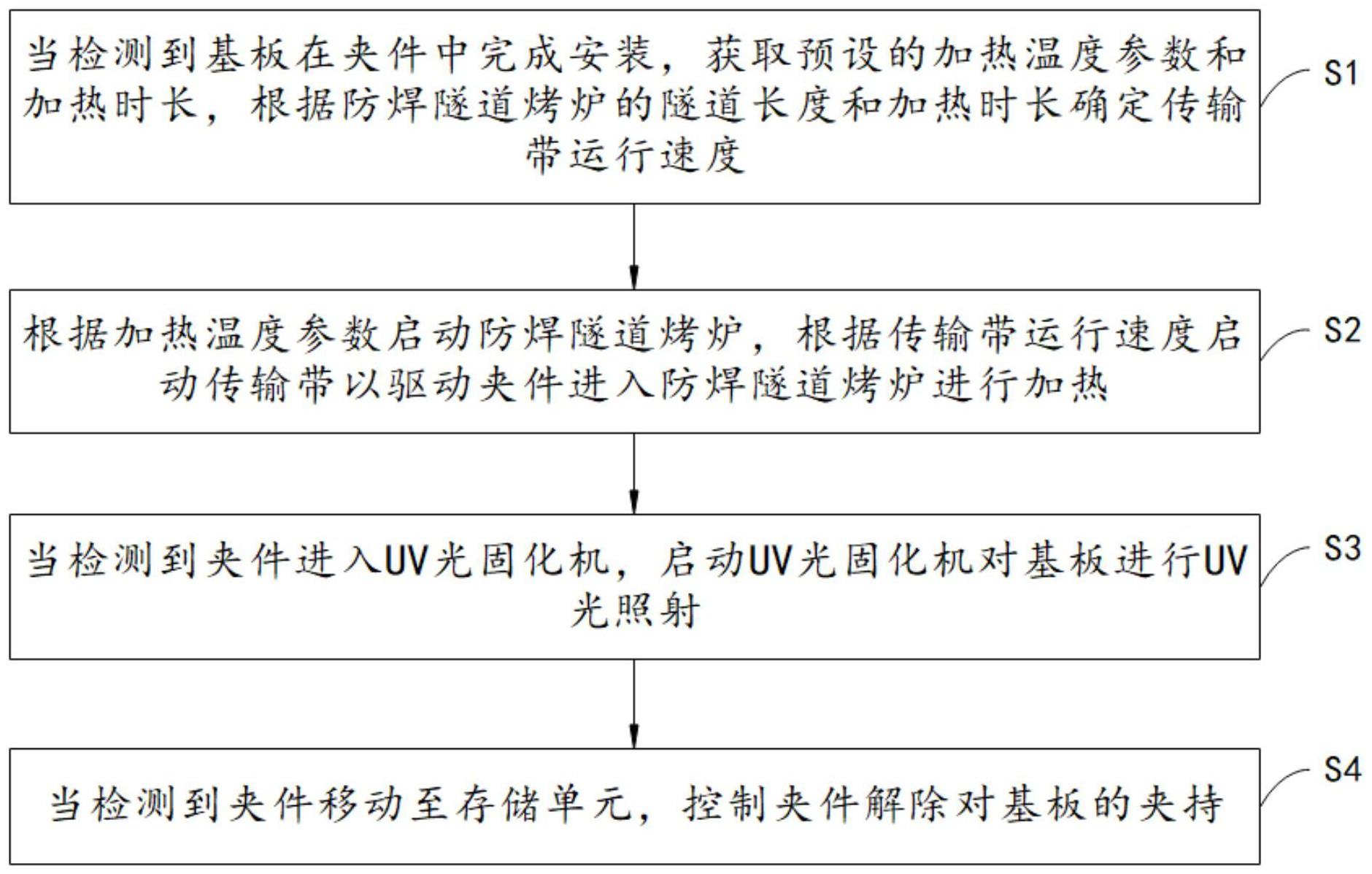
3、当检测到基板在所述夹件中完成安装,获取预设的加热温度参数和加热时长,根据所述防焊隧道烤炉的隧道长度和所述加热时长确定传输带运行速度;
4、根据所述加热温度参数启动所述防焊隧道烤炉,根据所述传输带运行速度启动所述传输带以驱动所述夹件进入所述防焊隧道烤炉进行加热;
5、当检测到所述夹件进入所述uv光固化机,启动所述uv光固化机对所述基板进行uv光照射;
6、当检测到所述夹件移动至所述存储单元,控制所述夹件解除对所述基板的夹持。
7、根据本发明的一些实施例,所述方法还包括:
8、当所述夹件进入所述防焊隧道烤炉,控制所述夹件调整为加热位姿,其中,当所述夹件处于所述加热位姿,所述基板与所述传输带垂直;
9、当所述夹件进入所述uv光固化机,控制所述夹件调整为光照位姿,其中,当所述夹件处于所述光照位姿,所述基板与所述传输带平行。
10、根据本发明的一些实施例,所述uv光固化机的上侧设置有第一光照装置,所述uv光固化机的下侧设置有第二光照装置,所述传输带位于所述第一光照装置和所述第二光照装置之间。
11、根据本发明的一些实施例,所述防焊隧道烤炉中设置有多个依次首尾相接的加热分段,所述加热温度参数包括每个所述加热分段所对应的加热温度,位于前一级的所述加热分段的所述加热温度小于位于后一级的所述加热分段的所述加热温度,所述防焊隧道烤炉和所述uv光固化机之间预留有冷却距离。
12、根据本发明的一些实施例,所述夹件可移动安装于所述传输带,所述根据所述传输带运行速度启动所述传输带以驱动所述夹件进入所述防焊隧道烤炉进行加热,包括:
13、确定每个所述加热分段的预设移动时长,全部的所述移动时长之和等于所述加热时长;
14、当所述夹件在位于前一级的所述加热分段的移动时长达到所述预设移动时长且所述夹件未进入位于下一级的所述加热分段,控制所述夹件在所述传输带中向前移动以进入位于下一级的所述加热分段;
15、或者,当所述夹件在位于前一级的所述加热分段的移动时长未达到所述预设移动时长,且所述夹件靠近于前一级的所述加热分段的出口,控制所述夹件在传输带中向后移动以停留在前一级的所述加热分段,并在移动时长和停留时长之和达到所述预设移动时长后停止向后移动。
16、根据本发明的一些实施例,所述启动所述uv光固化机对所述基板进行uv光照射,包括:
17、获取预设的目标厚度和光照移动距离,其中,所述目标厚度用于指示所述基板通过uv光照射生长的光阻层的厚度,所述光照移动距离用于指示所述uv光固化机的光照范围;
