自带电路结构的注塑件及其制造方法与流程
本发明属于电能传输装置制造,具体涉及到自带电路结构的注塑件及其制造方法。
背景技术:
1、随着新能源技术的快速发展,新能源汽车的数量也越来越多。新能源汽车行业内,国内市场或国际市场,电子锁均被要求定义为不可缺少的子零件;而随着市场的不断发展与法律法规的健全,基于模块化的设计思路,电子锁与充电座的互相连接、电子锁与整车线束的互相连接,要求电子锁连接方式采用接插口的设计方案,接插端子在嵌件主体注塑过程中,往往因为高温高压熔融料的冲挤,位置精度会有不同程度的丢失。
2、因此,现有技术中亟需一种新的方案来解决上述问题。
技术实现思路
1、本发明的一个目的是提供自带电路结构的注塑件及其制造方法,来解决接插端子在嵌件注塑过程中,往往因为高温高压熔融料的冲挤,位置精度会有不同程度的丢失。
2、自带电路结构的注塑件的制造方法,
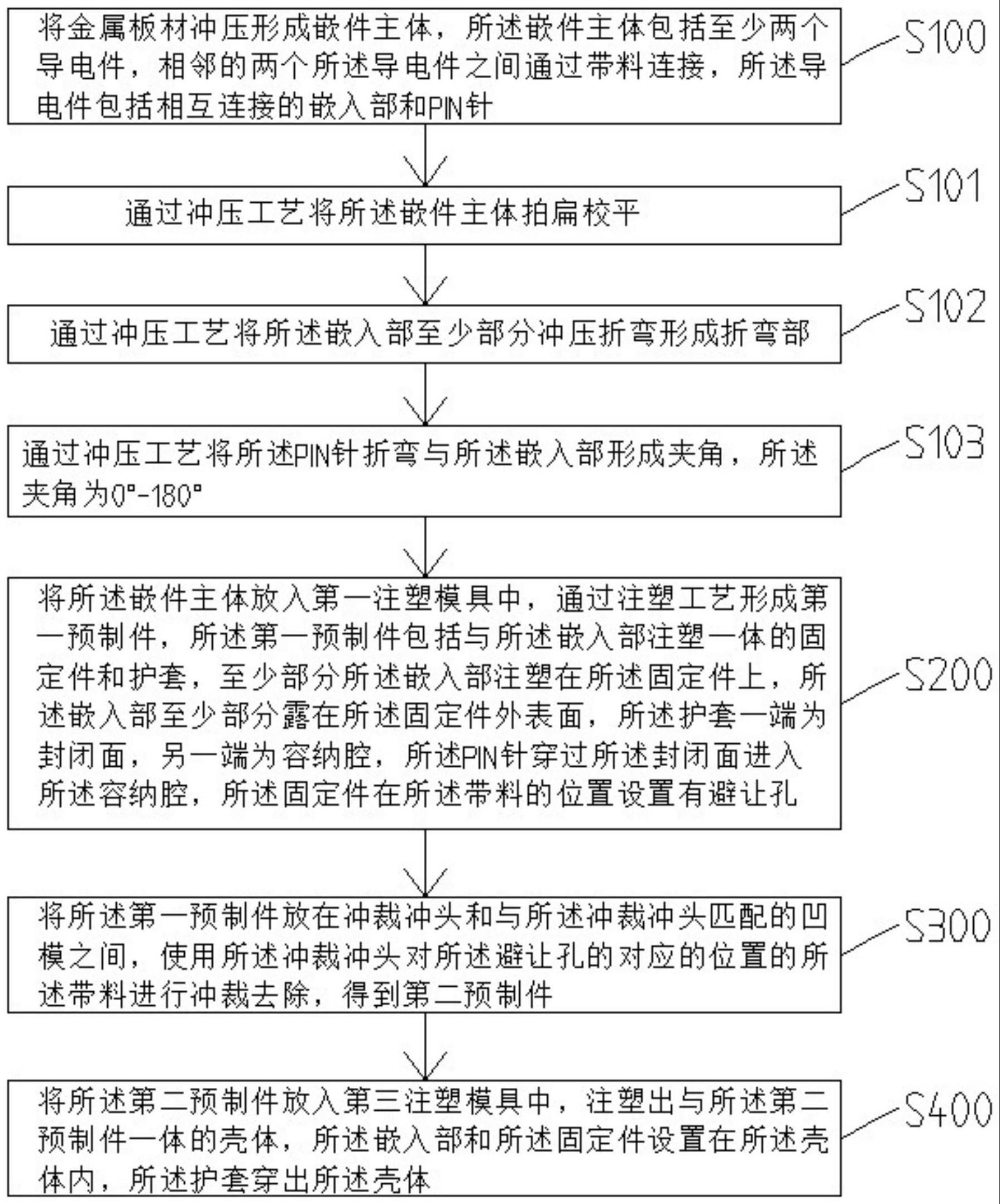
3、s100:将金属板材冲压形成嵌件主体,所述嵌件主体包括至少两个导电件,相邻的两个所述导电件之间通过带料连接,所述导电件包括相互连接的嵌入部和pin针;
4、s200:将所述嵌件主体放入第一注塑模具中,通过注塑工艺形成第一预制件,所述第一预制件包括与所述嵌入部注塑一体的固定件和护套,至少部分所述嵌入部注塑在所述固定件上,所述嵌入部至少部分露在所述固定件外表面,所述护套一端为封闭面,另一端为容纳腔,所述pin针穿过所述封闭面进入所述容纳腔,所述固定件在所述带料的位置设置有避让孔;
5、s300:将所述第一预制件放在冲裁冲头和与所述冲裁冲头匹配的凹模之间,使用所述冲裁冲头对所述避让孔的对应的位置的所述带料进行冲裁去除,得到第二预制件;
6、s400:将所述第二预制件放入第三注塑模具中,注塑出与所述第二预制件一体的壳体,所述嵌入部和所述固定件设置在所述壳体内,所述护套穿出所述壳体。
7、进一步的,在s100之后还包括s101:通过冲压工艺将所述嵌件主体拍扁校平。
8、进一步的,在s101之后还包括s102:通过冲压工艺将所述嵌入部至少部分冲压折弯形成折弯部。
9、进一步的,在s200中,所述固定件有与所述折弯部随形的支撑部。
10、进一步的,在s102之后还包括s103:通过冲压工艺将所述pin针折弯与所述嵌入部形成夹角,所述夹角为0°-180°。
11、进一步的,使用所述冲裁冲头对所述避让孔的对应的位置的所述带料进行冲裁去除的冲裁力为25n-190n。
12、进一步的,所述嵌入部包括至少两个支路,相邻的所述支路之间通过所述带料连接。
13、进一步的,在s200中:所述护套内有密封件,所述固定件和所述护套材质为硬胶,所述密封件材质为软胶,所述护套与所述密封件通过双色一体注塑工艺成型。
