圆柱电池及其制作方法与流程
本发明涉及电池,具体涉及一种圆柱电池及其制作方法。
背景技术:
1、圆柱锂离子电池具有绿色环保、能量密度大、输出电压高、自放电小等优点,因而被广泛应用于生活的各个场景中,例如手机、笔记本、汽车等领域。
2、现有圆柱电池的壳体一般采用钢壳或铝壳,重量比较重,比能量相对较低,同时极耳与壳体接触容易发生短路,因此还需要对极耳单独绝缘,例如在电芯外部包裹一层绝缘膜,然后通过热缩的方式使绝缘膜包覆于极耳的周缘。但是这种方式会增加工艺复杂性,从而降低了电池的成组效率。
3、另外,圆柱电池的端盖也为金属,因此为了实现壳体和端盖之间的绝缘,通常在壳体和端盖之间设置绝缘密封件。现有技术中,为了实现金属端盖和壳体的封口,一般采用激光焊接和滚槽封口的方式。但是,激光焊接效率低、成本高,过焊还容易导致绝缘密封件被焊穿,从而导致圆柱电池出现漏液现象,安全性较差。而滚槽封口占用的空间比较大,圆柱电池在同等规格下就需要减小电芯的尺寸,从而降低了能量密度。
4、因此,亟需提供一种圆柱电池及其制作方法,以解决上述问题。
技术实现思路
1、根据本发明的一个方面,本发明的目的在于提供一种圆柱电池,能够减轻重量,提高比能量,简化了制作工艺,节省成本,提高了安全性。
2、为达此目的,本发明通过以下技术方案实现:
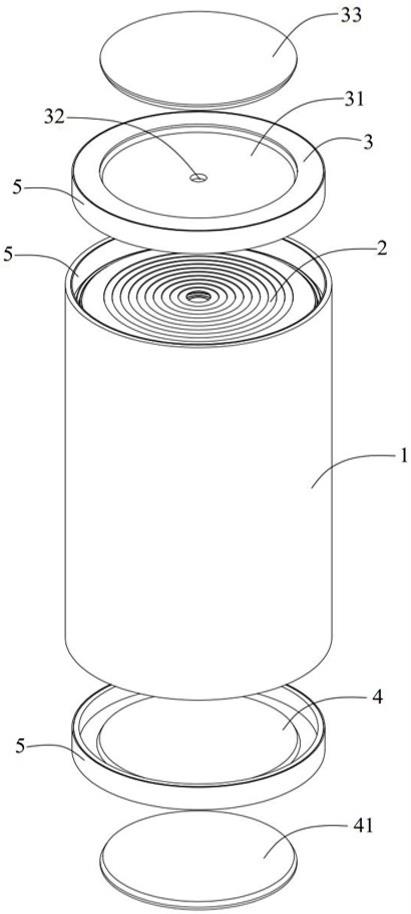
3、圆柱电池,包括壳体、容置于所述壳体内的电芯以及位于所述壳体两端的端盖,位于所述电芯两端的极耳分别与对应的所述端盖焊接固定,所述壳体由绝缘材料制成,所述端盖的侧壁外表面贴附有热熔胶膜,所述壳体的内壁两端与所述端盖侧壁对应的位置也贴附有热熔胶膜,通过热压所述端盖和所述壳体的侧壁使所述热熔胶膜熔化,以将所述端盖分别密封固定于所述壳体的两端。
4、作为一个可选的方案,所述壳体两端的端盖分别为正极端盖和负极端盖,所述电芯两端的极耳分别为正极耳和负极耳,所述正极端盖上形成有第一焊接凹槽,所述正极耳沿所述电芯轴向的投影落在所述第一焊接凹槽所覆盖的范围内;和/或
5、所述负极端盖上形成有第二焊接凹槽,所述负极耳沿所述电芯轴向的投影落在所述第二焊接凹槽所覆盖的范围内。
6、作为一个可选的方案,所述正极端盖上开设有注液孔,所述注液孔位于所述第一焊接凹槽内。
7、作为一个可选的方案,所述第一焊接凹槽内容置有与其相适配的第一封口件,和/或所述第二焊接凹槽内容置有与其相适配的第二封口件。
8、作为一个可选的方案,所述第一封口件和所述第二封口件均为金属封口片,所述第一封口件焊接固定于所述第一焊接凹槽内,所述第二封口件焊接固定于所述第二焊接凹槽内。
9、作为一个可选的方案,所述第一封口件和所述第二封口件均为胶质材料,所述第一封口件涂覆于所述第一焊接凹槽内,所述第二封口件涂覆于所述第二焊接凹槽内。
10、根据本发明的另一个方面,本发明的目的在于还提供一种圆柱电池的制作方法,能够提高圆柱电池的比能量,提高安全性,节省成本,提高加工效率。
11、为达此目的,本发明通过以下技术方案实现:
12、圆柱电池的制作方法,用于制作上述任一项所述的圆柱电池,具体步骤包括:
13、步骤s1:将所述电芯放入所述壳体内,并在所述壳体两端盖上所述端盖;
14、步骤s2:在所述圆柱电池外部通过激光透焊将所述电芯两端的极耳分别与对应的所述端盖焊接固定,焊接位置分别为第一焊接凹槽和第二焊接凹槽内;
15、步骤s3:利用热压封盖装置热压所述端盖和所述壳体的侧壁,以将所述热熔胶膜熔化,使得两个所述端盖分别密封固定于所述壳体的两端。
16、作为一个可选的方案,在所述步骤s3中,所述热压封盖装置对所述壳体和所述端盖施加的压力为0.4~0.6mpa。
17、作为一个可选的方案,在所述步骤s3中,热压温度为150~200℃。
18、作为一个可选的方案,在所述步骤s3中,热压时间为5~6s。
19、作为一个可选的方案,在所述步骤s3之后还包括:
20、步骤s4:将第二封口件密封于所述第二焊接凹槽内,并通过注液孔向所述圆柱电池内部注入电解液,再将第一封口件密封于所述第一焊接凹槽内。
21、本发明的有益效果为:
22、本发明提供了一种圆柱电池,通过将壳体设置为绝缘材料,从而使壳体能分别与正极端盖、负极端盖和极耳绝缘,同时相较于现有技术中采用钢壳和铝壳的设置,能够降低圆柱电池的重量,提高电池的比能量,提高安全性能,且无需在极耳外部设置绝缘膜,简化了电池结构和装配流程。端盖通过热压工艺密封固定于壳体的两端,提高了密封的可靠性,相较于激光焊接封口的方式,热压封口的方式效率更高,设备成本更低,密封性更好,圆柱电池的安全性更高,相较于滚槽封口的方式,热压封口的方式占用的空间更少,壳体体积相同的情况下能够容纳更多的电芯,进而提高了圆柱电池的比能量。
23、本发明还提供了一种圆柱电池的制作方法,通过热压封口的方式将端盖密封固定于壳体的两端,提高了密封的可靠性,制得的圆柱电池的安全性更高,比能量更高,且生产效率高,设备成本低。
技术特征:
1.圆柱电池,包括壳体(1)、容置于所述壳体(1)内的电芯(2)以及位于所述壳体(1)两端的端盖,位于所述电芯(2)两端的极耳分别与对应的所述端盖焊接固定,其特征在于,所述壳体(1)由绝缘材料制成,所述端盖由金属材料制成,两个所述端盖的侧壁外表面均贴附有热熔胶膜(5),所述壳体(1)的内壁两端与所述端盖侧壁对应的位置也贴附有热熔胶膜(5),通过热压所述端盖和所述壳体(1)的侧壁使所述热熔胶膜(5)熔化,以将所述端盖分别密封固定于所述壳体(1)的两端;
2.根据权利要求1所述的圆柱电池,其特征在于,所述正极端盖(3)上开设有注液孔(32),所述注液孔(32)位于所述第一焊接凹槽(31)内。
3.根据权利要求1所述的圆柱电池,其特征在于,所述第一封口件(33)和所述第二封口件(41)均为金属封口片,所述第一封口件(33)焊接固定于所述第一焊接凹槽(31)内,所述第二封口件(41)焊接固定于所述第二焊接凹槽内。
4.根据权利要求1所述的圆柱电池,其特征在于,所述第一封口件(33)和所述第二封口件(41)均为胶质材料,所述第一封口件(33)涂覆于所述第一焊接凹槽(31)内,所述第二封口件(41)涂覆于所述第二焊接凹槽内。
5.圆柱电池的制作方法,用于制作如权利要求1-4任一项所述的圆柱电池,其特征在于,具体步骤包括:
6.根据权利要求5所述的圆柱电池的制作方法,其特征在于,在所述步骤s3中,所述热压封盖装置(6)对所述壳体(1)和所述端盖施加的压力为0.4~0.6mpa。
7.根据权利要求5所述的圆柱电池的制作方法,其特征在于,在所述步骤s3中,热压温度为150~200℃。
8.根据权利要求5所述的圆柱电池的制作方法,其特征在于,在所述步骤s3中,热压时间为5~6s。
9.根据权利要求5所述的圆柱电池的制作方法,其特征在于,在所述步骤s3之后还包括:
技术总结
本发明涉及电池技术领域,公开了一种圆柱电池及其制作方法。圆柱电池包括壳体、容置于壳体内的电芯以及位于壳体两端的端盖,位于电芯两端的极耳分别与对应的端盖焊接固定,壳体由绝缘材料制成,降低了电池的重量,提高电池的比能量。两个端盖的侧壁外表面均贴附有热熔胶膜,壳体的内壁两端与端盖侧壁对应的位置也贴附有热熔胶膜,通过热压端盖和壳体的侧壁将热熔胶膜熔化,以将端盖分别密封固定于壳体的两端,提高了密封的可靠性,相较于激光焊接封口的方式,热压封口的方式效率高,设备成本低,圆柱电池的安全性更高,相较于滚槽封口的方式,热压封口的方式占用的空间更少,壳体体积相同的情况下能够容纳更多的电芯,进而提高圆柱电池的比能量。
技术研发人员:胡先刚,王林,袁丹丹,尚随军
受保护的技术使用者:苏州宇量电池有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!