18、根据所述光照移动距离和所述传输带移动速度确定光照时长,根据所述光照时长和所述目标厚度确定光照强度参数;
19、根据所述光照强度参数启动所述uv光固化机对所述基板进行uv光照射。
20、根据本发明的一些实施例,所述夹件可移动安装于所述传输带,在所述启动所述uv光固化机对所述基板进行uv光照射之前,所述方法还包括:
21、确定相邻的两个所述夹件之间的夹件间距;
22、当所述夹件间距大于所述光照移动距离,将已离开所述防焊隧道烤炉且未进入所述uv光固化机的多个所述夹件的所述夹件间距调整至小于或等于所述光照移动距离。
23、第二方面,本发明实施例提供了一种基板防焊的自动控制装置,包括少一个控制处理器和用于与所述至少一个控制处理器通信连接的存储器;所述存储器存储有可被所述至少一个控制处理器执行的指令,所述指令被所述至少一个控制处理器执行,以使所述至少一个控制处理器能够执行如上述第一方面所述的基板防焊的自动控制方法。
24、第三方面,本发明实施例提供了一种防焊设备,包括有如上述第二方面所述的基板防焊的自动控制装置。
25、第四方面,本发明实施例提供了一种计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于执行如上述第一方面所述的基板防焊的自动控制方法。
26、本发明的实施例包括:当检测到基板在所述夹件中完成安装,获取预设的加热温度参数和加热时长,根据所述防焊隧道烤炉的隧道长度和所述加热时长确定传输带运行速度;根据所述加热温度参数启动所述防焊隧道烤炉,根据所述传输带运行速度启动所述传输带以驱动所述夹件进入所述防焊隧道烤炉进行加热;当检测到所述夹件进入所述uv光固化机,启动所述uv光固化机对所述基板进行uv光照射;当检测到所述夹件移动至所述存储单元,控制所述夹件解除对所述基板的夹持。根据本实施例的技术方案,能够在控制设备的控制下自动驱动夹件经过防焊隧道烤炉和uv光固化机,自动完成基板的加热和uv光照射,无需人工作业,有效提高工作效率。
技术特征:
1.一种基板防焊的自动控制方法,其特征在于,应用于防焊设备的控制设备,所述防焊设备还包括传输带、防焊隧道烤炉、uv光固化机和存储单元,所述传输带安装有多个夹件,所述基板防焊的自动控制方法包括:
2.根据权利要求1所述的基板防焊的自动控制方法,其特征在于,所述方法还包括:
3.根据权利要求2所述的基板防焊的自动控制方法,其特征在于,所述uv光固化机的上侧设置有第一光照装置,所述uv光固化机的下侧设置有第二光照装置,所述传输带位于所述第一光照装置和所述第二光照装置之间。