14、进一步的,在s200之后还包括s201:将所述第二预制件放入第二注塑模具中,在所述护套内注塑出与所述护套一体的密封件,所述固定件和所述护套材质为硬胶,所述密封件材质为软胶。
15、自带电路结构的注塑件,包括嵌件主体、护套、固定件和壳体,所述嵌件主体包括至少两个导电件,所述导电件包括相互连接所述嵌入部和所述pin针,所述护套一端为封闭面,另一端为容纳腔,所述pin针穿过所述封闭面进入所述容纳腔,所述固定件和所述护套一体注塑成型,至少部分所述嵌入部注塑在所述固定件上,所述嵌入部至少部分露在所述固定件外表面,所述嵌入部和所述固定件设置在所述壳体内,所述护套穿出所述壳体。
16、进一步的,所述嵌入部至少部分折弯形成折弯部。
17、进一步的,所述固定件有与所述折弯部随形的支撑部。
18、进一步的,所述嵌入部包括至少两个支路。
19、进一步的,所述护套内设置有所述密封件。
20、进一步的,所述嵌件主体的材质为铝或铝合金或铜或铜合金。
21、进一步的,所述壳体、所述固定件和所述护套的材质为添加30%玻璃纤维的pa6。
22、本发明的有益效果是:
23、首先将金属板材冲压形成嵌件主体,嵌件主体包括至少两个导电件,相邻的两个导电件之间通过带料连接,导电件包括相互连接的嵌入部和pin针,再将嵌件主体放入第一注塑模具中,通过注塑工艺形成第一预制件,第一预制件包括与嵌入部注塑一体的固定件和护套,至少部分嵌入部注塑在所述固定件上,嵌入部至少部分露在固定件外表面,护套一端为封闭面,另一端为容纳腔,pin针穿过封闭面进入容纳腔,固定件在带料的位置设置有避让孔,再将第一预制件放在冲裁冲头和与冲裁冲头匹配的凹模之间,使用冲裁冲头对避让孔的对应的位置的带料进行冲裁去除,得到第二预制件,最后将第二预制件放入第三注塑模具中,注塑出与第二预制件一体的壳体,嵌入部和固定件设置在所述壳体内,护套穿出壳体。
24、通过冲压出带有带料的嵌件主体,再将带有带料的嵌件主体与护套和固定件注塑在一体,后冲裁去除带料得到独立的导电件,导电件具有pin针,最后再将导电件、护套和固定件与壳体注塑一体成型,本加工方法可以精准保证嵌件主体在注塑过程中位置的精度,进而保证pin针在壳体、护套内的精度。
技术特征:
1.自带电路结构的注塑件的制造方法,其特征在于:
2.根据权利要求1所述的自带电路结构的注塑件的制造方法,其特征在于,在s100之后还包括s101:通过冲压工艺将所述嵌件主体拍扁校平。
3.根据权利要求2所述的一种便于嵌件定位的注塑结构的制造方法,其特征在于,在s101之后还包括s102:通过冲压工艺将所述嵌入部至少部分冲压折弯形成折弯部。
4.根据权利要求3所述的自带电路结构的注塑件的制造方法,其特征在于,在s200中,所述固定件有与所述折弯部随形的支撑部。
5.根据权利要求3所述的自带电路结构的注塑件的制造方法,其特征在于,在s102之后还包括s103:通过冲压工艺将所述pin针折弯与所述嵌入部形成夹角,所述夹角为0°-180°。
