电池揉平装置及揉平方法与流程
本发明涉及电池制造,尤其涉及一种电池揉平装置及揉平方法。
背景技术:
1、电池指盛有电解质溶液和金属电极以产生电流的杯、槽或其他容器或复合容器的部分空间,能将化学能转化成电能的装置。
2、随着对锂电池安全使用性能要求的提高,锂电池的制造方法和制造工艺也相应进行了改变,采用全极耳制造方法制造的锂电池,能较好的减少锂电池因电流过于集中而带来的自燃或爆炸等安全风险。目前,圆柱型锂电池的生产制造过程中都会涉及到电芯两端极耳的揉平,也就是将露出的极耳揉平紧贴在锂电池电芯的端部上,然而,突出锂电池端部的极耳都是通过人工手动转动揉平的,不仅导致人工劳动强度大,生产效率也极其低下,难以满足自动化流水线生产锂电池的需要。虽然市场上也有一些改进过的生产机械可以进行揉平,但是自动化程度较低,其结构通常包括入料机构、衔接入料机构的输送链和衔接输送链的出料机构,且现有技术中的揉平方式在揉平过程中容易造成电芯材料的外翻,一旦外翻后的电芯材料入壳后,电芯外翻的边缘会对电池外壳造成刮伤,且容易造成端部不平不利于后续的焊接工序;同时,极耳在揉平过程中会产生碎屑,这些碎屑不及时去除会掉落在电芯内而引起电芯的损坏。
3、因此,需要设计一种电池揉平装置及揉平方法,在对圆柱型锂电池的电芯端部的极耳进行揉平时,能够有效降低因为揉平不良引发端部不平的问题,进一步保障了揉平后电池的产品质量,还能加强电池生产制造过程中的规范化管理,提高了生产效率,有利于实现自动化管理和生产。
技术实现思路
1、为克服相关技术中存在的问题,本发明提供一种电池揉平装置及揉平方法,该电池揉平装置及揉平方法,能够有效降低因为揉平不良引发端部不平的问题,进一步保障了揉平后电池的产品质量,还能加强电池生产制造过程中的规范化管理、提高了生产效率,有利于实现自动化管理和生产。
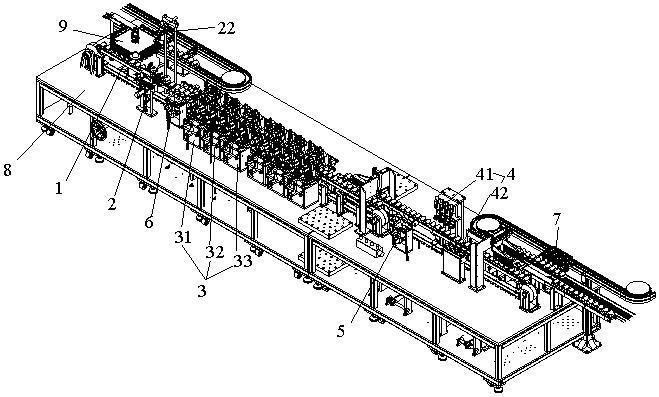
2、本发明的目的之一是提供一种电池揉平装置,包括:电池传输机构、电池扫码机构、电池揉平机构、电池检测机构和控制器;沿所述电池传输机构的传输方向分别设有扫码工位、揉平工位和检测工位;所述电池扫码机构设置在所述电池传输机构的一侧,用于对位于所述扫码工位上的电池进行扫码;所述电池揉平机构设置在所述电池传输机构的一侧;所述电池检测机构设置在所述电池传输机构的两侧,用于对位于所述检测工位上的电池进行检测;所述控制器分别与所述电池传输机构、所述电池扫码机构、所述电池揉平机构以及所述电池检测机构电连接。
3、在本发明较佳的技术方案中,还包括电池吸尘机构和吸尘工位;所述吸尘工位设置在所述揉平工位与所述检测工位之间;所述电池吸尘机构设于所述电池传输机构的一侧,用于对位于所述吸尘工位上的电池进行吸尘处理。
4、在本发明较佳的技术方案中,还包括电池定位机构和定位工位;所述定位工位设置在所述扫码工位与所述揉平工位之间;所述电池定位机构相对设置在所述电池传输机构的两侧。
5、在本发明较佳的技术方案中,还包括电池剔除机构和剔除工位;沿所述电池传输机构的传输方向,所述剔除工位设置在所述检测工位的后方;所述电池剔除机构设于所述电池传输机构的一侧,用于将经所述检测机构检测的不合格电池剔除。
6、在本发明较佳的技术方案中,所述电池扫码机构包括夹取旋转机构和扫码器;所述夹取旋转机构包括驱动部和夹取部;所述夹取部用于夹取所述电池,所述驱动部用于驱动所述夹取部旋转;所述扫码器设置在所述夹取旋转机构的上方。
7、在本发明较佳的技术方案中,所述电池揉平机构包括第一揉平组件、第二揉平组件和第三揉平组件;所述第一揉平组件、所述第二揉平组件和所述第三揉平组件沿所述电池传输机构的传输方向依次设置。
8、在本发明较佳的技术方案中,所述第一揉平组件包括第一揉平部;所述第二揉平组件包括第二揉平部;所述第三揉平组件包括第三揉平部;所述第一揉平部、所述第二揉平部以及所述第三揉平部的揉平面与所述电池的接触面积依次增大。
9、在本发明较佳的技术方案中,所述电池定位机构包括定位气缸、固定板和推柱;所述定位气缸的活动推杆与所述固定板相连接,且所述活动推杆的推动方向垂直于所述电池传输机构的传输方向;所述推柱固定在所述固定板上,且与处于所述定位工位上的电池处于同一水平面上。
10、在本发明较佳的技术方案中,所述电池吸尘机构包括吸尘驱动电机和吸尘进气口;所述吸尘进气口正对着电池的端部,且所述吸尘进气口的孔径大于所述电池的端部直径;所述吸尘驱动电机用于提供动力。