4.根据权利要求1所述的基板防焊的自动控制方法,其特征在于,所述防焊隧道烤炉中设置有多个依次首尾相接的加热分段,所述加热温度参数包括每个所述加热分段所对应的加热温度,位于前一级的所述加热分段的所述加热温度小于位于后一级的所述加热分段的所述加热温度,所述防焊隧道烤炉和所述uv光固化机之间预留有冷却距离。
5.根据权利要求4所述的基板防焊的自动控制方法,其特征在于,所述夹件可移动安装于所述传输带,所述根据所述传输带运行速度启动所述传输带以驱动所述夹件进入所述防焊隧道烤炉进行加热,包括:
6.根据权利要求1所述的基板防焊的自动控制方法,其特征在于,所述启动所述uv光固化机对所述基板进行uv光照射,包括:
7.根据权利要求6所述的基板防焊的自动控制方法,其特征在于,所述夹件可移动安装于所述传输带,在所述启动所述uv光固化机对所述基板进行uv光照射之前,所述方法还包括:
8.一种基板防焊的自动控制装置,其特征在于,包括至少一个控制处理器和用于与所述至少一个控制处理器通信连接的存储器;所述存储器存储有可被所述至少一个控制处理器执行的指令,所述指令被所述至少一个控制处理器执行,以使所述至少一个控制处理器能够执行如权利要求1至7任一项所述的基板防焊的自动控制方法。
9.一种防焊设备,其特征在于,包括权利要求8所述的基板防焊的自动控制装置。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机可执行指令,所述计算机可执行指令用于使计算机执行如权利要求1至7任一项所述的基板防焊的自动控制方法。
技术总结
本发明提出了一种基板防焊的自动控制方法、装置、设备、存储介质,包括:当检测到基板在夹件中完成安装,获取预设的加热温度参数和加热时长,根据防焊隧道烤炉的隧道长度和加热时长确定传输带运行速度;根据加热温度参数启动防焊隧道烤炉,根据传输带运行速度启动传输带以驱动夹件进入防焊隧道烤炉进行加热;当检测到夹件进入UV光固化机,启动UV光固化机对基板进行UV光照射;当检测到夹件移动至存储单元,控制夹件解除对基板的夹持。根据本实施例的技术方案,能够在控制设备的控制下自动驱动夹件经过防焊隧道烤炉和UV光固化机,自动完成基板的加热和UV光照射,无需人工作业,有效提高工作效率。
技术研发人员:岳长来
受保护的技术使用者:深圳和美精艺半导体科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!