6.根据权利要求1所述的自带电路结构的注塑件的制造方法,其特征在于,使用所述冲裁冲头对所述避让孔的对应的位置的所述带料进行冲裁去除的冲裁力为25n-190n。
7.根据权利要求1所述的自带电路结构的注塑件的制造方法,其特征在于,所述嵌入部包括至少两个支路,相邻的所述支路之间通过所述带料连接。
8.根据权利要求1所述的自带电路结构的注塑件的制造方法,其特征在于,在s200中:所述护套内有密封件,所述固定件和所述护套材质为硬胶,所述密封件材质为软胶,所述护套与所述密封件通过双色一体注塑工艺成型。
9.根据权利要求1所述的自带电路结构的注塑件的制造方法,其特征在于,在s200之后还包括s201:将所述第二预制件放入第二注塑模具中,在所述护套内注塑出与所述护套一体的密封件,所述固定件和所述护套材质为硬胶,所述密封件材质为软胶。
10.一种采用权利要求1-9任一项所述的方法制造的自带电路结构的注塑件,其特征在于,包括嵌件主体、护套、固定件和壳体,所述嵌件主体包括至少两个导电件,所述导电件包括相互连接所述嵌入部和所述pin针,所述护套一端为封闭面,另一端为容纳腔,所述pin针穿过所述封闭面进入所述容纳腔,所述固定件和所述护套一体注塑成型,至少部分所述嵌入部注塑在所述固定件上,所述嵌入部至少部分露在所述固定件外表面,所述嵌入部和所述固定件设置在所述壳体内,所述护套穿出所述壳体。
11.根据权利要求10所述的自带电路结构的注塑件,其特征在于,所述嵌入部至少部分折弯形成折弯部。
12.根据权利要求11所述的自带电路结构的注塑件,其特征在于,所述固定件有与所述折弯部随形的支撑部。
13.根据权利要求10所述的自带电路结构的注塑件,其特征在于,所述嵌入部包括至少两个支路。
14.根据权利要求10所述的自带电路结构的注塑件,其特征在于,所述护套内设置有所述密封件。
15.根据权利要求10所述的自带电路结构的注塑件,其特征在于,所述嵌件主体的材质为铝或铝合金或铜或铜合金。
16.根据权利要求10所述的自带电路结构的注塑件,其特征在于,所述壳体、所述固定件和所述护套的材质为添加30%玻璃纤维的pa6。
技术总结
本发明专利提供了自带电路结构的注塑件及其制造方法,将金属板材冲压形成嵌件主体,所述嵌件主体包括至少两个导电件,相邻的两个所述导电件之间通过带料连接,所述导电件包括相互连接的嵌入部和PIN针,通过注塑工艺与嵌入部注塑一体的固定件和护套,用冲裁模具再将带料进行冲裁去除,得到第二预制件,将所述第二预制件放入第三注塑模具中,注塑出与所述第二预制件一体的壳体。本发明通过将金属板材多序冲压和多次注塑工艺相结合,避免了导电件上的PIN针在注塑件中位置精度不精准的问题。
技术研发人员:王超
受保护的技术使用者:长春捷翼汽车科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!