11、在本发明较佳的技术方案中,所述第一揉平部、所述第二揉平部以及所述第三揉平部的旋转方向保持一致。
12、本发明的目的之二是提供一种电池揉平方法,基于上述的电池揉平装置实施,具体包括以下步骤:
13、电池传输机构将电池传输至扫码工位,扫码机构对所述电池进行扫码操作;
14、电池传输机构将电池传输至定位工位,电池定位机构对所述电池进行定位操作;
15、电池传输机构将电池传输至揉平工位,电池揉平机构对所述电池进行揉平操作;
16、电池传输机构将电池传输至吸尘工位,电池吸尘机构对所述电池进行吸尘操作;
17、电池传输机构将电池传输至检测工位,电池检测机构对所述电池进行检测操作;
18、电池传输机构将电池传输至剔除工位,电池剔除机构对不合格的电池进行剔除操作。
19、本发明的有益效果为:
20、本发明提供的电池揉平装置,包括:电池传输机构、电池扫码机构、电池揉平机构、电池检测机构和控制器,在对电池进行揉平工序时,通过所述电池传输机构将电池依次传输至扫码工位、揉平工位和检测工位上,当所述电池位于所述扫码工位上时,所述控制器指示所述电池扫码机构对电池进行扫码,当扫码完成后,所述控制器指示所述电池传输机构将电池继续传送至揉平工位,并分别通过第一揉平组件、第二揉平组件和第三揉平组件先后对电池一端的极耳进行揉平,这样不仅能够提高揉平质量,还能有效提高效率,更易适应自动化生产;当揉平结束后,所述控制器指示所述电池传输机构将电池继续传送至检测工位,所述电池检测机构对所述电池进行检测,通过本申请的电池揉平装置,能够有效降低因为揉平不良引发端部不平的问题,进一步保障了揉平后电池的产品质量,还能加强电池生产制造过程中的规范化管理、提高了生产效率,有利于实现自动化管理和生产。
21、本发明还提供了基于上述电池揉平装置实施的揉平方法,该揉平方法可以通过对电池先后进行扫码、定位、揉平、吸尘、检测、剔除等操作,能够有效加强电池的规范化管理和高效生产,降低了人工的干预程度和人工成本,提高了效率,有利于实现大规模生产。
技术特征:
1.一种电池揉平装置,其特征在于,包括:电池传输机构(1)、电池扫码机构(2)、电池揉平机构(3)、电池检测机构(4)和控制器;
2.根据权利要求1所述的电池揉平装置,其特征在于,还包括电池吸尘机构(5)和吸尘工位;
3.根据权利要求1所述的电池揉平装置,其特征在于,还包括电池定位机构(6)和定位工位;
4.根据权利要求1所述的电池揉平装置,其特征在于,还包括电池剔除机构(7)和剔除工位;
5.根据权利要求1所述的电池揉平装置,其特征在于,所述电池扫码机构(2)包括夹取旋转机构(21)和扫码器(22);
6.根据权利要求1所述的电池揉平装置,其特征在于,所述电池揉平机构(3)包括第一揉平组件(31)、第二揉平组件(32)和第三揉平组件(33);
7.根据权利要求6所述的电池揉平装置,其特征在于,
8.根据权利要求3所述的电池揉平装置,其特征在于,所述电池定位机构(6)包括定位气缸(61)、固定板(62)和推柱(63);
9.根据权利要求2所述的电池揉平装置,其特征在于,所述电池吸尘机构(5)包括吸尘驱动电机和吸尘进气口(51);
10.根据权利要求7所述的电池揉平装置,其特征在于,
11.一种电池揉平方法,其特征在于,基于权利要求1-10任意一项所述的电池揉平装置实施,具体包括以下步骤:
技术总结
本发明提供了一种电池揉平装置及揉平方法,该电池揉平装置,包括:电池传输机构、电池扫码机构、电池揉平机构、电池检测机构和控制器;沿电池传输机构的传输方向分别设有扫码工位、揉平工位和检测工位;电池扫码机构设置在电池传输机构的一侧,用于对位于扫码工位上的电池进行扫码;电池揉平机构设置在电池传输机构的一侧;电池检测机构设置在电池传输机构的两侧,用于对位于检测工位上的电池进行检测;控制器分别与电池传输机构、电池扫码机构、电池揉平机构以及电池检测机构电连接。本申请提供的方案,能够有效降低因揉平不良引发端部不平的问题,进一步保障了揉平后电池的产品质量,还能加强锂电池生产制造过程中的管理以及提高生产效率。
技术研发人员:欧泽兵,刘小川,崔双
受保护的技术使用者:惠州市成泰自动化科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!